
Fターム[4F211TC08]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 端部の接合 (822)
Fターム[4F211TC08]の下位に属するFターム
板状体の接合 (133)
管状体又は棒状体の接合 (186)
面の端部の接合 (78)
中空体を製造するための接合 (148)
溶器の底付け、蓋付け (67)
Fターム[4F211TC08]に分類される特許
81 - 100 / 210
シート状部材の接合装置、接合シート状部材の製造装置及び製造方法
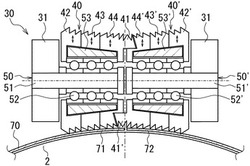
【課題】一対の接合ローラにより、シート状部材を構成する部材の変形や破損を防止しつつ、シート状部材の端部を均等に引き寄せて接合する。
【解決手段】接合するシート状部材70の対向する各端部71、72に、弾性体53、53’を介して回転自在に支持された一対の接合ローラ40、40’をそれぞれ当接させ、接合ローラ40、40’が当接する端部71、72の凹凸に応じて弾性体53、53’を弾性変形させる。このように弾性体53、53’を弾性変形させつつ、一対の接合ローラ40、40’を各端部71、72上で転動させ、その各分割接合ローラ42、43、44、42’、43’、44’を独立に変位させて端部71、72の表面に追従させる。この転動する接合ローラ40、40’により、両端部71、72を互いに引き寄せながら突き合わせて接合する。
(もっと読む)
枠体の製造方法、障子、および、建具

【課題】基材と、基材とは異なる種類の熱可塑性樹脂とを積層した枠材をより高強度に溶着することが可能な枠体の製造方法等を提供する。
【解決手段】室内外の境界に設けられ、熱可塑性樹脂でなる複数の枠材を、互いに異なる前記枠材の端部同士を突き合わせて溶着して矩形状に枠組みした枠体の製造方法であって、前記枠材は、基材と、前記基材の外側に設けられ当該基材より溶着強度が低い表材と、を有し、前記枠材の端部同士が溶着された接合部の断面において、前記表材が接合されている領域より前記基材が接合されている領域の方が広い。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】接合部分に段差を生じさせることなく、2つのシート部材を接合しうるシート部材の接合方法を提供すること。
【解決手段】第一のシート部材と第二のシート部材とを接合するシート部材の接合方法であって、第一のシート部材の端面と、第二のシート部材の端面とを突き合せ、該突き合わせ部分を加熱媒体を介して加熱することにより前記端面同士を熱融着し、熱融着後に前記加熱媒体を第一及び第二のシート部材から剥離することを特徴とするシート部材の接合方法による。
(もっと読む)
強化フォールドを有するメンブレンリーフパケット
本発明は、メンブレンリーフパケット、螺旋巻きモジュール並びにその製造及び使用方法に指向している。主題リーフパケットは、それ自体の上に折り重ねられ、メンブレンシートの裏側上でフォールドの少なくとも一部に沿って、シーラント及びテープによって強化されたメンブレンシートを含む。  (もっと読む)
(もっと読む)
クッション用表皮及びその製造方法
【課題】本発明の目的は、裏面が裏布で補強された複数の合成樹脂製のシート材の端縁を溶着して得られるクッション用表皮において、その溶着部が外部に露出して、縫目模様を想起させるように異なる色が破線状に連なった破線模様が形成されたクッション用表皮を提供することにある。
【解決手段】裏面が裏布で補強された合成樹脂製のシート材の上部シート材2aと左右の側部シート材2bとの端縁、上部シート材2aと後部シート材2cとの端縁、或いは後部シート材2cと左右の側部シート材2bとの端縁をリボンを介して溶着した。そして、その溶着部が接合部3において外部に露出して、前記シート材とは異なった色の合成樹脂による帯状部が破線状に連なった破線模様を形成した。
