
Fターム[4F211TC08]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 端部の接合 (822)
Fターム[4F211TC08]の下位に属するFターム
板状体の接合 (133)
管状体又は棒状体の接合 (186)
面の端部の接合 (78)
中空体を製造するための接合 (148)
溶器の底付け、蓋付け (67)
Fターム[4F211TC08]に分類される特許
21 - 40 / 210
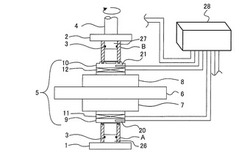
熱板を用いる熱溶着方法およびその装置
【技術課題】
熱板を利用する熱可塑性樹脂の熱溶着において、特に熱溶着温度差の大きい部材同士を強固に溶着し、且つ熱板での加熱時に糸引きが発生するのを防止する。
【解決手段】
部材AとB間に熱板9、10を配し、この熱板9、10の温度を部材AとBが同時に溶着温度に到達するように加熱する。
また、熱板9、10は、部材AとBの溶着面A−2とB−2には接触させず、輻射熱でそれぞれの溶着面A−2、B−2の円周溝A−1と円周リブB−2を加熱する。
このように、溶着面A−2、B−2の円周溝A−1と円周リブB−1をともに輻射熱で加熱し、同時に溶着温度に到達させることにより、溶着強度を高め、更に非接触加熱により糸引きの発生を防止する。
(もっと読む)
CFRP体と金属体との連結構造

【課題】電食反応の防止に有効で、連結強度に優れ、設計自由の高いCFRP体と金属体との連結構造の提供を目的とする。
【解決手段】炭素繊維強化樹脂体(CFRP体)に絶縁性の熱可塑性樹脂からなる取付体を接合し、当該取付体に金属体を連結したことを特徴とする。
(もっと読む)
シートモールディングコンパウンド(SMC)成形品と金具を接着する方法
【課題】SMC成形品への金具接着時の接着治具を不要とし、工数低減を図れる接着方法を提供する。
【解決手段】SMC成形品と金具の間に接着剤を設け、金具をSMC成形品に固定し接着硬化する、SMC成形品と金具を接着する方法であって、前記SMC成形品が、凸(突)部分又は凹(窪み)部分と、ピン形状とを備えており、前記金具が、前記凸(突)部分又は凹(窪み)部分と当接する穴又は凸(突)部分と、前記ピン形状と嵌合する1対以上の板ばね状の凸(突)形状を持つ開口部分とを1箇所以上備えており、嵌合するピン形状の幅に対し、前記板ばね状の凸(突)形状を持つ開口部分の間隔が狭くなっている、接着方法。
(もっと読む)
中空構造板及びその製造方法
【課題】特定位置に任意の厚さの薄板部を形成することが可能な中空構造板及びその製造方法を提供する。
【解決手段】マトリクス状に中空状の凸部2a,3aが形成された熱可塑性樹脂シート2,3の両側に、熱可塑性樹脂からなる1対の表面材5,6を積層し、更に必要に応じて表面材5,6の一方又は両方に面材を貼付したものの特定領域に、切り込み7を形成する。そして、この切り込み7を境に一方の領域を押圧して薄板部10を形成し、切り込み7を境界として厚板部と薄板部10とが設けられている中空構造板とする。また、その際、切り込みを形成する工程及び押圧する工程を常温で行う。
(もっと読む)
操作チェーンの接続用工具
【課題】出先で手軽に操作チェーンの長さを調整するとともに、溶着結合されたボール部の精度を高く保ち、安定した品質の操作チェーンを得る。
【解決手段】合成樹脂製の操作チェーンの両端を加工アーム12,13が保持して加工し、一対の加工アームを回動により開閉させる枢着部14が一対の加工アームの基端を枢着する。一対の加工アームを開閉操作するために把持する一対の把持アーム16,17を枢着部から一対の加工アームとは反対方向に延びて設ける。操作チェーン両端の一対の半割状のボール部を保持して互いに圧接するボール圧接部18を一対の加工アームに設ける。ボール圧接部に保持された一対の半割状のボール部を加熱手段により加熱して軟化させた状態でボール圧接部で互いに圧接して、一対の半割状のボール部が互いに溶着し結合して単一のボール部を形成する。
