
Fターム[4F208MA03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空、圧空の併用 (213)
Fターム[4F208MA03]に分類される特許
141 - 160 / 213
ツバ付きコップ状の樹脂成形品の製造方法

【課題】成形が難しい延伸PET若しくはPPSシートを用いる場合であっても、薄肉で高アスペクト比を可能としたツバ付きコップ状の樹脂成形品の製造方法を提供する。
【解決手段】真空ボックス12のパンチ15・真空側ブロック16と、圧空ボックス13の圧空側ブロック17との間に、加熱で軟化させた樹脂シート1´を搬入する。ついで、ツバ部1bに相当する樹脂シート1´の部分を、ブロック16,17で挟み付けながら、コップ部1aに相当する樹脂シート1´の部分を、パンチ15で圧空側ブロック17の穴17a内に押し込みつつ、ボックス12,13の開口部12b,13bを閉じる。その後、真空ボックス12内を真空に、圧空ボックス13内を圧空にした状態で、ツバ付きコップ状の樹脂成形品1を成形する。
(もっと読む)
容器状成形物の製造方法及び容器状成形物

【目的】品質にバラツキのない高品質のフッ素樹脂製容器状成形物を容易且つ安価に製造することができるようにする。
【構成】 融点がX℃である熱溶融性フッ素樹脂からなる無延伸且つ単一層のシート材11を、ヒータ14で(X−60)℃〜(X+30)℃に加熱した上で、所定形状に真空成形することによって、容器状成形物12を製造する。シート材11がメルトフローレートが0.5〜20g/10分であるフッ素樹脂(PTFE樹脂を除く)で構成される場合には、シート材11の加熱温度を(X−60)℃〜X℃とする。また、シート材11がPTFE樹脂が構成される場合にあって、それが変性PTFE又はこれとPTFEホモポリマとの混合樹脂であるときにはシート材11の加熱温度を(X−30)℃〜(X+30)℃とし、PTFEホモポリマであるときにはシート材11の加熱温度をX℃〜(X+30)℃とする。
(もっと読む)
圧空成形装置
【課題】成形用シートを所定の加熱温度に均一に維持したまま成形を行なうことにより高精度の成形を実現することができる圧空成形装置を提供する。
【解決手段】軟化した熱可塑性シートSを挟んだ状態で二つの圧空ボックス3,5が対向配置され、一方の圧空ボックス3の成形面3dに上記熱可塑性シートSを密着させるとともに、その熱可塑性シートSの成形面側と反対側の面に熱可塑性シートSを介して圧縮空気を吹き付け、上記熱可塑性シートSを賦形する圧空成形装置において、上記圧縮空気を加熱した熱風を、他方の圧空ボックス内に供給する熱風供給装置と、上記他方の圧空ボックス内に設けられ、上記熱風供給装置からの熱風を、多孔仕切部8を介して上記圧空ボックス3,5内に吹き出す熱風吹出室9とが備えられていることを特徴とする。
(もっと読む)
熱成形方法
最終的熱成形品がシート押出し加工流路(縦方向)と横方向に沿って示す収縮率に関して相対的に等方性である熱成形品を製造する方法。この製品の製造をプロピレンの重合をイソ特異的メタロセン触媒を用いて行うことで生じさせたイソタクティックポリプロピレンを用いて実施する。この重合体が示す溶融流れ速度は1−5グラム/10分の範囲内でありかつ溶融温度は160℃以下である。このポリプロピレンの押出し加工を行うことで少なくとも1方向に配向していて厚みが10−100ミルのシートを生じさせる。このシートを135−160℃の温度に加熱した後、熱成形を所望形態の鋳型と接触した状態で行うことで熱成形品を生じさせる。次に、この熱成形品を冷却した後、前記鋳型から取り出すことで最終的製品を得る。 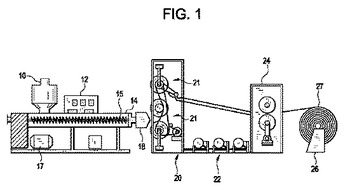 (もっと読む)
