
Fターム[4F209NM01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 管端部の成形型 (66) | 成形コア (30)
Fターム[4F209NM01]の下位に属するFターム
拡縮径する分割型のもの (1)
弾性変形するもの (1)
管端縁を支持する型部分を有するもの (5)
回転して成形するもの
Fターム[4F209NM01]に分類される特許
1 - 20 / 23
樹脂管の拡径用治具
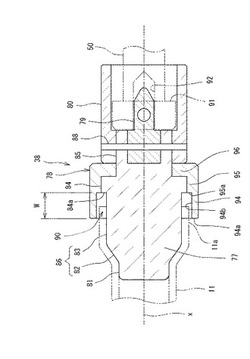
【課題】配管継手に接続される樹脂管の端部を適切な長さで拡径することができる樹脂管の拡径用治具を提供する。
【解決手段】各恵与治具30は、樹脂管11の端部11aに挿入されることで、当該端部11aを拡径する拡径部86を有し、樹脂管11の端部11aに対する拡径部86の適正挿入量の最小限位置を示す第1指示部94aを備えている。また、第1指示部94aは、拡径部86の径方向外側に配置され、当該拡径部86との間に樹脂管11の端部11aを挿入させる隙間90を形成している。
(もっと読む)
樹脂管の加工装置

【課題】使用者の作業負担を軽減し、作業効率を向上させることができる樹脂管の加工装置を提供する。
【解決手段】樹脂管11の加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に挿入させるため、人手による操作で拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、拡径治具38を樹脂管11の端部に挿入した状態で拡径治具38の位置を固定する固定機構65と、を備える。
(もっと読む)
樹脂管の加工装置
【課題】操作性の悪化等を招くことなく大きな推進力で治具を推進させ、樹脂管の端部を適切に加工することができる樹脂管の加工装置を提供する。
【解決手段】加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、を備えており、推進機構37は、人手による操作力を増幅して拡径治具38を推進させるための推進力に変換する第1増幅部52と、第1増幅部52よりも高い増幅率で人手による操作力を増幅して推進力に変換する第2増幅部53と、を備える。
(もっと読む)
カール成形装置およびカール成形方法
【課題】紙製もしくは樹脂製のカップ上端開口部周縁にカールを成形する際、座屈や皺等の発生がなく、カールの成形を行うことが可能となり、かつ、潤滑剤の使用によるカップ内部への潤滑剤残留等の問題を解決することのできるカール成形装置およびカール成形方法を提供する。
【解決手段】胴部と底部が結合されているカップの上端開口部周縁をカール成形金型に形成されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりカールを成形するカール成形装置において、液体で供給された潤滑剤を霧化する霧化装置を備え、この霧化装置により霧化された潤滑剤をノズル装置に供給し、このノズル装置から噴霧された霧化潤滑剤をカール成形金型の曲面状の溝部に付着させることでカール成形を可能とし、無駄な潤滑剤の使用を減らすことで潤滑剤の飛散等を防止することを特徴とする。
(もっと読む)
カール成形装置およびカール成形方法
【課題】紙製もしくは樹脂製のカップ上端開口部周縁にトップカールを成形する際、座屈やシワ等の発生がなく、トップカールの成形を行うことが可能となり、かつ、潤滑剤の使用によるカップ内部への潤滑剤残留等の問題を解決することのできるカール成形装置およびカール成形方法を提供する。
【解決手段】胴部と底部が結合されているカップの上端開口部周縁23をカール成形用の成形金型に施されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりトップカールを成形するトップカール成形装置において、トップカール成形前のカール成形の機械適正を向上させるための潤滑剤塗布の工程において、液体で供給された潤滑剤12を霧化する霧化装置17を備え、この霧化装置により霧化された潤滑剤をノズル装置21に供給し、このノズル装置から噴霧された霧化潤滑剤をカップ内側面のトップカール成形部に付着させる。
(もっと読む)
更生管の管口拡管装置および管口拡管装置を用いた更生管の管口拡管方法
【課題】マンホールの構造などに関係なく、更生管の管口を確実に拡管させる。
【解決手段】径大位置と径小位置との間を変位可能な複数個のグリップバー26を備えた固定ユニット2と、固定ユニット2に対して着脱自在に装着され、更生管の管口を拡径する拡径部33aを有するとともに、ヒーター35を介して加熱可能な拡管金型31を備えた拡管治具3とから管口拡管装置1が構成される。そして、更生管の内部に径大位置のグリップバー26を介して固定された固定ユニット2に拡管金型31を装着するとともに、加熱した拡管金型31を更生管の管口に押し付けて管口rを拡径部33aに対応する形状に拡管させる。