(もっと読む)
シート接合体の製造方法、シート接合体、ロール体、光学用フィルム、及び偏光フィルム
【課題】 本発明の課題は、少なくとも接合部分の段差を小さくでき、光吸収剤を用いずともシート部材どうしを接合してシート接合体を簡便に製造し得るシート接合体の製造方法を提供することにある。
【解決手段】 本発明は、シート部材の端面どうしを突き合わせ、用いるレーザー光の波長に対して光吸収性を有する光吸収部材に、突き合わせられた部分を当接させ、該光吸収部材にレーザー光を照射して発熱させることにより、前記シート部材の端面どうしを熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、シート接合体とすることを特徴とするシート接合体の製造方法を提供する。
(もっと読む)
樹脂部材の熱溶着装置及び熱溶着方法
【課題】誘導加熱ヒータの効果的な使用により、一対の樹脂部材の溶着部を効率的かつ均一に加熱できて、所定の溶着強度を安定して得ることができると共に、省エネの面でも優れた樹脂部材の熱溶着装置及び熱溶着方法を提供する。
【解決手段】一対の樹脂部材の溶着部の一方の外面側に配置された磁性体からなる誘導加熱ヒータと、該誘導加熱ヒータの外周側に所定の空間を介して配置された加熱コイルと、該加熱コイルに高周波電流を供給可能なトランジスタインバータと、誘導加熱ヒータの表面温度を検出可能な温度センサと、加熱コイルにトランジスタインバータから高周波電流を供給し誘導加熱ヒータを誘導加熱してその輻射熱で溶着部を加熱すると共に、温度センサの検出温度に基づいてトランジスタインバータから加熱コイルに供給される高周波電流を制御可能な制御装置と、を具備することを特徴とする。
(もっと読む)
プラスチックチューブ容器製造方法
【課題】 従来のプラスチックチューブ容器の形状では、ポンプ、トリガー、エアレスポンプ等の機能性出し口部を容器へ装着して使用しても充分に機能を発揮出来なかった。
このような機能は成形容器では使用出来るが、小ロット、多品種の製造、加飾に対応出来ず、更に、内容量を変更する場合、高額な成形用金型を新規に制作する必要があった。
【解決手段】プラスチックチューブ容器へ機能性出し口部を装着し、機能を維持して使用するために、製造工程で容器底部へ台座を装着するための装置を設け、容器に台座を熱溶着することで、容器を直立した状態で機能できるよう改善した。また、内容量を変更する場合は、チューブを切断する長の変更だけで内容量変更が可能になり、高額な成形用金型が不要となった。更に、従来のチューブ容器同様に小ロット、多品種で様々な加飾を施し提供することも可能にした。
(もっと読む)
膜体、およびこの膜体を用いた多重膜構造体
【課題】膜体の外縁部の強度を向上させるためにこの膜体が有する帯状膜材群の外縁部が折り返されて熱溶着された場合でも、この膜体、およびこの膜体を用いた多重膜構造体の寿命の向上が達成されるようにする。
【解決手段】膜体8は、一方向Aに沿って複数枚並設される帯状膜材12を有している。一方向Aで互いに隣り合う両帯状膜材12,12の互いの両対向縁部13,13が重ねられてこれら両対向縁部13,13が互いに熱溶着W1される。各帯状膜材12の長手方向Bにおけるこれら帯状膜材12群の外縁部17を構成する基部側17aに対し端縁側17bが折り返され、これら基部側17aと端縁側17bとが互いに熱溶着W2される。基部側17aにおける両対向縁部13,13に対し端縁側17bが重なる部分に、開口26が形成される。
(もっと読む)
桟付きベルトの製造方法
【課題】工程を増やすことなく簡単な方法で、無端状の桟付き平ベルトを得る。
【解決手段】長尺のベルト材料10は熱可塑性樹脂層を有する。ベルト材料10の両端部17、18を突き合わせて、その突き合わせ部分19を下型21の上に載置する。ベルト材料10の上に、さらに離型性シート25、上型22を載置する。離型性シート25は切り欠き26、26を有する。ベルト表面10A上に離型性シート25が配置された突き合わせ部分19を、下型21及び上型22で挟み込んで加熱加圧する。この加熱加圧により、両端部17、18を熱可塑性樹脂層の樹脂で融着するとともに、その樹脂を切り欠き26、26内部に充填させて、ベルト表面10A上に桟部を成形する。