(もっと読む)
フィルム接合体およびこのフィルム接合体を形成するためのスプライシングテープ、ならびにこのスプライシングテープによるフィルムの接合方法
【課題】フィルムの端部間に段差などが発生せず漏れ出てしまった接着剤などによる製品への付着が発生せず、突き合わせ部に適正なスプロケットホールを具備したフィルム接合体及びこのフィルム接合体を形成するためのスプライシングテープ、ならびにこのスプライシングテープによるフィルムの接合方法を提供する。
【解決手段】フィルムの端部同士を突き合わせて、端部間に跨がるように貼り合わされるスプライシングテープ20または24であって、片面に第1粘着層が6設けられたポリイミド製芯材シート4と、第1粘着層6を介して剥離可能に配置された保護テープ8とを備え、場合によっては反対側の面に補強用テープ22を配置し、ポリイミド製芯材シート4と第1粘着層6と保護テープ8には、スプロケットホールに対応する若干大きめの貫通孔122,144を形成しておき、このテープを用いてフィルム10,10の端部間を貼り合わせたことを特徴としている。
(もっと読む)
加硫ゴムシートおよび複合加硫ゴムシート並びにこれらの製造方法
【課題】熱盤を改造することなくプレス成型により、長さおよび幅方向に接合強度を維持して複数枚接合できる加硫ゴムシートおよびこの加硫ゴムシート同士を接合して得られる複合加硫ゴムシート、並びにこれらの製造方法を提供する。
【解決手段】端部を接合できる加硫ゴムシート6であって、上記端部は加硫剤を含まない未加硫帯部分2cを含み、この未加硫帯部分は、加硫剤を含む未加硫ゴムシートと端面接合して加硫することにより加硫ゴムとなる幅の帯部分である。
(もっと読む)
シート接合体の製造方法
【課題】重ね代とそれ以外の部分とが実質的に平坦化されたシート接合体が得られると共に、接合すべきシートが厚手であっても、連続的に接合処理ができるシート接合体の製造方法を提供する。
【解決手段】2枚の熱可塑性樹脂シートの各々の端部を重ね、該重ねた部分全体を溶融することなく、該重ねた状態を維持するように仮留めして仮接合体を得る仮接合工程と、
前記重ねた部分全体を加熱溶融及び転圧して溶着する加熱溶着工程を備えるシート接合体の製造方法。
(もっと読む)
ハイブリッド型接合部品及びその製造方法
本発明は、ベース本体は保持部分(14)及びフランジ部分(16)を有し、接合面(19)がフランジ部分(16)上に形成された、熱可塑性材料から成るベース本体(13)と、誘導加熱することができる金属部分(18)とを有する、加工物(12)に軸方向に接合するための接合部品(10)に関する。この場合、金属部分(18)は、フランジ部分(16)内に統合される。 (もっと読む)
食品のためのパッケージ材からなるウェブ上へのシールストリップの適用位置を検知するための装置及び方法
熱シールプラスチック材料からなるシールストリップ(7)を、所定の経路(P)に沿って前進せしめられる食品のためのパッケージ材からなる多層ウェブ(3)上に適用する位置を検知するための装置(10,10’)が記載されている。前記多層ウェブ(3)は、堅牢性及び強度のための少なくとも一つのベース層と、1以上の熱シールプラスチック層とを含んでいる。シールストリップ(7)は、ウェブ(3)の細長い端縁(8)上に適用される第一の細長い部分(42)と、細長い端縁(8)から横方向に突出している第二の細長い部分(43)とを有している。装置(10,10’)は、ウェブ(3)が経路(P)に沿って移動する際にウェブ(3)の横断部分を照射する構造とされた光源(46,46’)と、使用時にウェブ(3)及びシールストリップ(7)を形成している材料の露光に対する種々の性質に関する値(I,F)を検知し且つウェブ(3)の移動方向及び該ウェブ(3)に平行な移動方向に対して直角な方向(X)におけるシールストリップ(7)の第二の部分(43)の幅に関する出力信号(W)を発生するセンサー(46,46’)とを備えている。 (もっと読む)
