
Fターム[4F208LG33]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 部分の成形、処理 (107)
Fターム[4F208LG33]の下位に属するFターム
Fターム[4F208LG33]に分類される特許
1 - 20 / 41
成形手段
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】プレフォーム(8)を受容し、コンテナ(2)を得るために該プレフォーム(8)を膨張させるように配置されるブロー成形ダイ手段(9)を含む成形手段であって、圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)と関連し、該圧縮成形ダイ手段(10)がプラスチックを受容し、該プレフォーム(2)の頸部部分(11)を得るように前記プラスチックを成形するために配置され、前記圧縮成形ダイ手段(10)が前記頸部部分(11)を固定し、一方で前記プレフォーム(8)は前記ブロー成形ダイ手段(9)において膨張するように、該圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)に連結される。
(もっと読む)
中空容器における内蔵部品の結合方法

【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
車両搭載の合成樹脂製燃料タンク
【課題】燃料タンクのタンク本体と支持ブラケットとがブロー成形により一体的に形成される場合において、車体側への燃料タンクの支持強度を向上させることが容易に達成できるようにする。
【解決手段】両金型25,26間へのパリソン30の挿入により、燃料タンク1のタンク本体3と支持ブラケット6とがブロー成形により一体的に形成される。支持ブラケット6の突出方向に沿った視線で見て、支持ブラケット6を板材の屈曲により形成される山形状、もしくは倒立山形状とする。支持ブラケット6の左右方向における中途部を構成して車体側に締結される被締結部9の板材厚さTaを、支持ブラケット6の基部近傍におけるタンク本体3の部分3aの厚さの2倍よりも大きくする一方、支持ブラケット6の左右各側部10の板材厚さTbをタンク本体3の部分3aの厚さの2倍よりも小さくする。
(もっと読む)
中空成形体
【課題】 従来技術は、潰しによって形成された取付部が平板状であるため、中空ダクトの固定のために所定面積の取付部を設ける必要があり、取り付けられる位置の制限を受けやすいという問題がある。また、平板状の取付部を湾曲形状である金属パイプにガタツキなく取り付けることが難しいという問題もある。
【解決手段】 中空本体と、該中空本体の側面から外側へ延設する取付部2とからなる中空成形体1であって、前記取付部2は係止手段で被取付部材5と係止するための取付座4と、延設方向に配置される中空部3とからなる中空成形体。
(もっと読む)
ブロー成形品の製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、特に該ボスの溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
パリソンの膨張に伴い分割金型内の相対する回動部材と該パリソンとの摩擦力により該回動部材を回動させ、相対する該回動部材間に位置するパリソン部分の延伸度合いを減少させて該パリソン部分の肉厚の薄肉化を緩和させることにより前記課題を解決した。
(もっと読む)
ブロー成形品とその製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
分割金型の該溶着用のボスに該当する位置内に突出させたスライドコアを、パリソンが該スライドコアに接触して後、該分割金型内に引っ込めることにより該ボスを厚肉な平面状の部分と、該平面状の部分よりも薄肉な非平面状の部分とになさしめるため、該溶着面の肉厚を厚肉に保って、面精度の低下を引き起こすことなく、熱板溶着に対しても必要十分な面精度を保持させることにより前記課題を解決した。
(もっと読む)
ブロー成形装置