(もっと読む)
レーザー溶着を用いた車両用灯具製造方法
【課題】熱可塑性樹脂製レンズ表面の外周部全周を走査し、その全周にわたりレーザー溶着を行うことに起因する熱可塑性樹脂製部材に対する熱可塑性樹脂製レンズの沈み込み量を制御することが可能なレーザー溶着を用いた車両用灯具製造方法を提供する。
【解決手段】透過性を有する樹脂製レンズと吸収性を有する樹脂製部材とがレーザー溶着された車両用灯具を製造する方法において、樹脂製レンズと樹脂製部材とを加圧し互いに当接させて保持する保持工程と、樹脂製レンズを透過して樹脂製レンズ裏面の外周部が当接した樹脂製部材を照射し、樹脂製部材とこれに当接した樹脂製レンズとを接合するように、樹脂製レンズ表面の外周部全周にレーザー光を走査する走査工程とを含んでおり、樹脂製レンズ又は樹脂製部材のうち少なくとも一方には、前記一方が他方に対し沈み込んだ場合に、前記他方に当接するストッパが設けられている。
(もっと読む)
断熱内装材及びその製造方法
【課題】密閉空間内に断熱基材が配されてなり、内部気密を維持しつつ締結孔を備える断熱内装材、締結孔を備えつつ、シート材の局所的なシワ等が抑制された製造方法を提供する。
【解決手段】非通気性シート材11と12によって包囲された密閉空間14内に断熱基材13が配され、基材13に貫通孔131が形成され、孔131内に基材13の一面13a側からシート材11が進入し、他面13b側からシート材12が進入し、孔131内でシート材11及び12が接合されて接合部15をなし、その縁部151を少なくとも残すようにして貫通孔152が形成されて締結孔16が形成される。シート材11及び12間に、孔131が形成された基材13を挟み、孔131内でシート材11及び12を面接触させ、面接触された部分を接合して接合部を形成し、接合部に接合部貫通孔を形成する。
(もっと読む)
熱可塑性樹脂シートの加工方法
【課題】打ち抜き加工と高周波ウェルダ加工との組み合わせによって、熱可塑性樹脂シート上に所定形状を形成する場合に、1重の閉じた形状線から構成された形状だけでなく、2重以上の閉じた形状線から構成された形状も形成することが可能な熱可塑性樹脂シートの加工方法を提供する。
【解決手段】第1の熱可塑性樹脂シート1aの少なくとも一部に粘着層を介して絶縁シート2を貼付し、絶縁シート2の貼付部の第1の熱可塑性樹脂シート1aのみを打抜装置により所定形状に打ち抜いて打ち抜き部を形成し、貼付部の絶縁シート2の被貼付面に第2の熱可塑性樹脂シート1bを敷設し第2の熱可塑性樹脂シート1bのみを所定形状に打ち抜いて第1の熱可塑性樹脂シート1aの打ち抜き部に第2の熱可塑性樹脂シート1bの打ち抜き片11bを嵌め込み、前記打ち抜き部と打ち抜き片11bとの境界部を高周波ウェルダ加工機により高周波溶着して加工品5aを得る。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、同時にレーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズ20とレーザー光に対し吸収性を有する熱可塑性樹脂製部材30とをレーザー溶着するレーザー溶着装置10において、前記レーザー溶着に用いられるレーザー光を走査するガルバノミラーを含む第1ガルバノスキャン光学系40Aと、前記レーザー溶着に用いられるレーザー光を走査するガルバノミラーを含む第2ガルバノスキャン光学系40Bと、を備えている。第1ガルバノスキャン光学系40Aは、そのレーザー光が前記熱可塑性樹脂製レンズ20表面の外周部全周を走査する。第2ガルバノスキャン光学系40Bは、そのレーザー光が前記熱可塑性樹脂製レンズ20表面の外周部全周を走査する。
(もっと読む)
断熱内装材の製造方法