超音波接合装置及びタイヤ製造方法
【課題】帯状部材のタイヤ周方向における一端と他端とが合わせられる接合面の接着性をさらに向上できる超音波接合装置、及び、超音波接合装置を用いたタイヤ製造方法を提供する。
【解決手段】本発明は、カーカスシートを膨張させて円環状の形状とした成型体10Aの外周に帯状部材11が貼り付けられる際、帯状部材11のタイヤ周方向における一端11aと一端11aとを接合する超音波接合装置100であって、本体部110と、本体部110に複数設けられ、一端11aと他端11bとが合わせられる接合面20をタイヤ径方向内側に向けて押圧し、接合面20に超音波振動を与える超音波振動部120とを備え、超音波振動部120は、本体部110から接合面20側に向けて突出することを特徴とする。
(もっと読む)
ライナの製造方法及び分割ライナ
【課題】ライナの生産性を向上させることが可能な技術を提供することを目的とする。
【解決手段】 ライナ300の製造方法であって、(a)端部近傍に突起360を有する第1の分割ライナ300bを準備する工程と、(b)前記突起360と嵌合するための嵌合穴355を有する係合部材350を備えた第2の分割ライナであって、前記第1の分割ライナ300bと接する端部において、前記係合部材350が折り曲げ可能に形成された第2の分割ライナ300aを準備する工程と、(c)前記第1と第2の分割ライナ300b、300aの端部を合わせ、前記係合部材350を折り曲げて前記嵌合穴355に前記突起360を嵌め込む工程と、(d)前記第1と第2の分割ライナ300b、300aの接合部にレーザ光を照射して前記第1と第2の分割ライナ300b、300aとを接合する工程と、(e)前記係合部材350と前記突起360とを除去する工程と、を備える。
(もっと読む)
弾性止水板の接合方法
【課題】簡易な治具を用いて、使用材料を削減し、工程も簡略化して現場で簡単に接合できる弾性止水板の接合方法を提供する。
【解決手段】接合すべき2つの被接合体である止水板10、10の接合端面10a、10a同士を圧着し得る圧着用治具15を取付用ボルト・ナット15cで取り付けて圧着用ボルト・ナット15dを締め付けることで圧着して接着し、被接合体である止水板10、10同士の接合面をまたぐとともに被接合体である止水板10、10同士を挟んで対向する押え板を複数を配置して、これら押え板を、貫通する締付け部材であるボルト・ナットで締め付けて固定した後、圧着用治具15を取り外して接合面の外側の被接合体である止水板10、10の表裏面に養生部材であるカバーシート材の表面用カバーシート、裏面用カバーシートを貼り付ける。
(もっと読む)
樹脂成形品の固定構造
【課題】樹脂成形品同士を溶着固定する樹脂成形品の固定構造であって、成形金型費用を低減するとともに、金型設計上におけるレイアウト自由度を向上させる。
【解決手段】ドアトリム10は、ベースとしてのドアトリム本体20の表面下側に、ポケットカバー30が溶着固定されている。そして、ポケットカバー30の裏面には、プレート状の溶着用リブ40が突設形成され、これを受ける取付孔50がドアトリム本体20に横長状に開設されている。そして、溶着用リブ40に横長状の係止孔42を開設し、溶着用リブ40を取付孔50に差し込んだ際、取付孔50縁部に取付方向に沿って延びるフランジ51にアンダー形状の係止爪52を形成し、溶着用リブ40の係止孔42内に係止爪52が係着することで、溶着用リブ40自体に仮組み付け機能をもたせ、別途係止爪52を形成するためのスライド機構を廃止することにより、金型構造の簡素化を図る。
