
Fターム[4F211TC08]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 端部の接合 (822)
Fターム[4F211TC08]の下位に属するFターム
板状体の接合 (133)
管状体又は棒状体の接合 (186)
面の端部の接合 (78)
中空体を製造するための接合 (148)
溶器の底付け、蓋付け (67)
Fターム[4F211TC08]に分類される特許
121 - 140 / 210
熱収縮性ラベルおよびその製造方法
【課題】容器に装着する際に高速に接着でき、仕上がり性が良好で、容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することと、軽量で美観に優れ、光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ラベルを提供する。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満で、白色または空洞を有する主収縮方向が長手方向の熱収縮性ポリエステル系フィルムから成形されている。
(もっと読む)
定着ベルト用基材、その製造方法、定着ベルト、定着装置、及び、画像形成装置
【課題】低価格でありながら画質への悪影響のない逆クラウン形状のベルト用基材、そのようなベルト用基材の製造方法を提供する。
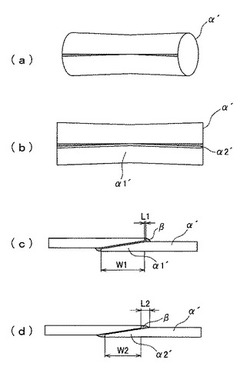
【解決手段】ポリイミドまたはポリイミドアミドにより構成される矩形のシートの両端を互いに重ね合わせて無端状に接合してなる定着ベルト用基材において、前記矩形のシートの両端の互いに重ね合わせられた2つの面が、それぞれの先端に向かって薄くなるように前記シートの互いに異なる面が傾斜形状に加工されてなる傾斜面であり、該定着ベルト用基材の中央部での前記重ねあわせの幅が、該定着ベルト用基材の端部での前記重ねあわせの幅に比べ広く設けられ、かつ、前記定着ベルト用基材の全体形状が逆クラウン形状にされている定着ベルト用基材。
(もっと読む)
冷凍圧縮機に共振スプリングを取り付けるための配置およびプロセス
本発明の配置およびプロセスは、シリンダブロック(2)と、ピストン(5)を含む可動アセンブリと、第1の固定手段(20)によってシリンダブロック(2)に装着される第1の端部(11a)と第2の固定手段(30)によって可動アセンブリに装着される第2の端部(11b)とを有する共振スプリング(11)とを備える圧縮機内で適用される。第1の固定手段(20)および第2の固定手段(30)は、共振スプリング(11)の端部(11a、11b)の一方の周囲に取り付けられ、固定面(21b、31b)を有する軸受部(21、31)と、シリンダブロック(2)または可動アセンブリに事前に取り付けられ、接合面(22b、32b)を有する軸受受け部(22、32)とを備え、前記固定面(21b、31b)と接合面(22b、32b)とは互いに溶接されて、共振スプリング(11)を可動アセンブリおよびシリンダブロック(2)に固定して、前記可動アセンブリをシリンダ(2a)と同心状に維持し、かつ所定の軸方向の位置決めを維持する。  (もっと読む)
(もっと読む)
枠部材接合方法

【課題】主層とその表面に積層された表面層とから構成された2個の合成樹脂製枠部材の接合すべき端を加熱溶融し、相互に押し付けて接合する接合方法において、表面層間から流出した溶着バリを切除した部位における主層の露顕を回避乃至充分に抑制して、化粧処理を施さずとも溶着バリを切除した部位の外観を充分に良好なものにする。
【解決手段】表面層間から流出した溶着バリの幅を表面層の表面にて充分に小さい幅に規制し、そして溶融端全体ではなくて流出した溶着バリのみを冷却して、溶融端全体が未だ充分に冷却されていない間に溶着バリを切除する。
(もっと読む)
帯電防止性に優れたラミネートフィルムの製造方法及び帯電防止性に優れた袋体の製造方法
【課題】クリーン性が良好で、十分に除電されていると共に、帯電防止性の持続性に優れていて時間が経過しても帯電し難いラミネートフィルムを効率良く、低コストで製造する方法を提供する。
【解決手段】この発明に係る帯電防止性に優れたラミネートフィルムの製造方法は、重ね合わせ前の少なくとも2枚のフィルム2、3の各重ね合わせ面に対して非空気吹き付け式除電装置21〜24及び空気吹き付け式除電装置29を用いて除電処理を行う第1除電処理工程と、前記第1除電処理工程を経たフィルム同士を重ね合わせて積層一体化フィルム4を得る積層工程と、前記積層一体化フィルム4の両方の外面に対して除電装置25〜28を用いて除電処理を行う第2除電処理工程とを包含することを特徴とする。
(もっと読む)
樹脂材の溶着方法及び溶着装置
【課題】溶着後の両樹脂材の寸法精度が確保でき、なおかつ過剰なレーザ光照射による接合強度の低下を防止できる樹脂材の溶着方法および溶着装置を提供する。
【解決手段】レーザ光9に対して透過性のある樹脂材1と、レーザ光9に対して吸収性のある樹脂材2とを重ね合わせると共に、前記レーザ光透過性の樹脂材側1よりレーザ光9を照射して前記樹脂材同士を溶着する方法において、前記レーザ光9の照射中における前記両樹脂材1,2の接近速度の低下に基づいて、前記レーザ光9の照射を終了させる。
