
Fターム[4F211TD11]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | 重ね合わせ (739)
Fターム[4F211TD11]の下位に属するFターム
巻きこみ (13)
Fターム[4F211TD11]に分類される特許
161 - 180 / 726
樹脂材および樹脂材のレーザー溶着方法

【課題】 溶融樹脂材が樹脂材本体からはみ出さず、溶着強度が安定した樹脂材および樹脂材のレーザー溶着方法を提供する。
【解決手段】 レーザー光103を吸収する吸収性樹脂材102と、レーザー光103を透過させる透過性樹脂材101とを重ね合わせて加圧し、その接合面104に透過性樹脂材101側からレーザー光103を照射して走査することで、両樹脂材を溶融させて、両樹脂材を溶着して構成される樹脂材において、透過性樹脂材101の接合面104における、レーザー光103の走査軌跡103aの両側方に溝101aを設ける。
(もっと読む)
引張破断伸び向上方法

【課題】樹脂部品を構成する樹脂材料の種類を問わず、一対の樹脂部品の溶着予定端面同士を突き当てて溶着してなる樹脂溶着体の引張破断伸びを向上させる。
【解決手段】溶着予定端面を含む端部同士で形成される主溶着部と、該主溶着部の両側にはみ出したバリ部とからなる溶着部を形成するように、一対の樹脂部品の溶着予定端面同士を突き当てて溶着し、バリ部を、樹脂部品の側面の少なくとも一部に密着させる。好ましい溶着法は熱板溶着法である。
(もっと読む)
樹脂成形品の振動溶着構造
【課題】毛バリが樹脂成形品の表面に出ないようにする。
【解決手段】第2パネル13側の溶着リブ31先端を対向する第1パネル11の上面壁17裏面(内面)に圧接させて振動溶着する際、第1パネル11の周壁19突出端と第2パネル13の周壁29突出端との間に形成された隙間Sを第1パネル11側の表皮端末23aで外側方から覆って塞ぐ。
(もっと読む)
熱カシメ構造体
【課題】熱可塑性樹脂製のカシメ部材のカシメ本体の厚さが薄板からなる場合であっても、カシメ部材の意匠面に凹凸形状を生じず、被カシメ部材のカシメ部材と反対側の面にバリを生じない、外観品質を向上させた熱カシメ構造体を提供する。
【解決手段】被カシメ部材12に形成された環状凸部12cの内周面12dによって、加熱により軟化したカシメ用ボス11bの突出部11cの側方への流動を堰き止める。これにより、熱カシメ時のカシメホーンHaの外周からの樹脂のハミ出しが抑えられてバリの発生を抑制することができる。また、バリの発生が抑制されることによって、突出部11cの樹脂量を拡大部11dの樹脂量に対して多くする必要性が低下し、突出部11cの突出長さh1をより短くすることができる。突出部11cの突出長さが短いほど、カシメ部材11の材料収縮が小さくなるため、カシメ部材11の意匠面13に凹所(ヒケ)が形成され難くなる。
(もっと読む)
光学フィルム貼付装置
【課題】光学フィルムを吸着保持および押圧して貼付を行なうときに、良好な貼付状態を提供する。
【解決手段】偏光フィルム2を吸着保持するための負圧吸引力の経路となる吸引通路34を複数箇所に設けたホルダドラムと偏光フィルム2が貼付されるパネル基板との間に押圧力を作用させて貼付を行う光学フィルム貼付装置であって、吸引通路34に連結され、ホルダドラムの外面に臨むように設けた多孔質部材33と、押圧力を作用したときに、多孔質部材33を偏光フィルム2に向けて押圧する当接面35と、を備えている。ホルダドラムが多孔質部材33により偏光フィルム2を吸着保持できると共に、押圧時には当接面35により多孔質部材33が偏光フィルム2を押圧するようになり、偏光フィルム2を均等に押圧できるようになる。
(もっと読む)
樹脂管の接合方法、繊維強化樹脂成形品の成形方法、および繊維強化樹脂成形品
【課題】 成形時の肉厚管理を容易にし、作業者の熟練度によることなく、効率よく作業できるようにする。
【解決手段】 本発明の樹脂管の接合方法は、管端面同士の接合部を跨ぐように強化繊維基材2を配設する工程と、配設した強化繊維基材2を、密封材6により被覆して樹脂管10相互の外周面に密封する工程と、樹脂管10の外周面と密封材6との間を減圧する工程と、密封材6内に未硬化の樹脂を供給する工程と、供給した樹脂を硬化させて樹脂管10同士を接合する工程とを含む。強化繊維基材2は、管端面の接合部の外周面に沿って配設される内層基材21と、内層基材21の外径側に重ねて配設する複数枚の外層基材22とを備え、各外層基材22の周方向の一端を内層基材21に対して接着して、各外層基材22を、接合部を跨ぐように巻き付け、一の外層基材22の周方向の他端を、隣り合う他の外層基材22の外径側から重なり合うように配設する。
