
Fターム[4F211TC08]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 端部の接合 (822)
Fターム[4F211TC08]の下位に属するFターム
板状体の接合 (133)
管状体又は棒状体の接合 (186)
面の端部の接合 (78)
中空体を製造するための接合 (148)
溶器の底付け、蓋付け (67)
Fターム[4F211TC08]に分類される特許
41 - 60 / 210
複合構造体
【課題】本発明は、部品数が少なくて済み、組み立て時間を大幅に短縮でき、かつ金属と樹脂の接合面での気密性も高い複合構造体を提供することを目的とする。
【解決手段】複合構造体10は、金属部材13と樹脂部材12とが接合されて形成され、前記金属部材13と接合している箇所に存在する第1樹脂部材12aの線膨張係数が、20℃〜150℃の範囲において、前記金属部材の線膨張係数の0.5〜1.5倍の範囲である。
(もっと読む)
防振装置セット及びその製造方法

【課題】異なる成形型を用意することなく、第1及び第2防振装置のストッパ特性を相違させる。
【解決手段】第1及び第2トルクロッドT1は、それぞれ、第2内筒部材4と、大外筒部10を有するブラケット1と、一対の主ばね部50,50を有する第2ゴム弾性体5と、第1及び第2空洞部53,54と、第1及び第2ストッパ6,7とを有していて、第2ゴム弾性体5並びに第1及び第2ストッパ6,7が第2内筒部材4及びブラケット1に加硫一体成形されている。第1トルクロッドT1のブラケット1における第1ストッパ6の第2軸直方向外側の部分には、孔部13が形成されている。第2トルクロッドのブラケットにおける第1ストッパの第2軸直方向外側の部分には、第1及び第2孔部が形成されている。第2トルクロッドの第2ゴム弾性体は、第2孔部内に大外筒部の内側と第1孔部とを仕切るように設けられた仕切部をさらに有している。
(もっと読む)
特に自動車の窓ガラスのためのワイパブレード並びに該ワイパブレードを製造する方法
本発明は、特に自動車の窓ガラスのためのワイパブレード(10)並びに該ワイパブレード(10)を製造する方法に関するものであって、弾性的なワイパ条片(14)を支持する、少なくとも1つのばね弾性的なばねレール(38)を有した支持エレメント(12)を有しており、接続装置(15)が設けられており、該接続装置はワイパアーム(16)に直接又はアダプタを介して接続することができ、支持エレメント(12)の少なくとも1つのばねレール(38)に溶接されている形式のものに関する。前記接続装置(15)が、少なくとも1つのばねレール(38)を把持する脚部(36)に少なくとも1つのエネルギ方向指示部(46)を有しており、該エネルギ方向指示部(46)は、ばねレール(38)と接続装置(15)との間の規定された個所に溶接エネルギを導入させることが提案されている。 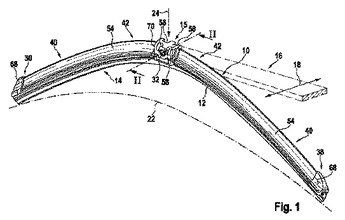 (もっと読む)
(もっと読む)
電子装置の表面材料の外観的同時除去
本発明は、複数の要素を接続することにより構築された構成部品上の外観的仕上げを行うことを目的とする。この接続された要素に、機械加工又は研磨加工などの単一の製造過程を適用して、要素の一部又は全部から材料を除去するとともに、構成部品の個々の要素間の接触面にわたって滑らかかつ連続的な表面を形成することができる。場合によっては、構成部品要素の材料に基づいて材料除去処理の設定を調整することができる。例えば、各要素材料の製造特性又は機械的特性に基づいて設定を調整することができる。 (もっと読む)
シート接合体作製方法
【課題】接合品質の向上されたシート接合体を簡便に作製することのできるシート接合体作製方法の提供を課題としている。
