
Fターム[4F208MA03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空、圧空の併用 (213)
Fターム[4F208MA03]に分類される特許
121 - 140 / 213
樹脂成形体製造方法及び樹脂成形体
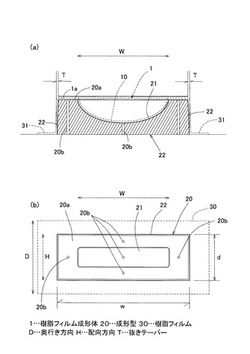
【課題】この発明は、厚さを問わず、複雑な立体形状であっても、所望の形状の樹脂成形体を成形できる樹脂成形体製造方法を提供することを目的とする。
【解決手段】真空圧空成形の真空圧空成形装置40によって、単一層の樹脂フィルム30から三次元立体形状の樹脂フィルム成形体1を製造する際に、上面1aに半楕円体状凹部10を有し、略直方体を上方から覆うことのできるような底面が開放された中空の略直方体形状という複雑な三次元立体形状化に伴う延伸率が大きい方向、すなわち奥行き方向Dに、樹脂フィルム30の配向方向Hを合わせて樹脂フィルム30を配置し、所望の形状の樹脂フィルム成形体1を高精度で成形した。
(もっと読む)
熱可塑性樹脂シートの成形設備

【課題】材料歩留まりの向上と成形性の向上を図るとともに、設備の小型化を図ることができる熱可塑性樹脂シートの成形設備を提供する。
【解決手段】熱可塑性樹脂シートの成形設備のシート搬送装置が、加熱装置の内部から成形装置の内部に配設される搬送機構と、熱可塑性樹脂シートの各辺を把持して、前記搬送機構に沿って移動可能な1台のシートクランプ枠機構と、該シートクランプ枠機構を前記加熱装置から成形装置へ移動させ該シートクランプ枠機構を前記搬送機構から持ち上げ、前記搬送機構と前記シートクランプ枠機構との保持を解除したのち、下成形型の成形面に向けて下降するとともに上成形型を下降して前記熱可塑性樹脂シートの成形を終えたのち、該樹脂シートの把持を解除した前記シートクランプ枠機構を上昇して前記搬送機構に移載する昇降機構と、搬送機構、シートクランプ枠機構、昇降機構および上成形型の動作を制御する制御装置とを備えている。
(もっと読む)
シート成形容器及び複合容器
【課題】
シート成形において成形された容器の離型が容易であり、安定的に生産することが出来るシート成形容器を提供すること。
【解決手段】
底部及び側壁部を側なくとも備える樹脂製のシート成形容器であって、前記側壁部は周状に形成された膨出部を備え、前記膨出部に少なくとも一の谷部が形成されたことを特徴とするシート成形容器とすること。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
中空体の製造方法及び中空体
【課題】シートのドローダウンを防止し、真空成形性を向上させることが可能な中空体の製造方法を提供する。
【解決手段】少なくとも2枚の熱可塑性樹脂シート1からなる中空体の製造方法であって、所定方向に遊動可能な一対の金型部材2を有する金型を用い、両金型部材は空気の吸引が可能な成形面22と、それを包囲する外周部(フランジ)を有し、前記金型部材間に熱可塑性樹脂シートを積層して、供給する供給工程と、熱可塑性シートを加熱する加熱工程と、金型部材を相対的に近づけて、加熱された各熱可塑性樹脂シートを金型部材の外縁部21間で一緒に加圧して、各シートを外縁部一体化させる型締め工程と、成形面から空気を吸引しつつ、可塑性樹脂シート間に形成される空間31に空気を送り込み、成形面に対向する各熱可塑性樹脂シートを成形面に追従させ、所定形状に賦形する賦形工程と、を有し、熱可塑性樹脂シートは発泡シートであることを特徴とする。
(もっと読む)
樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法
【課題】樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する際に装置の停止時間を短縮させることを課題とする。
【解決手段】型交換装置100に、型台310に対して横方向となる移送方向D11へ送り出し移送及び引き寄せ移送可能に複数の型M10を載置可能な型載置部U1と、所定方向D13から取付対象の型M1を引き寄せ移送して型載置部U1に載置させる型供給手段U2と、型台310の方から型載置部U1まで取出対象の型M2を前記移送方向D11へ引き寄せ移送して該型載置部U1に対して取付対象の型M1とともに取出対象の型M2を載置させる型引出手段U3と、型載置部U1から取出対象の型M2を前記移送方向D11とは異なる方向へ退避可能な型退避手段U4と、型載置部U1から取付対象の型M1を型台310の方へ前記移送方向D11に送り出し移送する型挿入手段U5とを設ける。
(もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
耐熱透明A−PET容器並びにその製造方法
【課題】 耐熱性と高透明性を有し、電子レンジで直接加熱することが出来る食品容器を提供する。
【解決手段】 A−PETシートを加熱して一次延伸後、一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸A−PETシートを最適結晶化温度に加熱した後、成形機の金型で成形して二次延伸するとともに冷却する二次延伸成形工程とを有する。一次延伸熱固定工程において、延伸温度90〜120℃でMD(縦方向)に2〜3倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定する。二次延伸成形工程において、一次延伸A−PETシートを最適結晶化温度の130℃〜200℃に加熱する。
(もっと読む)
把手付プラスチックボトル
【課題】良好な嵌合強度を備えた把手付プラスチックボトルを提供する。
【解決手段】プラスチックボトル本体を備え、該ボトル本体の上部側面に把手取付用凹部が形成されており、該把手取付用凹部内に取り付けられた別体の把手を備えてなる把手付プラスチックボトルにおいて、該把手が取り付けられたプラスチックボトル本体の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量を0.2J/g以上とし、把手の23℃における嵌合強度を245N以上とする。
(もっと読む)