(もっと読む)
レーザ溶着構造及びレーザ溶着方法
【課題】溶着時に発生する溶着バリが溶着部から凹溝の内部に侵入することを防止することができるレーザ溶着構造及びレーザ溶着方法を提供する。
【解決手段】バッフルプレート13と、板状をなすとともに凹溝15aを有する溝部材15とを重ね合わせた状態で、凹溝15aの開口両側の溶着部17においてバッフルプレート13及び溝部材15をレーザ溶着する。バッフルプレート13と溝部材15との少なくともいずれか一方には、凹溝15aの内部を溶着部17から区画するための壁部18を形成する。
(もっと読む)
レーザ溶着部の構造及びレーザ溶着方法
【課題】第1の部材の突壁の先端面に対して第2の部材を、亀裂が生じることなく堅固に溶着することができるようにすること。
【解決手段】シリンダヘッドカバー12に設けられた突壁13の先端面13aに対してバッフルプレート14を、突壁13の先端面13aと対応する位置よりも外側の位置において加圧することにより接合させる。この状態で、バッフルプレート14を透過して突壁13の先端面13aにレーザ光Lを照射することにより、突壁13の先端面13aにバッフルプレート14を溶着する。バッフルプレート14における突壁13の先端面13aと対応する接合位置とその外側の加圧位置との間の部分には、他の部分よりも撓みやすい凹部または段差部よりなる撓曲部23を設ける。
(もっと読む)
熱可塑性無端ベルトの製造装置、及び、熱可塑性無端ベルトの製造方法
【課題】ベルト用基材をほぼ均一な加熱温度で加熱加圧することのできる熱可塑性無端ベルトの製造装置及び熱可塑性無端ベルトの製造方法を提供する。
【解決手段】熱可塑性無端ベルト製造装置1は、熱可塑性を有するベルト用基材のベルト長さ方向に関する両端部が突き合わされた無端ベルトを製造するための装置である。熱可塑性無端ベルト製造装置1は、相対向して配置され、ベルト用基材20Aの突き合わせ部23Aを加熱するための1対の熱盤2と、突き合わせ部23Aのベルト長さ方向に関する両側部分を冷却する冷却部4、5と、1対の熱盤2の対向面10、11にそれぞれ接するように配置され、突き合わせ部23Aを加熱しつつ挟持押圧する1対の金型3とを備えている。1対の金型3は、冷却部4、5には接していない。
(もっと読む)
広幅の形状保持シートの製造方法
【課題】 本発明は、容易に広幅の形状保持シートを製造することができる方法を提供する。
【解決手段】 延伸ポリオレフィン系樹脂シートよりなり、180度及び90度に折曲げて1分間保持した後解放し、解放後5分経過した時の折曲げ戻り角度θが共に20度以下である形状保持シートの側端部同士を突合し、突合部を融着することを特徴とする広幅の形状保持シートの製造方法であり、延伸ポリオレフィン系樹脂シートの少なくとも1面に、該ポリオレフィン系樹脂よりも融点の低いポリオレフィン系樹脂よりなる接着性シートが積層されているのが好ましい。
(もっと読む)
シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】線状近赤外線半導体レーザー光で溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】熱収縮性基材フィルムの延伸方向にあるラベル両端を溶着してなる筒状シュリンクラベルであって、縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルの切断端を上下に重ねてラベルを筒状に成形し、前記重ね部に、透明ガラス、透明樹脂板または貫通部付き金属部材からなる押さえ具にて部分的に押圧し、および幅0.05〜15mm、長さ20〜200mmの線状近赤外線半導体レーザー光を照射して溶着してなるとを特徴とする。
(もっと読む)
筐体の製造方法および金型
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体の製造方法を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
樹脂要素部品の接合構造
【課題】金属板と樹脂基材とを積層してなる複合パネルの端面に、樹脂要素部品を気密的に接合することができる樹脂要素部品の接合構造を提供する。
【解決手段】樹脂基材3の表裏両面を金属板4,4で被覆積層してなる複合パネル1の内壁面10aに、樹脂基材3と融着可能な樹脂材料からなる樹脂要素部品2を射出成形して、樹脂基材3が内壁面10aで樹脂要素部品2と融着してなることを特徴とする樹脂要素部品の接合構造である。樹脂要素部品2は、内壁面10a、及び内壁面10aの周縁10bを被覆しており、金属板4は、樹脂要素部品2で被覆された内壁面10aの周縁10bに位置する部分に、金属板4を貫通する周縁孔40を有し、樹脂要素部品2は、周縁孔40に進入して樹脂基材3と融着していることが好ましい。樹脂基材3は、発泡樹脂からなることが好ましい。
(もっと読む)
重ね合わせ装置