(もっと読む)
化粧板製造方法及びその方法により得られた化粧板
【課題】化粧板の表面がゆらぐような(ゆず肌)外観変化を解消し、鏡面性に優れた化粧板の製造方法を提供する。
【解決手段】接着剤層50を介して化粧シート40と基材60とを押圧手段(プレスロール16)で圧着して貼り合せる工程を含む化粧板製造方法であって、該接着剤を介して該化粧シート40と該基材60とを圧着する積算時間S(秒)を圧着時温度及び圧着時歪における接着剤の緩和時間τ0(秒)よりも長くすることを特徴とする化粧板製造方法及びその方法により得られた化粧板である。
(もっと読む)
発泡シートの接合方法
【課題】樹脂部材に発泡シートを接合させるとき、その接合状態での剛性を確保できる接合方法を提供する。
【解決手段】収納ボックスである樹脂部材10の両側面に意匠パネルである発泡シート20を接合させる方法であって、樹脂部材10の表面にリブ12を形成し、その形成したリブ12の先端面12aと発泡シート20の表面とを振動溶着によって接合させることにより、発泡シート20そのものの剛性が劣る場合でも、樹脂部材10に形成したリブによってその劣った強度を補うことができる。
(もっと読む)
防水シート用自動溶着機
【課題】防水シートどうしのシート重ね部分を容易且つ迅速に溶着させて接合することができる防水シート用自動溶着機を提供する。
【解決手段】前後輪2,3を備えた自動走行体4と、自動走行体4の下部中央部に脱着自在の転圧ローラーユニット5と、自動走行体4に載置される噴霧機6と、噴霧機6からホース7を介して送られる溶剤を噴霧するノズル8と、基端部が自動走行体4に揺動自在に設けられ、先端部にノズル8を保持するノズルフレーム9と、ノズルフレーム9の先端に設けられ、ノズル8から噴射される溶剤のドリフトを防止するドリフト防止ノズルガイド10とを備え、端部を重ね合わせた防水シート46,46の重ね合わせ部間にノズル8から溶剤を噴出させて塗布し、重ね合わせた防水シート46,46端部を転圧ローラーユニット5で転圧し、防水シート46,46端部を相互に溶着させるように構成された防水シート用自動溶着機1を提供する。
(もっと読む)
円筒管の製造方法
【課題】 合成樹脂製管体の内周面にゴム輪による止水部を備えた、止水信頼性の高い円筒管の製造方法を提供する。
【解決手段】 一実施形態としての円筒管1の製造方法は、管体2において、ゴム輪31を取り付ける取付領域の表面に粗面化処理を行う工程と、粗面化した取付領域に接着剤を塗布する工程と、接着剤を塗布した取付領域にゴム輪31及びOリング32を接着固定して止水部4を形成する工程とを含む。取付領域の粗面化処理はサンドペーパ掛けや研磨具によるサンディングにより行う。また、粗面化する取付領域は1mm以下の深さを有する凹部として形成する。
(もっと読む)
フィルム保持ガイド
【課題】噴出するエアーによりフィルムを均一に保持することができるフィルム保持ガイドを提供する。
【解決手段】ラミネート直前のフィルムを保持するためのガイドであって、固定された2枚以上のプレート102と、前記固定された2枚以上のプレート102で形成されるスリット106から、フィルム44を保持するためのエアーを噴出するエアー噴出手段を具備するフィルム保持ガイド100。
(もっと読む)
シート接合装置およびシート接合体の製造方法
【課題】複数の帯状の熱可塑性樹脂シートを走行させながら幅方向の端部同士を溶着して接合する際に熱可塑性樹脂シート同士が離れることを防止できるシート接合装置を提供する。
【解決手段】本発明のシート接合装置1は、複数の帯状の熱可塑性樹脂シートA,Bを走行させながら、該複数の熱可塑性樹脂シートA,Bの幅方向の端部同士を重ねて形成させた重層部αを接合する装置であって、重層部αを溶着する溶着ユニット10と、熱可塑性樹脂シートA,Bの重層部α以外の部分を挟持する一対の挟持手段を備え、溶着ユニット10の両側の各々に少なくとも1組ずつ設けられて熱可塑性樹脂シートA,Bの走行方向を案内するシート走行方向ガイドユニット20,20とを有する。
(もっと読む)
シート融着体の製造方法及びレーザー式接合装置
【課題】シート積層体を搬送しつつ、該積層体のシートどうしをレーザー光を用いて融着させる際に、融着するシート同士を連続的に加圧し密着させることが可能であり、更に、シート融着体の表面が硬くなることを防止ないし軽減することのできる、シート融着体の製造方法を提供すること。