溶融押出用ポリオレフィン系樹脂組成物及びそれを用いたフィルム
【課題】真空成形等の伸張の際に白化せず、そして、成形性の高い溶融押出用ポリオレフィン系樹脂組成物を提供する。
【解決手段】溶融押出用ポリオレフィン系樹脂組成物が、共重合成分としてエチレンを含む環状オレフィン系樹脂(A)と、前記環状オレフィン系樹脂(A)よりガラス転移点が高く、共重合成分としてエチレンを含む環状オレフィン系樹脂(B)と、を含む環状オレフィン系樹脂組成物と、直鎖状低密度ポリエチレン(C)とを含むポリオレフィン系樹脂組成物であって、環状オレフィン系樹脂組成物における前記環状オレフィン系樹脂(A)の含有量が40質量%から95質量%、前記環状オレフィン系樹脂組成物における前記環状オレフィン系樹脂(B)の含有量が5質量%から60質量%、前記環状オレフィン系樹脂組成物のメルトテンションが、前記直鎖状低密度ポリエチレン(C)のメルトテンションより高いものを用いる。
(もっと読む)
成型用ハードコート用樹脂組成物
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面にハードコート層を有する成型用ハードコートフィルムを作製するためのハードコート用樹脂組成物であって、前記ハードコート用樹脂組成物が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物とを少なくとも含み、前記ハードコート用樹脂組成物に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記ハードコート用樹脂組成物が、アミノ基を有する電離放射線硬化化合物を含み、電離放射線硬化型化合物中のアミン基を含む電離放射線硬化型化合物の含有量が2.5質量%以上95質量%以下である成型用ハードコート用樹脂組成物。
(もっと読む)
圧空成形用金型
【課題】深絞り成形を可能とし、微細な凹凸形状(例えばタ゛イアカット調の形状等)の転写性の向上及びあるいは角部をシャープな形状に成形することを可能ならしめる、真空成形法又は圧空成形法に使用するための金型を提供する。
【解決手段】加熱した樹脂シートをクランプし、空気圧を利用して当該樹脂シートを成形する真空成形法または圧空成形法に使用する金型であって、通気性を有するポーラスな状態で形成された通気焼結部分からなる表面層と、通気性を有しない完全溶融部分からなる内部層から構成され、当該内部層には、表面層に連通する排気のための一又は複数の通気回路を設けられており、当該表面層は当該内部層の外表面に設けられている構成としている。
(もっと読む)
ダクトの製造方法
【課題】 高精度で、且つ薄膜部(特に胴体部)の膜厚が極めて薄い内側ダクト5を容易に製造することを課題とする。
【解決手段】 樹脂シート材40を加熱して軟化させる工程と、加熱されて軟化した樹脂シート材40を真空成形または圧空成形または真空・圧空成形して半割り角筒体41を得る工程と、半割り角筒状に成形された2つの半割り角筒体41をその内面同士が向き合うように接合固定して、胴体部の膜厚が0.5mm以下といった極めて薄い内側ダクト5を得る工程とを備えている。以上のような製造方法を用いることによって、真空成形または圧空成形または真空・圧空成形後に半割り角筒体41が破れる等の不具合の発生を防止できると共に、内側ダクト5の胴体部のダクト周方向の膜厚が均一となり易く、つまり内側ダクト5の胴体部の肉厚(膜厚)方向の寸法精度が高くなる。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
耐熱透明A−PET容器
【課題】高耐熱性及び高透明性を有し、電子レンジで直接加熱される食品容器に好適な容器を提供する。
【解決手段】A−PETシートを加熱して一次延伸後一次熱固定した延伸A−PETシート7と、未延伸A−PETフィルム又は未延伸A−PETシートとをドライラミネートで一体化した積層シートを、熱成形機の金型13,14で加熱成形し成形による二次延伸配向結晶によって結晶化を高めている。延伸A−PETシートが、ロールによる延伸装置を用い、A−PETシートを延伸温度90〜120℃でMD(縦方向)に2〜5倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定したものである。
(もっと読む)
熱成形方法及び熱成形用の加熱装置
【課題】熱成形において、雄型の予備延伸を行うことなく半製品における局所的に異なる熱成形作用を達成でき、半製品の吸収性に対する調整を必要としない技術を提供する。
【解決手段】半製品(1)を熱成形温度まで加熱し、半製品の上面と下側との間で相違する圧力を印加することにより3次元成形部位を成形し、インモールド制約のもとに冷却するものであり、成形プロセス前における半製品の局所的に異なる加熱が、局所的に異なる熱成形作用を生じるものであって、対向する両側から半製品(1)に同時に接触して半製品を加熱する2つの接触加熱装置(2)が使用され、各接触加熱装置は、断熱支持部材(7)上にセラミック加熱層が形成された単一の加熱回路(6)を有し、局所的に相違する加熱は、支持部材(7)上の加熱回路(6)の局所的に異なる形状設計によって達成される。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空な樹脂製のパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成された樹脂製のパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備している。
(もっと読む)
真空成形用化粧シート
【課題】真空成形における成形加工性が良好であり、真空成形後の化粧シート表面の耐擦傷性が良好な真空成形用化粧シートを提供すること。
【解決手段】基材シートの上に装飾層、透明樹脂層及び表面保護層をこの順に積層してなる真空成形用化粧シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を45:55〜30:70の比率(質量比)で含む樹脂組成物を架橋硬化してなる真空成形用化粧シートである。
(もっと読む)
121 - 140 / 213
[ Back to top ]