(もっと読む)
樹脂シート被覆製品の製造方法及び樹脂シート被覆製品
【課題】樹脂シート被覆製品の表面を、空気だまりや模様のムラがなく、平滑性の高いものにすること。
【解決手段】基材を樹脂シートで被覆した樹脂シート被覆製品の製造方法であって、前記基材表面を微細な凹凸面を形成するような表面加工をする段階と、前記基材表面に対して前記樹脂シートを当接させる段階と、前記基材及び前記樹脂シートを真空圧空成形によって張り合わせ樹脂シート被覆製品を形成する段階と、を有することを特徴とする。
(もっと読む)
加飾成形品および加飾成形品の製造方法
【課題】耐熱性に優れるとともに、生産性および品質に優れた加飾成形品および加飾成形品の製造方法を提供することを目的としている。
【解決手段】樹脂基材の表面側が、シート状加飾材によって被覆されてなる加飾成形品であって、前記樹脂基材の表層および前記シート状加飾材が、同一または同類、かつ、荷重たわみ温度(0.46MPa)が120℃以上、吸水率が0.5%以下の樹脂またはその強化樹脂で形成されている加飾成形品を、シート状加飾材を、真空圧空成形法を用いて樹脂基材に貼り付ける工程を経て得るようにした。
(もっと読む)
積層板およびその製造方法
【課題】見栄えの向上を図ることのできる積層板を得る。
【解決手段】2枚の熱可塑性樹脂性の板部6,7の端部同士が溶着されるとともに、ブローピン24を内部に差し込み圧縮空気を注入してブロー成形された本体部4Mを備える積層板4であって、前記本体部4Mの側壁部4aに、前記ブローピン24の差込穴19aを設けた。
(もっと読む)
ポリ(ヒドロキシアルカン酸)組成物
ポリ(ヒドロキシアルカン酸)とアルキルアクリレートおよび任意選択的にコモノマーに由来する繰り返し単位を有する耐衝撃性改良剤とを含む組成物が開示される。この組成物およびこの組成物を含む物品の製造方法もまた開示される。 (もっと読む)
生分解性樹脂成形品の製造法。
【課題】 柔軟性、耐熱性、感温性、耐衝撃性が良好な、生分解性樹脂成形品の熱成形法による生産性が高い製造法の提供
【解決手段】 ポリ乳酸樹脂と、可塑剤と、結晶核剤とを含有する生分解性樹脂組成物からなるシートまたはフィルムを熱成形する生分解性樹脂成形品の製造法であって、生分解性樹脂組成物からなるシートまたはフィルムを生分解性樹脂組成物の融点(Tm)以上(Tm+60℃)以下の温度に加熱する工程(1)、工程(1)で得られたシートまたはフィルムを、金型温度60〜100℃で熱成形する工程(2)によって相対結晶化度80%以上に結晶化させた成形品を得る、生分解性樹脂成形品の製造法、並びにこの製造法により得られる生分解性樹脂成形品。
(もっと読む)
滑り止めシート成形品
【課題】 食品容器における荷崩れ、輸送用箱における収納した電子部品の滑動等のシート成形品の滑りによる弊害を防止できるようにした滑り止めシート成形品を提供する。
【解決手段】 滑り止めシート成形品を、シート基材と、該シート基材に印刷により積層された発泡インキ層とを有する熱成形用シートを用い、該熱成形用シートを加熱成形すると同時にこの成形時の熱によって発泡インキ層を発泡させて形成する。
(もっと読む)
熱成形体の製造方法
【課題】耐衝撃性及び耐熱性を保持すると共に、熱成形時の成形加工性が良好な熱成形用ポリ乳酸系重合体組成物、及び熱成形用ポリ乳酸系重合体シート、並びにこの熱成形用ポリ乳酸系重合体シートを用いた熱成形体を提供することを目的とする。
