
Fターム[4F211TD11]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | 重ね合わせ (739)
Fターム[4F211TD11]の下位に属するFターム
巻きこみ (13)
Fターム[4F211TD11]に分類される特許
201 - 220 / 726
レーザ光透過性樹脂部材およびそれを用いた樹脂成形品
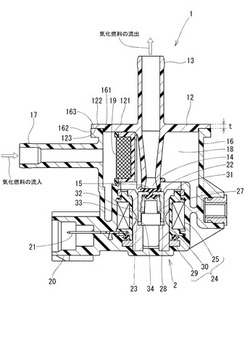
【課題】見栄えが良く、経年後の変色を隠蔽可能で、かつ、レーザ溶着後の溶着状態の良否判断が容易なレーザ光透過性樹脂部材を提供する。
【解決手段】出口通路キャップ12は、レーザ溶着用のレーザ光透過性樹脂部材であって、マンセル表色系において、明度をV、彩度をC、色相環を100分割し色相10RPを「0」または「100」とした場合の色相をHとしたとき、「V≦0.229H+3.714、V≦−0.8H+24、V≧3」、かつ、「C≦−0.075H2+1.936H+1.267、C≧2」の関係を満たす色を呈するように着色されている。かつ、出口通路キャップ12のうち、レーザ溶着される部位である溶着部122は、波長800nm以上のレーザ光に対する透過率が15%以上となるように形成されている。
(もっと読む)
両面粘着テープ、表示装置、貼り合わせ基板の製造方法及び表示装置の製造方法

【課題】基材を有しない両面粘着テープであっても、ローラのタッチダウンによる粘着層の窪みの発生が抑制される両面粘着テープ、表示装置、貼り合わせ基板の製造方法及び表示装置の製造方法を提供する。
【解決手段】基板の貼り合わせに用いられる面状の両面粘着テープであって、上記両面粘着テープは、第一剥離層と第二剥離層との間に、粘着層が挟持され、かつ基材を有さず、上記第二剥離層は、上記第一剥離層よりも厚い両面粘着テープである。
(もっと読む)
加硫ゴムシートの接合方法
【課題】加硫ゴムシートを接合する際に熱可塑性樹脂からなるシートと同様にシートの重ね合わせ部の小口に融着材を配置することでシートの接合を行うことができる加硫ゴムシートの接合方法を提供する。
【解決手段】加硫ゴムシート1a、1bの端部同士を重ね合わせた状態で、熱可塑性材料からなる融着材5を溶融押出ながら、前記加硫ゴムシート1a、1bを重ね合わせた小口4において両方のシートにまたがるように、前記溶融した融着材5を配置して加硫ゴムシート同士を接合してなる。
(もっと読む)
異種熱可塑性樹脂成型体の製造方法および異種熱可塑性樹脂成型体
【課題】異種の熱可塑性樹脂からなる層の層間接合強度に優れた成形体の製造方法および該製造方法により得られた成形体を提供すること。
【解決手段】本発明の異種熱可塑性樹脂成型体の製造方法は、隣接した、熱可塑性樹脂(A)からなる層(A)および熱可塑性樹脂(B)(ただし、熱可塑性樹脂(A)と、熱可塑性樹脂(B)とは異種の熱可塑性樹脂である)からなる層(B)を有する積層体に、層(A)から層(B)に向かって、または層(B)から層(A)に向かって、加速電圧が50〜300keVの範囲で電子線照射を行う。
(もっと読む)
電池包装用シュリンクフィルムの連続熱融着裁断装置
【課題】 シュリンク包装におけるシュリンクフィルムの重ね合わせ部の連続熱融着裁断処理を安定させ、高速で連続熱融着裁断を行っても融着部分の融着強度を落とさずにシュリンクフィルムを熱融着させる電池包装用シュリンクフィルムの連続熱融着裁断装置を提供する。
【解決手段】 シュリンクフィルムの重ね合せ部分を連続的に熱融着裁断する装置であって、超音波発振器31と、連続送給される前記シュリンクフィルムとの接触を保ちつつ前記シュリンクフィルムを案内する無限軌道状の凸部4aを有し、前記無限軌道状の凸部が前記連続送給されるシュリンクフィルムと同期して移動するように回転駆動されるアンビル4と、前記アンビルの凸部との接触を保ちつつ移動するシュリンクフィルムの重ね合せ部分に押圧される平坦な先端部3aを有し、該平坦な先端部を介して前記超音波発振器から発振される超音波を前記シュリンクフィルムの重ね合せ部分に印加するホーン3と、を具備する。
