
Fターム[4F208MA03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空、圧空の併用 (213)
Fターム[4F208MA03]に分類される特許
101 - 120 / 213
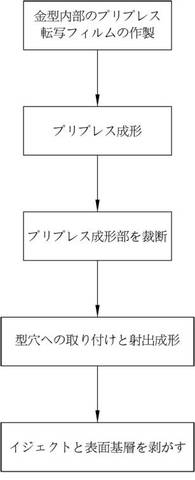
プリプレス金型内部の転写フィルムの金型内部転写方法
【課題】プリプレス金型内部の転写フィルムの金型内部転写方法を提供する。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
(もっと読む)
ポリ乳酸系耐熱容器およびその製造方法

【課題】耐熱性および耐衝撃性に優れたポリ乳酸系耐熱容器を熱成形により従来よりも短サイクルで製造可能とするポリ乳酸系耐熱容器の製造方法を提供すること。
【解決手段】ポリ乳酸(A)、ポリ乳酸と脂肪族ポリエステルとのブロック共重合体(B)およびタルク(C)を少なくとも含有する樹脂組成物を押出成形して、相対結晶化度Xcが40〜55%の原反シート14を準備する。熱成形機20の加熱部21で前記原反シートを85〜125℃で加熱することにより、当該原反シートの相対結晶化度Xcを60〜70%とする。続いて、熱成形機20の成形部22にて、上記加熱した原反シートに真空成形および/または圧空成形を施して、そのまま成形品を加温状態の金型にて保持することにより、当該原反シートを容器形状に成形すると共にその得られた容器の相対結晶化度Xcを75%以上とする。
(もっと読む)
熱成型品
【課題】耐熱性等に優れるポリ乳酸の熱成型品を提供する。
【解決手段】L−乳酸を構成単位とするポリ乳酸単位およびD−乳酸を構成単位とするポリ乳酸単位からなり、ポリイソシアネートを反応させて得られるアミド結合を有するポリ乳酸樹脂(A成分)のシートを熱成型する。
(もっと読む)
ポリエステル系容器
【課題】ガスバリア性や風味保持性に優れ、かつ落下しても割れにくいポリエステル系容器を提供する。
【解決手段】ポリエステル(A)80〜98質量%と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位とα,ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位とを重縮合してなるポリアミド(B)20〜2質量%の少なくとも2成分を混合してなるポリエステル系樹脂組成物からなる層を有する単層もしくは該層を1層以上積層した多層構造を有しかつ熱成形法により得られるポリエステル系容器であって、ポリアミド(B)がポリエステル(A)中に分散しており、かつ容器胴部の表面を倍率1万倍でTEM観察をした際に観察される分散粒子の長軸方向における平均長さが1ミクロン以下であり、かつ長軸方向における平均長さが短軸方向における平均長さの1倍以上かつ2.5倍以下の範囲内であることを特徴とするポリエステル系容器。
(もっと読む)
ポリカーボネート樹脂発泡容器の製造方法
【課題】 本発明は、PC発泡シートを容器体に熱成形する場合に独立気泡率の低下が少ない熱成形方法であって、独立気泡率50%以上のPC発泡容器を得ることができる熱成形方法を提供することを、その課題とする
【解決手段】 本発明方法は、見掛け密度0.12〜0.6g/cm3及び独立気泡率65%以上のポリカーボネート樹脂発泡シートを、加熱ゾーンで加熱して、成形可能な状態に軟化させた後に、成形ゾーンで熱成形する工程を含んでなるポリカーボネート樹脂発泡容器を製造する方法であり、
(i)前記加熱ゾーン内の雰囲気温度を190〜230℃とし、ポリカーボネート樹脂発泡シート表面を100〜200℃/分の速度で昇温し、
(ii)前記成形ゾーン内で該発泡シートの表面温度を190℃±20℃の範囲に保持しながら熱形成することを特徴とする。
(もっと読む)
車両用空調ダクトおよびその製造方法
【課題】軽量性、断熱性、剛性、耐衝撃性、温度および湿度の変化に対する耐久性に優れ、加えてフランジ部の見掛け密度を起立壁および片側壁の見掛け密度より高く形成して車両構成部材の内壁面に対する接着性を向上させた車両用空調ダクトを得る車両用空調ダクトおよびその製造方法を提供する。
【解決手段】車両用空調ダクト1は、車両構成部材2の内壁面に接着することで通風流路3を形成するダクト構成部材4を備えてなる。ダクト構成部材4は起立壁5、5および片側壁6からなる半殻形状をなしている。起立壁5の端末には、車両構成部材2の内壁面に接着するフランジ部7が長手方向に沿って形成されている。ダクト構成部材4は発泡状態の熱可塑性樹脂からなり、フランジ部7の見掛け密度を起立壁5および片側壁6の見掛け密度より高くし成形してあるものである。