【解決手段】所定の実質的に非晶性のポリ乳酸系重合体と、所定の結晶性のポリ乳酸系重合体とを所定割合で混合した熱成形用ポリ乳酸系重合体組成物を用いて熱成形用ポリ乳酸系重合体シートを得、得られた熱成形用ポリ乳酸系重合体シートを用いて、所定の条件を満たす成形温度で熱成形する。
(もっと読む)
パネル体、そのパネル体の製造方法及びそのパネル体製造装置
【課題】内部が中空となるように一体に固着された樹脂製の表壁と裏壁とを有する第1及び第2のパネル基材を具備し、該第1及び第2のパネル基材は、両パネル基材の表壁の上面が平坦となった使用状態から、その裏壁の側に回動できるように、インテグラルヒンジを介して回動可能に連結され、第1及び第2のパネル基材の表壁の表面には、表皮材が貼着されているパネル体において、第1及び第2のパネル基材が使用状態にあるときのパネル体の見栄えと使い易さを向上させる。
【解決手段】第1及び第2のパネル基材6,7が使用状態にあるとき、インテグラルヒンジ5に沿って互いに対向して延びる第1及び第2のパネル基材6,7の表壁8,13の端面10,11が、表皮材20を介して互いに当接しているように、第1及び第2のパネル基材6,7を形成する。
(もっと読む)
二軸延伸ポリスチレン系樹脂シート
【課題】 耐衝撃性が高く、耐割れ性に優れ、折り曲げ強度が高く、成形品打ち抜き時の切り粉発生が抑制された、透明性に優れた二軸延伸ポリスチレン系樹脂シートおよびそれからなる容器を提供すること。
【解決手段】 (A)スチレンブロック部の分子量が1万〜13万であるスチレン−ブタジエンブロック共重合体20〜90質量%と、(B)ハイインパクトポリスチレン樹脂0.5〜3質量%と、(C)ポリスチレン樹脂7〜79.5質量%からなる樹脂組成物を二軸延伸してなるニ軸延伸ポリスチレン系樹脂シートを構成とする。
(もっと読む)
トリミング装置及びその制御方法
【課題】成形用シートの歩留まりを向上させ、成形品のコストを低減させることを課題とする。
【解決手段】成形用シートS1に形成された成形品P1を一度に複数個トリミングし、複数の前記成形品P1で囲まれた部分の前記成形用シートS1をスクラップS3としてトリミング時に分離するトリミング機構20と、分離後のスクラップS3を回収する分離スクラップ回収機構50とを設ける。分離スクラップ回収機構50は、分離後のスクラップS3を保持可能な分離スクラップ保持機構60と、上側切断部22と下側切断部26とが離反したときに上側切断部22と下側切断部26との間に進入して分離スクラップ保持機構60により保持されたスクラップS3を吸引して回収する吸引回収機構70とを有してもよい。
(もっと読む)
乳酸系ポリマーを含む多層シートおよび成形品
【課題】透明性、耐熱性および生産性に優れた乳酸系ポリマー組成物を含む多層シート、該多層シートからなる成形品および該成形品の生産性に優れた製造方法を提供すること。
【解決手段】本発明の多層シートは、乳酸系ポリマー及び有機結晶核剤を含む結晶化可能な乳酸系ポリマー組成物からなる層(X)を少なくとも1層と、非晶性の乳酸系ポリマーを含む層(Y)を少なくとも2層とを有する多層シートであって、該多層シートの両側の最外層が前記層(Y)であり、該有機結晶核剤が、110℃でのポリ乳酸に対する溶解度が1.0×10-5以上である少なくとも1種のエチレンビスカルボン酸アミドを含む。
(もっと読む)
樹脂容器の製造方法
【課題】延伸された樹脂シート材を用い、成形した容器に深い嵌り合いの嵌合部を形成することができ、樹脂シート材の持つ透明性と耐熱性を損なうことなく成形が行える樹脂容器の製造方法を提供する。