【解決手段】厚みの異なる2枚のシート状部材の端面どうしを突き合わせ、該端面どうしが突き合わせられて前記厚みの差によって段差が生じている箇所をシート状の接合部材で被覆し、該シート状の接合部材を前記シート状部材のそれぞれの表面に接着させることにより前記シート状部材どうしの接合を行うシート接合体作製方法であって、前記シート状部材と前記接合部材との内の少なくとも一方に前記接着を行う表面がポリマーで形成されているものを用いてレーザー溶着によって前記接着を実施し、しかも、厚みが薄い側の前記シート状部材の表面にも圧力を作用させ得るように少なくとも表面が弾性変形可能な部材で前記接合部材を加圧しつつ前記レーザー溶着を実施することを特徴とするシート接合体作製方法。
(もっと読む)
物品を互いに結合する方法、及び該方法により形成された物品
少なくとも2つの物品を互いに結合する方法であって、少なくとも部分的に物品から形成されている鋳型を形成する工程と、鋳型内に硬化性組成物を堆積させる工程であって、硬化性組成物がメタセシス重合により重合して、2つの物品を互いに結合する成形ポリマージョイントを形成する工程と、を含む方法、及び該方法により形成された物品。第1の部分と、第2の部分と、成形ポリマージョイントと、を含む物品であって、成形ポリマージョイントが第1の部分を第2の部分に結合し、成形ポリマージョイントが少なくとも約1.3mmの厚さを有し、成形ポリマージョイントがメタセシスポリマーを含み、第1の部分及び第2の部分の両方が、成形ポリマージョイントとは異なる組成物を有する、物品。 (もっと読む)
熱可塑性樹脂成形品の熱溶着方法及びその装置
【課題】熱溶着において抵抗発熱体の位置ずれを防止して溶着強度及び耐漏洩性能の向上を図る。
【解決手段】熱可塑性樹脂で成形された成形品同士の接合面2b、3b間に抵抗発熱体4を挟み込み、この抵抗発熱体4に電圧を印加して発熱させると共に前記接合面2b、3b間に面圧をかけて接合面同士を熱溶着する方法及び装置において、先ず前記抵抗発熱体4に印加して発熱させる電圧を前記接合面2b、3bが軟化する温度に制御しながら接合面2b、3b間の距離を一定のところまで接近させて抵抗発熱体4の外形の一部を接合面2b、3bに喰い込ませ、次に、前記接合面2b、3bに抵抗発熱体4が喰い込んだところで抵抗発熱体4に対する電圧を接合面2b、3bの溶融温度以上となるように制御しながら接合面2b、3bに面圧をかけて接合面2b、3bを溶着する。
(もっと読む)
チューブ容器の製造方法
【課題】簡易な構成で、歪みを矯正することができ、かつ清潔な製造方法を提供する。
【解決手段】原反シートの両端部を溶着して筒状に形成する工程と、スリーブを一定間隔に切断する工程4と、スリーブの一端に口部および肩部を有する頭部成形体を溶着する工程5等からなるチューブ容器の製造方法1において、形成された筒状のスリーブの外周に、100〜200℃の水蒸気を吹き付ける工程3を備え、高温の水蒸気を吹き付けることにより、筒状のスリーブの溶着部付近に発生する歪みを開放し、断面形状を真円に近づけるチューブ容器の製造方法1。
(もっと読む)
窓枠部材接合方法
【課題】溶着面にずれが発生する、縦及び/又は横窓枠部材の側面に擦傷が生成される等の問題を発生せしめることなく、合成樹脂製縦窓枠部材と合成樹脂製横窓枠部材とを接合する方法を提供する。
【解決手段】第一のクランプ手段から縦窓枠部材26を開放すると共に第二のクランプ手段4から横窓枠部材28を開放する開放工程において、第一のクランプ手段における一対のクランプ部材の一方8を他方6から離隔する片側クランプ開放と第二のクランプ手段における一対のクランプ部材の一方18を他方16から離隔する他側クランプ開放とを、同時ではなくて片側クランプ開放段階と他側クランプ開放段階とのいずれか一方を遂行した後に他方を遂行する。
(もっと読む)
トレッドゴムの接合強度の促進試験方法
【課題】接合部での剥離損傷を促進せしめ、それ以外の箇所での損傷に先駆けて発生させることにより、接合強度或いは接着剤に対しての評価を正確に行う。