【課題】簡単な設備でブロー成形品の内部の所定位置に確実に内蔵部品を保持することができるブロー成形装置を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20と内蔵部品保持装置40を有する。内蔵部品保持装置40は、内蔵部品を保持し、ブロー成形金型から抜け出るように進退自在に構成される保持棒41を有する。ブロー成形金型20は、それぞれスライドコア26をキャビティー22に対して進退自在に設けるとともに、2つに分割して形成された型が互いに当接する当接面にそれぞれ駆動制御ピン28を設け、駆動制御ピン28とスライドコア26を連結部27で連結する。駆動制御ピン28によりそれぞれスライドコア26を駆動させ、ブロー成形金型20を締めるときに、ブロー成形金型20の型締め速度と、スライドコア26がキャビティー内部から後退してキャビティー面まで速度を同じにしたブロー成形装置である。
(もっと読む)
ブロー成形装置
【課題】パリソンの下端を確実に塞ぎ、パリソンが潰れないブロー成形をすることができるブロー成形装置に関する。
【解決手段】ブロー成形装置は、ブロー成形金型20と、パリソン挟持装置30を有する。パリソン挟持装置30は、パリソン8の下端8bの内部に挿入されるパリソン内側挟持板31と、パリソン8の下端の外面を挟持するパリソン外側挟持板32を有し、パリソン外側挟持板32は、パリソン内側挟持板31の形状に対応した凹部32bが形成されるとともに、複数個に分割されて形成され、それぞれパリソン8の下端を挟持するようにスライド可能に形成されたことを特徴とするブロー成形装置である。
(もっと読む)
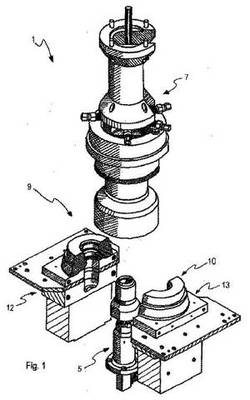
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 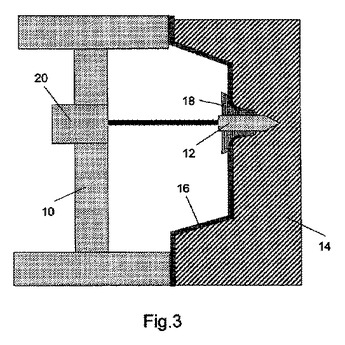 (もっと読む)
(もっと読む)
吹込成形品及び吹込成形金型
【課題】中空部と中実部を有する成形品において、取付用の座を設ける中実部に成形後2次的な穴あけ加工を要せずに、穴を形成できる成形品を提供し、及びその成形品を成形するための成形金型を提供すること。
【解決手段】中空部と中実部とを有し、中実部には通孔とその周縁に板状部が形成され、通孔の縁部の一部に、板状部の板厚よりも薄い第1の薄肉部と、通孔の縁部の残りの一部に、板状部の板厚と第1薄肉部の厚みの中間の厚みを有する第2薄肉部とを有する吹込成形品。中空部を形成する第1キャビティと、板状をなす中実部を形成する第2キャビティと第2キャビティ内に設けた環状の食切り部と、食切り部内に位置する、通孔を形成するピンが進退する第3キャビティを備え、食切り部には、第1薄肉部を形成する狭窄部と、第2薄肉部を形成する一般食切り部とが形成され、第3キャビティは、中実部の板面から交差する方向に偏倚する吹込成形金型。
(もっと読む)
インサート部品溶着成形方法
【課題】 インサート部品の厚み方向周縁部に未溶着部分が発生することなく、ブロー成形体にインサート部品が確実に溶着するインサート部品溶着成形方法を提供する。
【解決手段】 金型7内にセットしたインサート部品3にブロー成形体を溶着するインサート部品溶着成形方法であって、金型7の成形面7aをインサート部品3の被溶着部の表面6dより高くして、インサート部品3の厚み方向周縁部6bの全面とブロー成形体のパリソン11とを隙間なく溶着状態にする。パリソン11とインサート部品3の厚み方向周縁部6bとの溶着部近傍に、金型7の成形面7aの一部となる高熱伝導材製の予熱板8を配設すると共に、この予熱板8と金型7との間に断熱板9を設けた。
(もっと読む)
合成樹脂製ブローボトルの成形方法
【課題】内容物の充填空間に狭窄部を有する品質の高い合成樹脂製ブローボトルを効率よく成形できる方法を提案する。