【課題】枚葉印刷機の内部において印刷された枚葉紙の一部を確実に重ねながら当該枚葉紙にフィルムをラミネートすることが困難となっていた。
【解決手段】枚葉紙1を搬送する重ね合わせ胴110及びアウトフィードホイール121等と、重ね合わせ胴110及びアウトフィードホイール121からの枚葉紙1を受け取ってラミネート部40へ搬送する上下インフィードローラ181,183等と、上下インフィードローラ181,183で搬送されている先行の枚葉紙1の搬送方向後端側を搬送方向に対して直交する方向へ向けて後続の枚葉紙1から離反させるように移動させる重ね合わせ胴110の爪ホルダ113のリフトアップ部113aや噴射台116や吸引ガイド131等とを備えた重ね合わせ部100を用いる。
(もっと読む)
耐熱性樹脂ベルト及びこれを具備する画像形成装置
【課題】表面層としてシリコーン化合物膜を積層形成しても、接合部において気泡の混入が防止され、定着ベルトとして用いた場合に欠陥のない良質な画像を得られる耐熱性樹脂ベルトを提供する。
【解決手段】画像形成装置を構成する無端状の耐熱性樹脂ベルトであって、耐熱性樹脂シート10の一端部分の表面側を断面において傾斜形状となるように切削加工した第一の切削加工部11と、他端部分の裏面側を断面において傾斜形状となるように切削加工した第2の切削加工部12とが、互いの傾斜形状部分を重合した状態で、接着剤14によって接合されており、接合部分及びその近傍が平坦化処理されていることを特徴とする耐熱性樹脂ベルトを提供する。
(もっと読む)
レーザ溶着ユニット及びレーザ溶着方法
【課題】樹脂溶着ユニットの外観を損なうことなく、レーザ溶着加工済みか否か及び所定の溶着強度を有するか否かを外観から判定し得ることを提供する。
【解決手段】レーザ光透過性樹脂からなる第1の部材1とレーザ光吸収性樹脂からなる第2の部材2との重畳部2bに第1の部材側からレーザ光Lを照射し、樹脂溶着により相互に接合する。第1の部材においてレーザ光の照射範囲の一部に開口1aを有し、この開口内に第2の部材が膨出することで溶着判別部位が構成される。
(もっと読む)
電熱モジュールを迅速に交換可能なシーリング機
【課題】電熱モジュールを迅速に交換可能なシーリング機の提供。
【解決手段】電熱モジュールを迅速に交換可能なシーリング機はベース、電熱モジュール、圧合上蓋を含む。該ベース前端に位置する前固定台体には結合孔を陥没設置する。該電熱モジュール下蓋の下表面には結合部品を突出設置し、該結合部品と該結合孔は相互に対応し嵌合し、該ベースの前収容設置室内に収容設置する。本発明が設計する電熱モジュールの結合部品と前固定台体の結合孔は、嵌合と分解が容易な機能を備える。よって、別に工具を使用する必要なく、使用者は直接さらには迅速に電熱モジュールを交換することができる。またこのシーリング機はプラスチックの厚み、或いはシーリング口を強化する効果に従い、2本線式の電熱モジュールを選択し、より良いシーリング効果を達成することができる。
(もっと読む)
サンドイッチパネル用の締め具の要らない主要構造ジョイント
サンドイッチパネル用の締め具の要らない主要構造ジョイントを提供する技術が開示されている。一実施形態においては、本技術は、第1端部を有する第1パネルを、第2端部を有する第2パネルの近傍に位置づけして、第1及び第2端部が第1及び第2パネルの内側に内側凹部を協働的に形成し、パネルアセンブリのへこんだ内側と、内側凹部にはまるプラグの少なくとも一つに接着剤を塗布し、内側凹部にプラグを挿入し、当該プラグが、内側凹部を越えて延び且つ第1及び第2パネルの隣接する部分と重なるキャップを含み、スプライスと内側の反対側である外側のうちの少なくとも一方に接着剤を塗布し、外側にスプライスを取り付けるステップを含む。  (もっと読む)
(もっと読む)
筒状シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】着色フィルムや厚手フィルムを超音波溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルを筒状に成形して前記切断した両端を重ね、前記重ね部を超音波で溶着することを特徴とする。熱収縮率および接着強度に優れる。
(もっと読む)
シュリンクラベルの製袋方法
【課題】本発明は、フィルムを筒状に貼り合わせるためにエージングの必要のないレーザー溶接技術を適用するに際して、レーザー光線を当てながらその照射箇所におけるフィルムの接合部をしっかりと接し合わせながらシュリンクフィルムを製袋しうる方法を提供する。
【解決手段】本発明に係るシュリンクラベルの製袋方法は、シュリンクフィルム1の厚さとほぼ同じ高さの段差3を有する柱状部材2に、シュリンクフィルムを、その一辺5aが段差に引っ掛かった状態で巻きつけ、段差の低面6側に配置されたシュリンクフィルムの一辺側の表面に、段差の高面7側に配置された他辺側5bの裏面を接面させるフィルム巻きつけ工程と、合わせ目8の領域9にレーザー光線10を照射し、合わせ目の方向18に沿って走査して合わせ目にて熱融着させることによってシュリンクラベルに製袋する熱融着工程と、を有する。
(もっと読む)
121 - 140 / 210
[ Back to top ]