【解決手段】ドラム試験機を用いて空気入りタイヤ1に負荷を与えながら回転させる耐久試験工程に先駆け、トレッドゴム2Gの接合部Jを含む接合領域Yjのみを、トレッド面2S側から加熱する接合領域加熱工程を行う。前記接合領域加熱工程は、加熱温度Tが80〜100℃、かつ加熱時間tが2〜5時間である。
(もっと読む)
迅速解放ベルトスプライサー及びその動作方法
コンベアベルトを突き合わせ溶接するためのベルトスプライサー及びその動作方法。ベルトスプライサーは、クランプジョー(12、13)を有し、クランプジョーは、2つのベルト部分(26,27)の突き合わせ縁部を加熱ワンド(60)の対向端に接触させ、互いに溶接するとき2つの溶融された突き合わせ縁部を一緒に保持するように閉鎖する。トグルリンク機構組立体(36)は、クランプされたジョーを閉鎖状態に係止し、エネルギーをばね機構(56、57)に蓄積する。トグルリンク機構組立体は、ばねのエネルギーを迅速に解放させ、クランプジョーの開放を加速させて、溶融された突き合わせ端部を、くっつかないようにワンドの側から遠ざかる方へ迅速に引き離す。別の形態では、スプライサーを閉鎖し迅速に開放するため、トグルリンク機構組立体及びばね機構の代わりに、エアシリンダが使用される。 (もっと読む)
表皮付き部材
【課題】意匠性に優れる表皮付き部材を提供すること。
【解決手段】表皮付き部材の基体1を、本体部2と、本体部2の側面から本体部2の外方に向けて突出する第1芯部3および第2芯部4と、で構成し、表皮体5における第1表皮材6と第2表皮材7との綴じ代を、第1芯部3と第2芯部4との隙間に配置し、第1表皮材6によって第1芯部3と本体部2の表面とを覆い、第2表皮材7によって第2芯部4と本体部2の裏面とを覆い、第1表皮材6のなかで本体部2を覆う部分と第1芯部3を覆う部分との境界部分に、飾りステッチ58を形成する。
(もっと読む)
金属メッシュ複合シート及びその高周波誘導加熱接合体
【課題】金属製補強材を芯体とする積層体シートにおいて、強固に合成樹脂と密着して屈曲追従性及び屈曲耐久性に優れ、かつ高度の耐引裂破壊性を有する産業資材用シート及び、耐久性と耐破壊性に優れた接合部を有する高周波誘導加熱による接合体の提供。
【解決手段】本発明の金属メッシュ複合シートは、金属線編織メッシュからなるシート状基材を芯体として、この芯体の両面に熱可塑性樹脂被覆層を設けてなる可撓性積層体として、熱可塑性樹脂被覆層の少なくとも1層を、熱可塑性樹脂ブレンドによる海島構造で構成し、この海島構造における海成分または島成分のいずれか一方を、α,β−不飽和カルボン酸共重合体樹脂とする。
(もっと読む)
プラスチック部分を処理する方法、薬物送達デバイスを製造する方法、及び薬物送達デバイス
A)改造表面積(4)を得るために、処理放射(10)で少なくとも表面の一部を照射し、改造表面積は、未改造表面積(5)よりある程度大きく加熱放射(20)を吸収することができ;及び
B)改造表面積(4)の照射セクションで画成される領域において、プラスチック部分(1)が加熱され、そして軟化されるように、少なくともあるセクションに、加熱放射(20)で改造表面積(4)を照射する;
工程を含んでなる、表面を含むプラスチック部分(1)を処理するための方法。
(もっと読む)
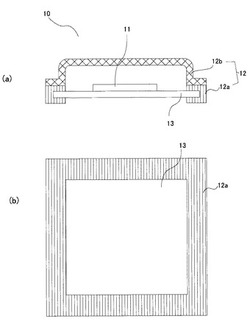
モールド成形体
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
未加硫ゴム部材の接合方法
【課題】未加硫ゴム部材の接合に要する時間を短縮し、且つ接合力を高めた異物混入のない未加硫ゴム部材の接合方法を提供すること。
【解決手段】第1未加硫ゴム部材40の一端部の端面40Aと第2未加硫ゴム部材44の他端部の端面44Aを重ね合せ、重ね合せ部46を高周波誘電により加熱し、加熱された重ね合せ部72をプレスして第1未加硫ゴム部材40と第2未加硫ゴム部材44とを接合することで、第1未加硫ゴム部材40と第2未加硫ゴム部材44の接合に要する時間を短縮し、且つ接合力を高め、さらに、異物の混入を防止することができる。