(もっと読む)
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
コルゲート管及びその製造方法
【課題】本発明は、コルゲート管を他の管路と接続する際に引張に強くて破断しにくく、かつ、接続が安定的で抜け等が生じ難いコルゲート管の接続部及びその製造方法を提供する。
【解決手段】外層管状部と内層管状部とを備え、管軸方向に向けて大径部と小径部とが交互に繰り返されるように形成された熱可塑性樹脂からなるコルゲート管であって、
前記コルゲート管の端部の一方又は双方が、前記外層管状部と内層管状部とが熱溶着により一体に接合されて一定の径を持つ筒状の強化接続部とされ、かつ該強化接続部には管軸を一致させてEF継手が設けられていることを特徴とする。
(もっと読む)
容器の充填口形成方法
【課題】 容器の充填口部の切断面をきれいに切断すること。
【解決手段】 合成樹脂製の容器10の充填口形成方法であって、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断するにあたり、刃51を形成する2つの面51A、51Bのそれぞれが該刃51の移動方向に対してなす角度α、βを異ならせる刃51の傾け装着を行ない、刃51の傾け装着後に、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断させるもの。
(もっと読む)
コア紐からなる拡径保持部材および拡径保持部材を用いた常温収縮性チューブユニット
【課題】コア紐により拡径保持部材を形成する際に、溶着をしなくても、搬送したり現場で施工する際に常温収縮性チューブを拡径した状態を保持することができるコア紐からなる拡径保持部材および拡径保持部材を用いた常温収縮性チューブの拡径保持方法を提供する。
【解決手段】コア紐10からなる拡径保持部材1は、コア紐10の部分12の第1凸部23と、隣接して配置されるコア紐10の部分11の第2凹部26とを嵌め合わせるとともに、コア紐10の部分12の第1凹部25と、隣接して配置されるコア紐10の部分11の第2凸部24とを嵌め合わせることで構成されている。
(もっと読む)
分子配向の前に型内で未完成のパイプを拡張する型に対する、未完成のパイプの保持および解除機構
本機構は、溝付きの部品(6)の軸方向の移動が、最初は塑性状態であるパイプ(1)を保持し変形させる硬いボール(5)の径方向の移動をもたらす、という簡単な解決法を提供する。溝付きの部品(6)の溝(7)の形状に応じて、調整可能な保持が達成される。この保持作用は、溝付きの部品(6)が最初の位置に戻ると、簡単に解除される。このとき、パイプ(1)自身は凝固状態となっているので、ボール(5)は最初の位置に戻される。塑性のパイプを保持する適切な位置は、検出器(11)によって検出することができる。塑性のパイプの昇圧は、パイプ(1)を囲む部品に設けられた弾性の継ぎ手(10)によって達成することができる。  (もっと読む)
(もっと読む)
樹脂管の製造方法
【課題】新規な樹脂管の製造方法を提供する。
【解決手段】棒材を加熱工程に耐える水溶性の材料(例えば塩)で軸線が曲線である曲線部を有する形状に形成し、液晶ポリマーのシート材31を棒材30に所望の複数回巻き付けて保持して加熱する加熱工程を備える。曲線部30aに対してはシート材を巻き方向に長尺な形状にして螺旋状に巻き付け、螺旋状のシート材の巻き始め端部及び巻き終わり端部を溶着させて棒材への巻回状態を保持する。さらにシート材の外周面に耐熱フィルムを(曲線部に対しては螺旋状に)巻き付けた上で、オートクレーブで加熱工程を実行する。本加熱工程により、シート材を溶融させて樹脂管に成形する。耐熱フィルムを巻き替えて再度加熱工程を実行し、CFRPの外管を成形したら、棒材を水に溶かして樹脂管から取り除く。
(もっと読む)
フィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法
【課題】容器に積層されたフィルムを見栄えよく且つ頑強に容器に接合させ、自動連続的にフィルムの接合工程を行うことができるフィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法を提供する。
【解決手段】本発明によるフィルムカーリング装置は、対象体に積層されたフィルムが上記対象体の端部を取り囲むようにカールするフィルムカーリング装置であって、前記対象体とかみ合いながら前記対象体を移動させる搬送部、及び上記搬送部と所定の間隔をあけて離間配置され、前記搬送部によって移動する前記対象体を案内するカーリングレールを含む。ここで、上記カーリングレールには、前記対象体の端部が挿入され前記フィルムがカールされるようにするガイド溝が形成される。
(もっと読む)
樹脂管用継手とそれの圧入接続方法及びその方法に用いられる圧入装置
【課題】樹脂管との接続作業を能率良く容易に行う。