【解決手段】凹型6と凸型7の嵌り合い成形隙間を、成形に用いる延伸された樹脂シート材Aの厚みと同等以上に設定し、加熱した凹型6と凸型7間に樹脂シート材Aを投入し、凸型7のプラグ9でこの樹脂シート材Aを凹型6内に押し込んで蓋容器3にプレス成形した際、蓋容器3の曲がり形状に該当する部分の樹脂シート材Aを、凸型7の空気孔11から付加した圧力空気で凹型6に押し付け、同時に凹型6の真空孔12で吸引することにより曲がり形状を成形する。
(もっと読む)
三次元加工用加飾シート及びそれを用いてなる加飾成形品
【課題】指紋が付着しても拭き取り易く艶消し意匠性の高い三次元加工用加飾シート及びそれを用いた加飾成形品を提供する。
【解決手段】基材上に少なくとも表面保護層を積層してなる三次元加工用加飾シートであって、該表面保護層が樹脂成分と微粒子体及びワックスからなる充填材とを含有する電離放射線硬化性樹脂組成物を架橋硬化してなり、該充填材の配合量が、樹脂成分100質量部に対して、22質量部以下であり、微粒子体が3質量部以上、15質量部未満であり、ワックスが10質量部以下であり、かつ該表面保護層が1〜20μmの膜厚を有することを特徴とする三次元加工用加飾シート及びそれを用いた加飾成形品である。
(もっと読む)
低光沢容器
【課題】シートからの固相熱成形による、成形性、耐傷付き性がよく高級感のある低光沢容器の提供
【解決手段】少なくとも外表層が(i)第1工程でプロピレン単独重合体成分(A1)を40〜90重量%、第2工程でエチレンを35〜100重量%含有するプロピレン−エチレンランダム共重合体成分(A2)を60〜10重量%逐次重合することで得られたエチレン含量が10重量%を超え、(ii)メルトフローレート(MFR;2.16kg 230℃)が0.5〜5g/10分の範囲にあるプロピレン系ブロック共重合体(A)50〜90重量%と、メルトフローレート(MFR;2.16kg 190℃)が0.1〜15g/10分および密度が0.950g/cm3以上のエチレン系重合体(B)50〜10重量%とを含有する樹脂組成物から成形されるシートを熱成形してなる深さ/口径の比が1.0倍以上、グロス値が10%以下の低光沢容器。
(もっと読む)
真空成形型及びそれを使用した真空成形方法
【課題】簡単な構成で深絞り部における表皮材の擦れや破れが抑制されるようにした真空成形型を提供する。
【解決手段】型面に突出部11aが形成された第一の型11と、型閉めの際に突出部11aが挿入される窪み部12aが形成された第二の型12と、を備えて、成形素材14を第一の型11と第二の型12の間に挟み込んで真空成形を行なう真空成形型10であって、第一の型11或いは第二の型12に設けた伸長部材11bが型閉め前に互いに離れている第一の型11と第二の型12の間に配置した成形素材14を伸ばして窪み部12a内面に当接させる。
(もっと読む)
キャリアテ−プおよびその製造方法
【課題】集合包装のままでベーキング処理を行うことができ、かつベーキングの際に収納された電子部品から放出される水蒸気などを速やかに収納部外に排出することができるキャリアテープを提供する。
【解決手段】本発明のキャリアテープは、長さ方向に連設された多数の電子部品収納部を備えた耐熱性の熱可塑性樹脂から成るキャリアテ−プであり、前記電子部品収納部に、該収納部内に収納される電子部品から放出される水蒸気を外部に排出する水蒸気排出路となる間隙あるいはスリットが設けられている。
(もっと読む)
141 - 160 / 213
[ Back to top ]