(もっと読む)
熱可塑性樹脂製単壁構造体の成形方法
【課題】円筒状に押し出した熱可塑性樹脂から溶融状態のシートを形成して直接成形を行うことにより、シートの再加熱を必要とせずに、厚肉の単壁構造体を成形することができる熱可塑性樹脂製単壁構造体の成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂を押出ヘッド7のダイおよびコアの間のスリットから円筒状に押し出すとともにコアの先端に配置したガイド部材9により扁平状に拡張し、一対のローラー10、10で押し潰しながらシート状熱可塑性樹脂8として分割金型1、2間に送り出して垂下させた状態で配置する。次いで、分割金型1、2の内部空間をシート状熱可塑性樹脂8で隔離密閉するように型締めし、シート状熱可塑性樹脂8を成形キャビティに密着させて単壁構造体を成形する。
(もっと読む)
光の反射防止効果を有する成型品
【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
車両用ラゲッジボックスの製造方法
【課題】 薄肉であって軽量化が図られ、しかも所要の強度を有するラゲッジボックスを成形する車両用ラゲッジボックスの製造方法を提供する。
【解決手段】 熱可塑性発泡樹脂シート16は、MFRが8.0〜0.1g/10minの熱可塑性樹脂の組成物でなる。ラゲッジボックスを成形する一対の分割金型2,3は、その一方の金型2にラゲッジボックスの収納室、この収納室内の仕切壁をなす凸状リブおよび開口周囲に張り出すフランジを成形する凸形キャビティ5を有している。一対の分割金型2,3間に配置した熱可塑性発泡樹脂シート16と一方の凸形キャビティ5間を閉じてその凸形キャビティ面から真空吸引して、凸形キャビティ5に吸着された熱可塑性発泡樹脂シート16により、上面が開口した収納室、開口周囲に張り出したフランジおよびこのフランジと同高の平坦部を有する仕切壁をなす凹状リブを一体に有するラゲッジボックスを成形する。
(もっと読む)
変色性成形体の製造方法
【課題】 成形体表面に設けた多孔質層の耐擦過性に優れ、繰り返しの実用性を満たす変色性成形体を得るための製造方法を提供する。
【解決手段】 熱可塑性樹脂シート2表面に、低屈折率顔料をバインダー樹脂に分散状態に固着させた、吸液状態と非吸液状態で透明性を異にする多孔質層3を設けた変色性シートを、加熱して軟化させて成形用金型上に配置し、その表裏に気圧差を与えて変色性シートを成形用金型に押しつけ、冷却固化させた後、金型から離型して得られる変色性成形体1の製造方法。
(もっと読む)
圧空成型装置
【課題】成型加工性の悪い材料から容器を成型するのに好適な圧空成型装置を提供する。
【解決手段】圧空成型装置の熱板10のエアを噴射する圧空孔11として、合成樹脂シートの送り方向および送り方向に直交する方向に正格子形に並列する定格孔11aに加え、送り方向に対して傾斜する方向に隣接する定格孔11aを結ぶ対角線の各交点上に追加孔11bを新たに形成した。圧空孔11の数および密度が従来の約2倍となるため、全体的なエア噴射力が増し、シートは熱板10で軟化された状態から速やかに金型へと押し付けられる。シート軟化状態から金型押し付けまでのタイムスパンが小さいため、成型性が従来よりも良好となり、二軸延伸ポリエステルのような成型加工性の悪い材料でも良好な成型性が得られる。
(もっと読む)
フィルム加飾成形品のフィルム端末トリミング方法及び装置
【課題】 真空成形によって製造されるフィルム加飾成形品において、その下端からはみ出しているフィルム端末を正確且つ能率よく切除し得るトリミング加工を提供する。
【解決手段】 真空成形装置の受治具1を支持台3とこの支持台3上に隙間4を介して成形品Aを上載させる受台2とから構成して、成形品Aの表面から外周面に亘って加飾フィルムBを貼着したのち、上記隙間4にカッタ5を挿入して成形品Aの外周面下端からはみ出している加飾フィルムBの中間部を全周に亘って切除する一次トリミング加工を施し、次いで、上記受台2を装置外の刃物台6上に移載させたのち、受台2を刃物台6に設けているコイルスプリング8に抗して押し下げることにより、加飾フィルムBの下端を刃物
6の上面外周部に突設したトムソン刃7により切除する二次トリミング加工を施す。
(もっと読む)
成型用ポリエステルフィルム
【課題】成型性、特に低い温度および低い圧力での成型性に優れ、かつ耐溶剤性や耐熱性に優れ、かつロール状に巻取った長尺のフィルムを巻き出す際にブロッキングやフィルムの破れが抑制される成型用ポリエステルフィルムを提供する。