(もっと読む)
物品および物品を形成する方法
【課題】延伸ポリテトラフルオロエチレン(ePTFE)ラミネートをプラスチック材料に結合することによって形成される物品を提供すること。
【解決手段】物品が提供される。この物品は、プラスチック材料と、そのプラスチック材料に結合された延伸ポリテトラフルオロエチレン(ePTFE)ラミネート(16)とを含み、ePTFEラミネートは、そのプラスチック材料にレーザ溶接される。
(もっと読む)
センサー用フィルム電極及びその製造方法
【課題】
熱可塑性樹脂フィルムからなる絶縁基板用フィルムに電極パターンを形成してなる電極基板を、熱可塑性樹脂フィルムからなる電極基板被覆用フィルムで接着剤を用いることなく被覆してなるセンサー用フィルム電極およびこれを用いた液面検出装置を提供する。
【解決手段】
熱可塑性樹脂フィルムからなる絶縁基板用フィルム(A)に電極パターンを形成してなる電極基板を、熱可塑性樹脂フィルムからなる電極基板被覆用フィルム(B)で接着剤を用いることなく被覆したことを特徴とするセンサー用フィルム電極。
(もっと読む)
レーザを用いた部材の接合方法
【課題】レーザ光を透過する樹脂材料で形成された3つ以上の部材について、互いに重ね合わされた境界面にレーザ光を一回照射することにより部材間を接合させる接合方法を提供する。
【解決手段】互いに積層された第1、第2及び第3部材11,12,13は、第2部材12の第1部材11との境界面が研磨された第1凹凸面12aにされ、第3部材13の第2部材12との境界面が同様に第2凹凸面13aにされている。レーザ光15が照射され、第2部材12の第1凹凸面12aでレーザ光が吸収され、凹凸面12a周囲のアクリル材料を局所的に溶融させることにより、両部材11,12間に接合を形成することができる。透明にされた接合部分12bを透過したレーザ光は、第2及び第3部材12,13の境界面付近に照射され、第2凹凸面13a周囲のアクリル材料を局所的に溶融させることにより、両部材12,13間に接合を形成することができる。
(もっと読む)
レーザー光を用いた部材の接着方法
【課題】2つの部材の材質に関係なく、2つの部材を高い接着力で接着する接着方法を提供する。
【解決手段】第1の部材11の一面11Aに、薄膜13を被膜する。一面11Aに第2の部材12を密着させる。第1の部材11は、レーザー光を透過する透過性を有する。第2の部材12は、レーザー光を吸収する非透過性を有する。第1の部材11を介して第2の部材12にレーザー光Lを照射して、第1の部材11の一面11Aに第2の部材12を接着させる。
(もっと読む)
樹脂製成形物,樹脂製成形物の成形方法及びその方法により製造された樹脂製成形物,包装用容器
【課題】 樹脂に対して製造工程を煩雑化することなく接着性を改善可能な樹脂製成形物及び樹脂製成形物の成型方法を提供すること。
【解決手段】 接着面を有する樹脂製成形物を成形する際、接着面の表面粗さが樹脂のみにより成形された場合に比べて粗くなるように、無機フィラーを混練した樹脂により成形した。
(もっと読む)
表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法
【課題】接着剤やアンカーコート剤を用いないで、熱圧着のみにより他の樹脂フィルムとの積層フィルムを製造しても、高い接着強度を有する表面改質された樹脂フィルムを提供する。