(もっと読む)
管状ラベルを個々の物品に貼り付けるラベリング機械及び方法
所定経路(P)に沿って移動可能でラベル付けされる物品(3)を受け取り保持する少なくとも1台のユニット(15)を有している搬送装置(7)と、ラベル(2)をユニット(15)に供給する供給手段(10)と、反対側の垂直エッジ(34)が互いに重ね合わされた垂直管状構造配置にラベル(2)を曲げる成形手段(22)と、搬送装置(7)に配置されラベルの重ね合わされたエッジ(34)を溶着する少なくとも1台の溶着装置(40)とを備え、溶着装置(40)は、溶着されるラベルの重ね合わされたエッジ(34)の高さに少なくとも等しい高さを有しているストリップ状作業面(42)が設けられた電気加熱可能なシーリング要素(41)と、シーリング要素(41)へ選択的に接続可能であり経路(P)の所定の部分に沿ってシーリング要素(41)を加熱し経路(P)の引き続く部分に沿ってシーリング要素(41)を冷却するため制御される電力供給手段(43)と、経路(P)を横切る水平方向(X)に沿ってラベル(2)の重ね合わされたエッジ(34)に向かってシーリング要素(41)を往復移動させるアクチュエータ手段(44)とを備える、管状ラベル(2)を個々の物品(3)に貼り付けるラベリング機械(1)が記載される。 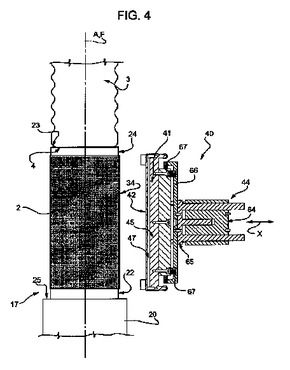 (もっと読む)
(もっと読む)
樹脂ライナ、および、流体容器
【課題】流体容器に用いられる樹脂ライナにおいて、複数の樹脂ライナ構成部材の接合部における強度を向上させる。
【解決手段】樹脂ライナ10は、筒状部10taを有する樹脂ライナ構成部材10aと、筒状部10tbを有する樹脂ライナ構成部材10bとを備える。筒状部10taの開口部には、接合部10caが形成されており、筒状部10tbの開口部には、接合部10caと接合される接合部10cbが形成されている。接合部10ca,10cbは、互いに接合したときに、筒状部10taと筒状部10tbとの接合部近傍の外周面が面一となる形状を有しており、筒状部10ta,10tbにおいて、接合部10ca,10cbの近傍領域における肉厚Ta2,Tb2は、それぞれ、他の領域における肉厚Ta1,Tb1よりも厚い。
(もっと読む)
フィルタ及びその製造方法
【課題】濾過効率を高めつつ小型軽量化を図ることができる生産性に優れたフィルタを提供する。
【解決手段】本フィルタは、流入口2aを有する第1ケース構成部材(下ケース2)と、第1ケース構成部材との間で濾過室4を形成し、流出口3aを有する第2ケース構成部材(上ケース3)と、濾過室内に収容され、ひだ折部13及び平坦部14を有するひだ折状の濾材5と、を備えるフィルタであって、第2ケース構成部材は、レーザ透光性樹脂を用いてなり、濾材のひだ折部の側縁と接触する側壁11a,11bを有し、濾材は、レーザ吸収性樹脂を用いてなり、第1及び第2ケース構成部材のそれぞれには、濾材の平坦部を挟持する挟持部17,18が設けられており、濾材の平坦部は、第2ケース構成部材の挟持部の挟持面と交差する方向に照射されるレーザ光L1により挟持部に溶着されており、濾材のひだ折部の側縁は、第2ケース構成部材の側壁の壁面と交差する方向に照射されるレーザ光L2により側壁に溶着されている。
(もっと読む)
プラスチックチューブを内部的に溶接する方法及びデバイス
本発明は、プラスチック材料でできたチューブ状のパッケージをシールするための方法及び容器に関し、ここで該方法は少なくとも以下の操作を含む:a)圧延材料(11)が圧延される圧延操作、b)圧延材料(11)の端部(8、9)が互いに近くに置かれる配置操作、c)融解された樹脂コード(12)が該端部(8、9)上に押し出され、そして沈着される押出操作、d)上記端部(8、9)が該コード(12)を用いて融解される融解操作、e)シール領域が圧縮される圧縮操作、f)シール部が冷却される冷却操作。 (もっと読む)
41 - 60 / 210
[ Back to top ]