【解決手段】本発明のシート融着体の製造方法は、複数枚のシート31,32が重ねられたシート積層体3を、周面にレーザー光透過性部を有する回転ロールの該周面に沿った形状に変形させて搬送しながら、該シート積層体3に対して該回転ロール2の内側からレーザー光51を照射し、該シート積層体3内のシートどうし31,32を融着させる工程を具備する。
(もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 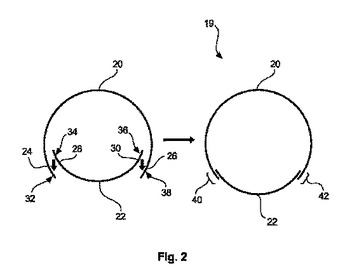 (もっと読む)
(もっと読む)
フッ素樹脂を用いた積層体、その製造方法および接着方法
【課題】液体アンモニアを用いた接着方法と同等の接着力を有しつつも、厳しい安全管理が要求されず、かつ低コストであり、従来の接着方法よりも高温での連続使用を可能とする、フッ素樹脂を用いた積層体を提供する。
【解決手段】無機物および/または耐熱性有機物からなる層1と樹脂を含む層4とが、少なくともケイ素原子と酸素原子との結合を有する化合物からなる多孔質体3、または樹脂4と該化合物3とからなる多孔質体を介して接着されてなることを特徴とする。
(もっと読む)
加飾樹脂成形品の製造方法
【課題】意匠面において、金属色の質感がより十分に得られると共に、 金属に触れたときと同等の触感や叩いたときの金属音が得られる加飾樹脂成形品を有利に製造し得る方法を提供する。
【解決手段】金属シート16を基材12の意匠面14に対応した形状に賦形する一方、かかる金属シート16の賦形に先立って、或いは金属シート16の賦形後に、金属シート16を、接着剤層18が形成された基材12の意匠面14に対して、接着剤層18を介して重ね合わせた後、金属シート16の意匠面14への重合せ面を基材12側から吸引する操作及び/又は金属シート16の意匠面14への重合せ面とは反対側の面に圧力気体を吹き付ける操作を実施して、金属シート16を基材12の意匠面14に密接せしめて、接合するようにした。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
樹脂部材と金属部材の接合方法及び液冷ジャケットの製造方法
【課題】十分な接合強度を有するとともに簡易に接合することができる樹脂とアルミニウムの接合方法及び液冷ジャケットの製造方法を提供する。
【解決手段】樹脂部材2と金属部材(アルミニウム合金部材)3とを重ね合わせた後、回転させた摩擦攪拌用ツールGを金属部材3側から押圧し、摩擦熱によって両部材を接合することを特徴とする。かかる接合方法によれば、摩擦熱で樹脂が溶融した後、温度低下に伴って樹脂部材2が金属部材3に溶着するため簡易かつ強固に接合することができる。
(もっと読む)
ラミネート装置
【課題】ラミネート部が複数有するラミネート装置において、ラミネート装置を小型化すると共に、被加工物を生産する効率を向上させることを目的とする。
【解決手段】上チャンバが形成された複数のケース13、18、23と、複数のケース13、18、23の何れか任意の一つと接続及び離脱可能な一体として機能する昇降開閉装置25(25a、25b、25c、25d)とを有し、昇降開閉装置25(25a、25b、25c、25d)は、複数のケース13、18、23のうち前記被加工物の搬入及び搬出を行うラミネート部を構成する上チャンバが形成されたケースと接続して、昇降することにより、任意のラミネート部の開放と閉塞とを一つずつ行う。
(もっと読む)
ラミネート装置、及びラミネート方法
【課題】気泡の混入や皺の発生を抑制したラミネート装置を適用すること。
【解決手段】第1樹脂フィルム11を搬送する第1搬送路21と、第1搬送路21に対して傾斜すると共に第1樹脂フィルム11の搬送方向に向かって第1搬送路21に次第に近づいて配設され、第2樹脂フィルム12を搬送する第2搬送路22と、搬送された第1樹脂フィルム11の搬送方向端部と、搬送された第1樹脂フィルム11の搬送方向端部と、を重ね合わせると共に位置合せする位置合せ部材30と、重ね合わされた第1樹脂フィルム11及び第2樹脂フィルム12の搬送方向端部における一方の角部から他方の角部に向かって順次圧力を付与する圧力付与部材40と、圧力が付与された第1樹脂フィルム及び前記第2樹脂フィルムをラミネートするラミネート部材50と、をラミネート装置101に具備させる。
(もっと読む)
161 - 180 / 726
[ Back to top ]