【解決手段】基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、表面から約10nm以下の深さに熱接着性改質層が形成され、XPSの観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっている。
(もっと読む)
パレットの滑り止め材溶着装置
【課題】一度パレットを搬入するだけで、パレットの積載面に対して滑り止め材を互いに直交する鉛直方向及び水平方向に溶着可能とし、溶着効率を向上させた滑り止め材溶着装置を提供する。
【解決手段】パレットPを水平方向に移動させながらパレットPへ滑り止め材S1を水平方向に溶着する水平方向溶着機構3と、固定した状態のパレットPへ滑り止め材S2を鉛直方向に溶着する鉛直方向溶着機構103と、を設けた。水平方向溶着機構3は、パレットPを厚さ方向に挟持する一対の第1の挟持部材と、挟持されたパレットPを水平方向に移動させるパレット移動装置と、パレットPへ向けて滑り止め材S1を供給して溶着する第1の溶着装置と、を含む。鉛直方向溶着機構103は、パレットPを厚さ方向に挟持する一対の第2の挟持部材と、パレットPに対して鉛直方向へ移動しながらパレットPへ向けて滑り止め材S2を供給して溶着する第2の溶着装置と、を含む。
(もっと読む)
樹脂と金属との接合方法および装置
【課題】従来、樹脂部材を溶融温度または軟化温度まで加熱して樹脂部材と金属部材とを接合した場合、十分な接合強度が得られなかった。
【解決手段】樹脂部材4と金属部材3とを加熱により接合する接合方法であって、前記樹脂部材4と金属部材3との接合界面を、樹脂部材4の分解温度tb以上かつ樹脂部材4に気泡が発生する温度tc未満の範囲の温度に加熱するとともに、樹脂部材4の金属部材3との接合面5とは反対側の面を、樹脂部材4の融点ta未満の温度に冷却することにより、樹脂部材4と金属部材3との接合を行う。
(もっと読む)
ラッピング装置およびラッピング方法
【課題】シートを無駄にすることなく、製品を1本だけ製造することが可能なラッピング装置およびラッピング方法を提供することを目的とする。
【解決手段】シート供給部20が基材2とシート3との圧着を開始する圧着開始位置10aの直上に配置されており、このシート支持部21からシート3が繰り出される速度が、シート3の接着面に接着剤が塗布されてから、このシート3が圧着開始位置10aまで達するまでの間に、シート3の接着面に塗布された接着剤が半乾き状態となる時間を得られる速度に設定されており、基材2を搬送する速度が、シート3が繰り出される速度と略等しくなるように設定されているラッピング装置1と、このラッピング装置1を用いるラッピング方法。これにより、1本の製品を製造する間に繰り出されるシートの量を、従来の乾燥部の分だけ減らすことができる。
(もっと読む)
ラミネート装置用搬送シートの取付け固定方法およびその搬送シートの取付け固定方法を使用したラミネート装置
【課題】 ラミネート装置の搬送シートの破断や破損を低減し、かつその寿命を向上させるための搬送シートを取付け固定する方法およびそのような搬送シートの取付け固定方法を使用したラミネート装置を提供することを目的としている。
【解決手段】 太陽電池モジュールなどをラミネート加工する被加工物を搬送するために搬入側および搬出側に搬送用のローラを有し、さらに被加工物の搬送方向に平行に左右1対の搬送ベルトまたはチェーンを有するラミネート装置(100)において、そのラミネート装置のラミネート部に被加工物(10)を載置して搬入・搬出する搬送シート(130)を前記ローラを介して取付け固定する方法であって、前記搬送シートは、その両端がラミネート装置の左右1対の搬送ベルトまたはチェーンに取付けされる角型棒状部材(403)、板状押え部材(405)、および逆凹型の棒状部材(404)を各2本ずつ使用して取付け固定する方法。