【課題】内挿された断熱基材の形状に起因して、断熱基材を包囲するシート材にシワが生じることを抑制した断熱内装材の製造方法を提供する
【解決手段】非通気性の第1シート材11及び非通気性の第2シート材12によって包囲された密閉空間14内に断熱基材13が配されてなる断熱内装材1の製造方法であって、断熱基材13を成形する工程PR1と、第1シート材11を断熱基材13の一面13aの形状に沿った部位を備えた形状に成形する工程PR2と、第2シート材12を断熱基材13の前記一面と反対側の他面13bの形状に沿った部位を備えた形状に成形する工程PR3と、断熱基材13を第1シート材11及び第2シート材12で挟みこんで、各シート材に挟まれてなる空間内を減圧する工程PR4と、各シート材の端縁部を溶着する工程PR5と、を備える。
(もっと読む)
溶着装置
【課題】さらなる工夫により、一対の半割りヒータを有する簡便構造の発熱部を踏襲しながらも、より均一な加熱による安定した溶着状況を実現するとともに、絶縁材を不要としてメンテナンスフリー化も可能となるように改善される溶着装置を提供する。
【解決手段】PFA製溶着継手Tの管端部4とPFA製チューブ5の端部6とが嵌合されて成る接合部Sに外囲する発熱部3を有し、発熱部3の発熱で接合部Sを加熱溶着して管端部4と端部6とを溶着する溶着装置において、発熱部3が、接合部加熱用で略半円形の内周面7を持つ半割りヒータhの一対を周方向に配する環状のもので成り、半割りヒータhは、セラミック製で略半円形を呈する伝熱ケース9と、伝熱ケース9にその周方向一端部にて外部に導通接続され、かつ、周方向他端にて折り返される状態で収容される発熱素子10とを有して構成されている。
(もっと読む)
熱硬化性樹脂接合方法
【課題】 レーザ光の照射によって熱硬化性樹脂剤を良好に硬化させ得る熱硬化性樹脂接合方法を提供する。
【解決手段】 熱硬化性樹脂剤13には、その光吸収率が最高となる波長よりも長い波長を有するレーザ光Lが照射される。これにより、レーザ光Lが入射する表面部13sで吸収されるレーザ光Lの光量が減少し、内部13iに到達するレーザ光Lの光量が増加する。加えて、熱硬化性樹脂剤13でのレーザ光Lの散乱が抑制され、内部13iにレーザ光Lが進行し易くなる。従って、表面部13sだけでなく内部13iも十分に加熱されて、熱硬化性樹脂剤13の全体が硬化する。更に、レーザ光Lは、表面部13sから内部13iに収束するように表面部13sから内部13iに入射させられる。このことと、表面部13sで吸収されるレーザ光Lの光量が減少することが相俟って、表面部13sでの損傷の発生が防止される。
(もっと読む)
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法
【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
超音波接合方法及びこの方法によって接合された接合体
【課題】 超音波接合方法において、部品誤差等により溶融量が変化しても、接合強度の低下やオーバーロードを発生させない。
【解決手段】 ワークの接合部に、第1のリブと、第1のリブを挟んで、第1のリブより高さの低い複数の第2のリブを設け、超音波振動を印加して、第1のリブから溶融した溶融部材を第1のリブと第2のリブの間に充填させ、第2のリブの先端が第2のワークの接合部に接触した時点から、第1及び第2のワークの受け溝を除く対向面が互いに接触するよりも前のいずれかの時点で、超音波振動の印加を終了する超音波接合方法。
(もっと読む)
複合構造体
【課題】本発明は、部品数が少なくて済み、組み立て時間を大幅に短縮でき、かつ金属と樹脂の接合面での気密性も高い複合構造体を提供することを目的とする。
【解決手段】複合構造体10は、金属部材13と樹脂部材12とが接合されて形成され、前記金属部材13と接合している箇所に存在する第1樹脂部材12aの線膨張係数が、20℃〜150℃の範囲において、前記金属部材の線膨張係数の0.5〜1.5倍の範囲である。
(もっと読む)
21 - 40 / 210
[ Back to top ]