
Fターム[4F208MW26]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形品の後処理、後加工 (371) | 機械的処理 (161) | 変形、形状調整(←圧縮) (24)
Fターム[4F208MW26]に分類される特許
1 - 20 / 24
樹脂成形品およびその製造方法
自動車用ダクトの製造方法
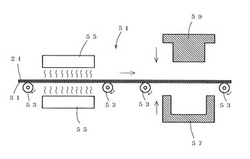
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置

【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
容器の製造方法
【課題】優れた強度を有する容器を効率よく製造可能な容器の製造方法を提供すること。
【解決手段】熱可塑性樹脂が用いられてなる発泡シートを熱成形した後に刃型で打ち抜いて、外方に突出するフランジ部を外周に備えた容器を作製する容器の製造方法であって、作製する容器形状よりも一回り大きく発泡シートを前記刃型で打ち抜いて、フランジ部の突出長さが作製する容器よりも長い一次製品を形成させた後に、前記フランジ部の先端部を熱溶融させることによって該フランジ部の突出方向とは逆向きに前記先端部を後退させて容器形状を調整する外形調整工程を実施し、しかも、複数の前記一次製品を積層して積層体を形成させ、該積層体を側面側から加熱して前記フランジ部の先端部を熱溶融させることによって複数の一次製品に対して同時に前記外形調整工程を実施することを特徴とする容器の製造方法を提供する。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
樹脂製容器及びその製造方法
【課題】容器本体の薄肉化を図りつつ開口縁部の強度を向上し得、更にデザイン面での多様なニーズにも対応し得る樹脂製容器及びその製造方法を提供する。
【解決手段】容器本体1の薄肉化を図りつつ、容器本体の外周側へ張り出す開口縁部に、二回の折り返しにより重ね合わされる三層リップ部1gを形成して開口縁部の強度を向上し、更にデザイン面での多様なニーズにも対応する。
(もっと読む)
車両用内装材及びその製造方法
【課題】断熱性を確保しつつ、剛性を向上させることが可能な車両用内装材及びその製造方法を提供する。
【解決手段】基材20の一面側にシート成形体30を接着させてなる車両用内装材10であって、シート成形体30は、基材20から立ち上がる複数の膨出部31と、隣り合う膨出部31の側壁31aの基端部を連結し、基材への接着面32aを構成する連結部32と、を備え、膨出部31の側壁31aには、当該側壁31aの基材20側の端部を接着面32aに対して後退させた架橋部33が形成され、架橋部33は、隣り合う膨出部31の側壁面が互いに接合されることにより形成されている。
(もっと読む)
ロッドレンズ、ロッドレンズの加工方法、およびロッドレンズの加工装置
【課題】ロッドレンズに、従来よりも広い画角を与えるようにする技術を提供する。
【解決手段】ロッドレンズの一端側の面を、該ロッドレンズによって得られる画角を広げられるように凹曲面状に形成する。このようなロッドレンズは、熱可塑性の樹脂製のロッドレンズ2であって、従来の製造方法により成形された平滑な端面を有するロッドレンズ2の一端側の平滑面2aを、加熱された型部材の凸曲面に押し付けることで、ロッドレンズ2の平滑な一端側の面2aを凸曲面に対応する凹曲面状に加工することにより得ることができる。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
合成樹脂製気泡シートの製造方法
【課題】気泡シートの気泡面同士を張り合わせる際に、気泡部の位置合わせを確実に行う。
【解決手段】凹凸シート13と平坦シート14とが接合され、気体が密閉された多数の気泡部11と気泡部11に囲まれた平面部12とが形成されている合成樹脂製気泡シート10を、気泡部(11)が形成された面同士が対向するように折曲げ部15にて半折りにし、半折りにされた合成樹脂製気泡シート10を両外側から加圧し、加圧された状態の合成樹脂製気泡シート10を融点以上に加熱して、半折された合成樹脂製気泡シート10の対向する面同士を融着させる。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を貼付した積層成形品の成形方法並びに成形装置において、表皮の後貼り加工方式により、表皮の表面風合、ソフト感を良好に維持できるとともに、設備の簡素化及び接着剤廃止により、コストダウンを図る。
【解決手段】第1ステージAに樹脂芯材20を成形する第1の成形金型50を配置するとともに、第2ステージBには表皮30を成形する第2の成形金型60を配置する。そして、第1の成形金型50における下型53と第2の成形金型60における上型62とを樹脂芯材20と表皮30との圧着金型に共用するとともに、第1の成形金型50における上型52の型温を下型53の型温に比べ高温に設定することで、樹脂芯材20の余熱を利用して表皮30と溶着一体化することが可能となり接着剤を廃止できる。
(もっと読む)
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
加飾製品の製造装置及びその製造方法
【課題】基材に貼着する表皮材の余剰量を調整可能であり且つ装飾側に位置する側面部端縁側の領域に、皺や局部的な浮き上がりの発生を防止しした高品質の成形品得る製造装置及びその製造方法の提供。
【解決手段】受け治具16の上面に基材2を載置固定してクランパ15により端縁が把持された表皮材8を基材2の表面に密着させる。この時、クランパ15を表皮材8の端縁部が受け治具の側面全体に密接するに十分な位置まで相対的に移動させる。ここで差圧発生手段を作動し、その差圧により表皮材8を変形させながら基材の表面から周側面を越えてその端部側裏面に密接するまで巻き込む。この巻き込み動作時の前記差圧発生手段の作動による差圧力により、摺動部材18を表皮材8を介して付勢部材19の付勢に抗して受け治具16の周面に形成された凹穴部20内を底面側へと摺動させ表皮材8を基材2の裏面側端部6に密着させる。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
1 - 20 / 24
[ Back to top ]