【解決手段】ブロー金型7の内側にプリフォームPを配置するとともに狭窄部形成用の中子7aを該プリフォームPに近接せしめ、その状態を保持しつつ延伸ロッド8による該プリフォームPの延伸加工と該プリフォームP内へエアーを吹き込む一次ブロー成形を行い、次いで、一次ブロー成形と同じ圧力の下で一次ブロー成形によって得られた成形体に対してエアーを吹き込んで最終形状に仕上げる二次ブロー成形を行うことによって胴体部分3を少なくとも上下に二分して内容物の充填空間に狭窄部を形成した合成樹脂製ブローボトルを成形するに当たり、一次ブロー成形の際のエアーの吹き込み流量を、二次ブロー成形の際のエアーの吹き込み流量よりも小さく設定する。
(もっと読む)
合成樹脂製ブローボトル及びその製造方法
【課題】ブロー成形と同時に狭窄域を形成できるボトル及びその製造方法を提案する。
【解決手段】内容物を排出する口部1を有し、この口部1の下端につながる頚部2を経て肩部3、胴部4、底部5を一体的に形成した合成樹脂製ブローボトルにおいて、前記胴部4に、ブロー成形の前断階にて装着され、ブロー成形に際して延伸倍率を異ならせるか若しくは延伸を抑制することにより狭窄域6を形成するフィルム7を配設する。
(もっと読む)
車両用プロテクタ
【課題】 ブロー成形されたブロー成形体の少なくとも一端部を切断して得られる車両用プロテクタにおいて、切断面に生ずるバリ等によって線材が損傷しないようにすることである。
【解決手段】 ブロー成形によって車両用プロテクタを成形するとき、袋状に形成されたブロー成形体(袋状成形体110)の両端部が軸直角方向に切断されることにより、筒状体(プロテクタ予備体120)が形成される。このとき、袋状成形体110における両端近傍の周方向に、予め本体側及び蓋体側のくびれ部9,11を形成し、それらの内壁面9a,11aが、プロテクタ予備体120のプロテクタ本体1と蓋体2との両端開口の内壁縁1a,2aに包含されるようにし、プロテクタ本体1に収容された線材の外周面が、プロテクタ本体1と蓋体2との両端開口の切断面に接触しないようにする。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型によりパリソンを型締めした後、該分割金型内に摺動自在に設けられた放射状刃体付き中空体を金型キャビティー内に進出させて該パリソンの内側まで貫通させ、次いで該放射状刃体付き中空体を通して該パリソンの内側に圧縮空気を吹き込んで賦形した後、該放射状刃体付き中空体を母型部内に引っ込めて該中空成形品を離型し、該放射状刃体付き中空体を引き抜いた痕が花弁状に切り裂かれている状態の挿入孔に該リーンフォース・パイプを押し付け、挿入することにより前記課題を解決した。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、ブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型内に摺動自在に設けられた放射状刃体付き柱体を吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして、該放射状刃体と接触した該パリソンの部分に放射状薄肉部を形成させながら賦形した後、該柱体を母型部内に引っ込めて該デッキボードを離型し、該放射状薄肉部にリーンフォース・パイプを押し付けて該放射状薄肉部を破断させてから該デッキボード内の空隙に該リーンフォース・パイプを挿入することにより前記課題を解決した。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
自動車用燃料タンク
【課題】燃料タンクが収縮又は膨張しても、余分な応力や歪を吸収することができる燃料タンクを提供する。
【解決手段】ブロー成形で形成され、内部に内臓部品20を取付けられ、熱可塑性合成樹脂で形成された外壁を有する自動車用燃料タンク1において、内蔵部品20は、合成樹脂で一体的に形成されている。内蔵部品20には燃料タンク1の外壁の内面に融着して内蔵部品20を取付ける取付部材30が複数設けられる。内蔵部品20に燃料タンク1の収縮又は膨張に応じて撓むことができる寸法変化吸収部材23を設けたことを特徴とする自動車用燃料タンクである。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
1 - 20 / 41
[ Back to top ]