(もっと読む)
溶着構造
【課題】各部材を成形するための型構造の複雑化を招かず、しかも、安定した高い接合強度を得ることができる溶着構造を提供する。
【解決手段】マニホールド本体14の吸気管側溶着リブ22、及び、ガス導入室ハウジング17のハウジング側溶着リブ23を、互いに平行をなすとともに高低差を有する2箇所の垂直平面部30,31と、それらの間に位置する傾斜面部32,33とにより構成した。加えて、垂直平面部30,31及び傾斜面部32,33を、交互に連なって環状をなすようにした。
(もっと読む)
溶着構造、溶着体、及びクリープ破壊寿命向上方法
【課題】クリープ破壊寿命を向上させる溶着構造、当該溶着構造を備えた溶着体、及びクリープ破壊寿命を向上させる方法を提供する。
【解決手段】樹脂部品を溶着した溶着体1は、それぞれの樹脂部品は溶着部の直前で所定の肉厚t3を有するとともに、端部には肉厚増加部23、33が形成されており、溶着部は、端部同士で形成される主溶着部4と、該主溶着部の両側面側にはみ出したバリ部5とからなり、主溶着部の側面又は肉厚増加部とバリ部との境界であるバリ基点6が、所定の肉厚より外側に位置する溶着構造を備える。
(もっと読む)
樹脂製試作品及び樹脂製試作品製造方法
【課題】ラピッドプロトタイピングにより三次元造形された二以上の樹脂製分割体を接合して1個の樹脂製試作品を製造する際に、比較的簡易且つ低コストな工法により量産樹脂製品と同等の耐圧強度及び気密性を実現した樹脂製試作品及びそのための樹脂製試作品製造方法を提供すること。
【解決手段】ラピッドプロトタイピングにより三次元造形された二以上の分割体が接合されて成る樹脂製試作品を製造するとき、これら二以上の分割体のうち、接合されたときに流体の流路として用いられる内部空間を形成する一組の分割体を1以上の締結手段で結合する。
(もっと読む)
複合構造体およびその製造方法
【課題】製造が容易で、かつ金属部材と樹脂部材との接合部での密封性を長期にわたって維持できるようにする。
【解決手段】構造体1は、金属部材10と第二樹脂部材30とが第一樹脂部材20を介して接合されることによって、中空管状に構成されている。第一樹脂部材20は、半円管状に形成された金属部材10の横断面における開放側の両端部に、インサート成形によって形成されている。第二樹脂部材30は、金属部材10と対応するように半円管状に形成されており、その横断面における開放側の両端部が、それぞれ金属部材10に形成された第一樹脂部材20に溶着されることで接合され、これによって閉断面が形成される。
(もっと読む)
複合構造体およびその製造方法
【課題】複数の樹脂部材がどのような形態で接合される場合でも適用可能な汎用性の高い、複合構造体およびその製造方法を提供する。
【解決手段】構造体1は、第一樹脂部材10と、第一樹脂部材10の端部にインサート成形された第二樹脂部材20と、インサート成形後に第二樹脂部材20に溶着された第三樹脂部材30とを有する。第一樹脂部材10は、第二樹脂部材20と相溶性がなく、かつ第二樹脂部材20よりも融点が高い熱可塑性樹脂、または第二樹脂部材と相溶性のない熱硬化性樹脂で形成される。第三樹脂部材20は、第二樹脂部材20と相溶性のある樹脂で形成される。
(もっと読む)
二つのプラスチック表面の接着方法
二つのプラスチック表面を接着するための方法であって、前記接着が一つの熱活性化型接着剤によって行われ、i)少なくとも一つの、軟化温度または溶融温度が90〜120℃の範囲にある熱可塑性材料が使用され、その際、接着すべき複数のプラスチック表面の少なくとも一つが、接着に必要な前記熱活性化型接着剤の活性化エネルギを伝達するのに十分な大きさの熱伝導性を有する基材に属することを特徴とする方法。  (もっと読む)
(もっと読む)
81 - 100 / 210
[ Back to top ]