【解決手段】共重合ポリエステルを含む二軸配向ポリエステルフィルムを基材フィルムとし該基材フィルムの片面または両面に表面層を積層してなる成型用ポリエステルフィルムであって、(1)前記基材フィルムは実質的に粒子を含有せず、表面層にのみ粒子を含有し、(2)前記共重合ポリエステルが、(a)芳香族ジカルボン酸成分と、エチレングリコールと、共重合成分として分岐状脂肪族グリコールであるネオペンチルグリコール又は脂環族グリコールである1,4−シクロヘキサンジメタノールを含む共重合ポリエステル、あるいは(b)テレフタル酸及び、共重合成分としてイソフタル酸を含む芳香族ジカルボン酸成分と、エチレングリコールを含むグリコール成分から構成され、(3)前記共重合ポリエステルにおける前記共重合成分が5〜50モル%、(4)フィルムの融点が200〜245℃、(5)フィルムの長手方向及び幅方向における100%伸張時応力が、いずれも25℃において40〜300MPa及び100℃において1〜100MPa、(6)フィルムの150℃での長手方向及び幅方向の熱収縮率が0.01〜5.0%、(7)ヘーズが0.1〜3.0%、(8)少なくとも片面のフィルムの表面粗さ(Ra)が0.005〜0.030μm、(9)面配向度が0.001以上0.095以下、であることを特徴とする成型用ポリエステルフィルム。
(もっと読む)
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
積層シート、成形方法及び成形体
【課題】 本発明は、熱成形時に幅方向の両端部を確実に把持することができ熱熱成形を精度良く行うことができる積層シートを提供する。
【解決手段】 本発明の積層シートAは、変性ポリフェニレンエーテル系樹脂発泡シート1の両面に変性ポリフェニレンエーテル系樹脂非発泡シート21、22が積層一体化されてなり、上記変性ポリフェニレンエーテル系樹脂非発泡シート21(22)における幅方向の両端部B、Bのフェニレンエーテル成分量が幅方向の中央部Cにおけるフェニレンエーテル成分量の平均値よりも0.5〜7重量%多いことを特徴とする。
(もっと読む)
樹脂成形品の成形方法
【課題】成形工程において金型のキャビティから微細な凹凸であるシボ模様を鮮明に転写した樹脂成形品を成形する樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13を一対のローラ6,6によって送り出して金型7,8内に配置する。金型8のキャビティはシボ模様の転写面を有している。次いで、金型7,8の外周に位置する型枠14,15を金型7,8に対して相対的に前進させて押し出した熱可塑性樹脂シート13と密着させ、金型8のキャビティ面から真空吸引するとともに、金型7.8内に圧力流体を導入して樹脂成形品の表面にシボ模様を転写した樹脂成形品を成形する。
(もっと読む)
真空圧空成形露光装置及び露光方法
【課題】本発明は、複雑な立体形状を有する金型であっても、密着性のよいフォトマスクが容易に作成でき、しかも繰り返し露光を可能とする再現性の高い位置決め精度を有する露光装置を提供することを目的とする。
【解決手段】熱間プレス成形用金型の表面に成膜したレジスト膜に、露光により所定のパターンを転写する真空圧空成形露光装置であって、レジスト膜が表面に成膜された成形用金型を気密に収容する気密容器と、前記成形用金型を載置する台座と、所定のパターンが形成されたシートを加熱して軟化する加熱機構と、軟化したシートを金型に被せた際にシート下面を台座に吸着させる吸引部と、前記吸引部に接続された吸引機構と、軟化したシートを前記成形用金型に吸着させた状態で当該シートにおける前記パターンをレジスト膜に露光する露光機構と、前記気密容器内を加圧する気体を供給する気体供給部と、を有していることを特徴とする。
(もっと読む)
熱成形用積層シート及び加飾成形体
【課題】 金型を使用せず、単一色の意匠性を有する成形体に、均一な色調の色味感、深み感あるいはパール感を付与できる熱成形用積層シートを提供する。
【解決手段】 熱成形により三次元形状に成形すると同時に被着体に貼り付けて一体化する熱成形用積層シートであって、膜厚が30〜500μmの範囲であるアクリル樹脂層Aと、アスペクト比が5以上である鱗片状微粒子を含む接着層Bとが積層されてなる熱成形用積層シート、及び該熱成形用積層シートを真空成形法により半透明または不透明の被着体に貼り付けて一体化してなる加飾成形体。
(もっと読む)
101 - 120 / 213
[ Back to top ]