(もっと読む)
透過レーザ溶接により複合材料を製造する方法
【課題】溶接により複合材料中のフィルムが薄くなったり、溶接継ぎ目に溶出が生じるのを防止し、寸法安定性のある溶接方法を提供する。
【解決手段】本発明は、a)結合層がレーザ光線に対する吸収体を有し、結合層が固いプラスチック部品(1)に隣接するように、固いプラスチック部品(1)上に結合層を有する多層フィルム(2)を平坦に配置する工程と、b)レーザ光線が透過するプレス工具(4)を使用して固いプラスチック部品(1)上に多層フィルム(2)をプレスする工程と、c)多層フィルム(2)側からレーザ光線で工程b)で得られた配置に放射する工程と、からなる透過レーザ溶接による複合材料の製造方法に関する。本発明はさらに当該方法により得られる複合材料及び当該方法に使用される複合材料の溶接配置にも関する。
(もっと読む)
樹脂成形品の熱溶着装置
【課題】ブロー成形品と射出成形品との接合予定箇所を突き合わせて溶着しているときの加圧力でブロー成形品に変形が生じても、溶着強度を確保するための両成形品における溶着管理面間の距離が一定になるように保持し、溶着品質を安定させる熱溶着装置を提供する。
【解決手段】溶着強度を確保する手段として両成形品の溶着管理面間の距離が規定値になるように両成形品の押し付け量をコントロールする構成の樹脂成形品の熱溶着装置であって、ブロー成形品(通気パイプ10)および射出成形品(レゾネータ20)が個別に支持部材40,50にセットされ、両成形品の接合予定箇所を溶着させている状態において、溶着管理面間の距離が規定値に収ったときのブロー成形品の溶着管理面16Aがストッパー56に当たり、駆動機構46による支持部材の移動が停止するように設定されている。
(もっと読む)
面材と桟材との接着方法及びその接着装置
【課題】面材に対して桟材を精度よく且つ強固に接着することができる面材と桟材との接着方法及びその接着装置を提供する。
【解決手段】対向して配置された電極体4間に高周波電流を流して、面材1と桟材2との間の接着層3を加熱硬化し、前記面材に対して前記桟材を接着固定する面材と桟材との接着方法であって、前記電極体は、所定位置に固定配置される固定電極体40と、前記桟材を前記固定電極体との間に挟んで配置される可動電極体41とで構成され、前記接着層を上面2cに備えた前記桟材の一側面を前記固定電極体に当接するよう配置して位置決めをし、前記接着層を介して前記桟材の上に前記面材を載置し、前記可動電極体を上記桟材の他側面側に配置した後、この状態で前記電極体間に高周波電流を流し、前記接着層を加熱硬化して、前記面材に対し前記桟材を接着固定する。
(もっと読む)
太陽電池モジュールのラミネータ
【課題】 太陽電池モジュールを均一に加熱し、加熱効率に優れた太陽電池モジュールのラミネータを提供すること。
【解決手段】 本発明は、ダイアフラムシートで上部真空領域と下部真空領域とに仕切られる真空室と、該下部真空領域内に設けられるモジュール積層体を載置する載置面および該載置面の裏面に相当する底面を有するプレートと、該プレートの下部に設けられる加熱手段とを備える太陽電池モジュールのラミネータであって、該加熱手段による加熱が、誘導加熱であることを特徴とするラミネータを提供する。このラミネータは、効率的な加熱が可能であり、太陽電池モジュールの生産性の向上を可能とする。
(もっと読む)
発泡体及びこれを製造又は施工する方法
【課題】塗装や他の表面との接着に適した発泡体及びこれを製造又は施工する方法を提供する。
【解決手段】熱可塑性樹脂を含有する原料の発泡成形により形成された発泡体30であって、前記熱可塑性樹脂を再溶融させる加熱下におけるプレスにより形成された処理表面31を有する発泡体30とする。
(もっと読む)
201 - 220 / 726
[ Back to top ]