【解決手段】樹脂管1の接続管部1A内に管軸芯X方向から圧入可能な接続筒部2を備えた継手本体Aと、この継手本体Aの接続筒部2が圧入された樹脂管1の接続管部1Aをそれの径方向外方側から押圧する押圧スリーブ3とを備え、継手本体Aの接続筒部2の先端に、樹脂管1の接続管部1Aの端部を径方向外方側から挾持固定する圧入装置Bの管挾持手段B1の挾持固定作用に連れて縮径変形する接続管部2の端部側の内周面を受止め可能で、かつ、樹脂管1の接続管部1Aの内径よりも小なる外径で直管状又は略直管状に形成された装着筒部4が形成されている。
(もっと読む)
継手用インコアの製造方法
【課題】廃棄樹脂量が少なく、しかもインコアを容易に成形することができる継手用インコアの製造方法を提供する。
【解決手段】架橋処理済みの熱可塑性合成樹脂、好ましくは架橋ポリオレフィン特に好ましくは架橋ポリエチレンよりなる樹脂管を規定長さに切断して管状素体50とする。第1金型60に挿入し、管状素体50の一端部を第1金型60から突出させる。第2金型70を管状素体50の一端側に挿入して管状素体50の一端側をテーパ形に拡径させる。
その後、この第2金型70を引き抜き、代わりに盤部81と円柱形の凸部82とを有した第3金型80の該凸部82を管状素体50内に差し込み、未架橋時の融点よりも低い温度まで冷却した後、第3金型80を分離し、成形されたインコアを脱型する。
(もっと読む)
端部拡径ホース及びその製造方法
【課題】端部拡径ホースにおける拡径部への継手具のインサートパイプの挿入量を一定に規制し得て、継手具を良好に拡径部に装着できるようにする。
【解決手段】ゴム内層16及びゴム外層20と補強層18との積層構造をなし且つ各端部に拡径部30とテーパ状部32とを有する端部拡径ホース10において、テーパ状部32の内面よりも径方向内方に突出し、インサートパイプ22の挿入側の先端に当接して位置決めをなすゴムストッパ部36をテーパ状部32の内側部位に一体に設けておく。
(もっと読む)
スリーブ加工方法
【課題】スリーブ表面を簡単かつ高精度に加工するスリーブ加工方法を提供する。
【解決手段】内径D1(mm)のスリーブ基材12を、D1<D2<D1+0.5mmの関係を有する外径D2(mm)の芯体14に嵌入する工程と、芯体14に嵌合された状態でスリーブ基材12の外周面を表面加工する工程と、表面加工が終了したスリーブ基材12を、芯体14から取り出す工程とを備えた。スリーブ基材12が芯体14にしっかり保持された状態でスリーブ基材12の外周面を表面加工するので、高精度の加工を簡単に行うことができる。
(もっと読む)
リブ付き管の受け口部成形方法
【課題】リブ付き管の接続部分に隙間が形成されることがないように、リブ付き管の受け口首部を確実に立ち上げる。
【解決手段】熱可塑性樹脂製のリブ付き管10を固定して端部を加熱軟化させ、リブ付き管10の端部に賦形金型2を挿入し、その拡径部21を拡径させて受け口部102を形成した後、拡径部21を拡径させたまま賦形金型2をリブ付き管10に対して前進させ、受け口首部104を立ち上げる。
(もっと読む)
ゴムホース製造
【課題】一端側が内外径共に縮径状に賦形されたゴムホースを製造する際の内外径の縮径作業の簡略化と品質向上を図る。
【解決手段】ホース一端側の外径縮径用の外径縮径ジグ150の装着に際し、作業者は、外径縮径ジグ150を、ガイドシャフト部118を案内にしてゴムホース素材PGHの側に押し込む。これにより、ゴムホース素材PGHは、その端部側から外径縮径ジグ150の縮径賦形嵌合孔152に入り込み、その外径において縮径賦形嵌合孔152で縮径され、内径は、縮径賦形シャフト部114にて縮径される。こうした外径縮径ジグ150の嵌め込み装着は、縮径賦形シャフト部114と同軸のガイドシャフト部118により、ゴムホース素材PGHに対してセンター合わせができた状態での装着となる。
(もっと読む)
不正開封表示密閉器上の停止フランジを反転させるための装置及び方法
不正開封表示密閉器、特に、不正開封表示密閉器の不正開封バンド上の停止フランジを反転させる装置及び方法を提供する。成形時の軸線方向外側に向いた位置から使用のための軸線方向内側に向いた位置に不正開封表示密閉器(12)上の停止フランジ(74)を反転させるための装置は、成形時の停止フランジが支持基部から離間してそこから離れる方向に向くように密閉器を支持するための支持基部(20)を含む。台座(28)は、支持基部から離間した位置で支持基部によって移動可能に担持されている。位置決めリング(40)は、台座によって担持され、かつ台座と共に移動可能であり、支持基部によって担持された密閉器上の停止フランジに係合し、停止フランジを半径方向内側に曲げる。反転リング(64)は、位置決めリングを通って移動し、位置決めリングによって半径方向内側に曲げられた停止フランジに係合してそれを反転させる。 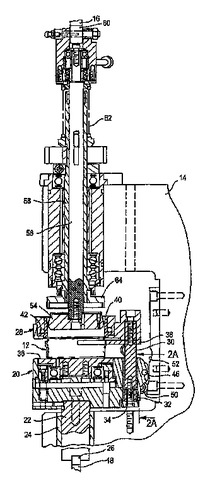 (もっと読む)
(もっと読む)
1 - 20 / 23
[ Back to top ]