
Fターム[4F211TD11]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | 重ね合わせ (739)
Fターム[4F211TD11]の下位に属するFターム
巻きこみ (13)
Fターム[4F211TD11]に分類される特許
101 - 120 / 726
記録装置用プルタブ及びその製造方法
【課題】粘着面の一部が対向する記憶媒体用プルタブを生産効率良く量産し、記憶媒体に取り付ける際に、形状・大きさが統一された把持部を容易に形成し得る記憶媒体用プルタブを提供する。
【解決手段】記録装置に接着された際に突出する把持部と該把持部から二股に分離する上面側接着部と下面側接着部とを有する記録装置用プルタブであって、記録装置に接着される際に下面側接着部は把持部より略面一に延出し、前記下面側接着部と上面側接着部とによって記録装置に接着される際にはコの字を形成することができ、前記下面側接着部における前記コの字形状の内側部分には剥離シートで被覆された粘着層が形成されており、前記上面側接着部における前記コの字を形成する立設部内側以外のコの字形状の内側部分には剥離シートで被覆された粘着層が形成されている記録装置用プルタブである。
(もっと読む)
チューブ容器の製造方法

【課題】簡易な構成で、歪みを矯正することができ、かつ清潔な製造方法を提供する。
【解決手段】原反シートの両端部を溶着して筒状に形成する工程と、スリーブを一定間隔に切断する工程4と、スリーブの一端に口部および肩部を有する頭部成形体を溶着する工程5等からなるチューブ容器の製造方法1において、形成された筒状のスリーブの外周に、100〜200℃の水蒸気を吹き付ける工程3を備え、高温の水蒸気を吹き付けることにより、筒状のスリーブの溶着部付近に発生する歪みを開放し、断面形状を真円に近づけるチューブ容器の製造方法1。
(もっと読む)
ヒートシーラー
【課題】孔が形成されたフィルム状の被シール物の孔の周囲を効率よくシールすることができるヒートシーラーを提供する。
【解決手段】孔が形成されたフィルム状の被シール物を、孔を通る線で折り曲げた状態で、第1圧接部4と第2圧接部5の間に挟み込み、孔の周囲をヒータ13からの熱で熱溶着させるためのヒートシーラー1であって、ヒータ13は、第1圧接部4と第2圧接部5のいずれか一方に配置され、孔を取り囲むことができるようなU字形に形成されていることを特徴とする。ヒータ13は、断面円形の線状ヒータであることが好ましい。
(もっと読む)
銅張積層板及びその製造方法
【課題】 従来公知の基板用の銅張積層板では不可能であった接着強度が小さいこと及び銅箔をエッチング除去後の残部のポリイミドフィルムの透明性不良の問題点を解消した、オ−ルポリイミドの基板材料として好適な銅張積層板を提供する。
【解決手段】 ポリイミドフィルムと低粗度銅箔とが積層されてなり、銅箔エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上である銅張積層板、及びポリイミドフィルムと銅層とが積層されてなり、銅層エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上であり、150℃で1000時間の熱処理後の接着強度が285N/m以上である銅張積層板。
(もっと読む)
工具ホーンおよびこれを用いた超音波溶着装置
【課題】不織布などの繊維質マットを樹脂成形品の表面に超音波溶着で固定する際に、溶着予定領域の中心部分に工具ホーンの押圧面とV字状突起を確実に押圧して、強い溶着強度とV字状突起によるアンカー効果を得ることができる繊維質マット固定用超音波溶着装置と、繊維質マット固定用工具ホーンを提供すること。
【解決手段】工具ホーン4の円柱状先端部にある押圧面を曲面として、曲面に沿って複数のV字状突起またはV字状溝を交差させた形で形成し、V字状突起またはV字状溝を形成した曲面を樹脂成形品90上に置いた繊維質マット91を押圧しつつ超音波振動を加えて、繊維質マットを樹脂成形品に溶着するようにした。特にV字状突起またはV字状溝により、繊維質マット91を樹脂成形品90の表面に食い込ませた形で溶着し、両者の溶着強度を高めている。
(もっと読む)
金属箔積層体の製造方法
【課題】複数の絶縁基材からなる積層基材の両側に一対の金属箔が貼着された金属箔積層体を製造する際に、この金属箔積層体の吸湿はんだ耐熱性を改善する。
【解決手段】絶縁基材2aを複数積層した状態で加圧して一体化させることにより、積層基材2を作製する。次に、この積層基材2を熱処理する。その後、この積層基材2を一対の金属箔3A、3Bで挟み込んで加熱加圧して一体化させることにより、金属箔積層体を製造する。これにより、積層基材2の熱処理を行う前に予め複数の絶縁基材2aを互いに密着させて界面の発生を防ぐことができる。その結果、吸湿はんだ耐熱試験で絶縁基材2aの表面に膨れが生じなくなり、吸湿はんだ耐熱性に優れる金属箔積層体を得ることができる。
(もっと読む)
貼り合わせ方法
【課題】2枚の定盤の間にワークを挟み、ワークを熱プレスで平面状に一体化させたとき、
ワークが2枚の定盤のいずれかに付着するか離間してみないとわからない。そのため、2枚の定盤からワークを取り出す工程を自動化することが難しい。
【解決手段】シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させ、貼り合わせ方法であって、吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする。
(もっと読む)
樹脂成形品の製造方法
【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】仮想xyz直交座標系において、吸光性樹脂部材21の溶着領域27と透光性樹脂部材22の対応する溶着領域27をz方向に沿って対向圧接配置し、所定の光エネルギを有するレーザビーム12sをz方向上方より前記透光性樹脂部材22から入射し、照射される前記光エネルギに応じた発熱で前記溶着領域27を加熱・溶融し、前記透光性樹脂部材22と前記吸光性樹脂部材21を溶着する樹脂成形品の製造方法において、前記溶着領域27は、照射される前記光エネルギの変化を抑制するように、xy平面に対する該幅方向の傾きが位置により変化する構造であり、前記レーザビーム12sは、前記溶着領域27の同一溶着ライン上を繰り返し走査して全体を同時に加熱・溶融する。
(もっと読む)
シート接合体の製造方法及びシート接合装置
【課題】レーザー溶着法によって接合部を形成させるシート接合体の製造方法において、得られるシート接合体の接合部の信頼性の向上を図ることを目的としている。
【解決手段】シート状部材の一端部に、該シート状部材の他端部か、又は他のシート状部材の端部かのいずれかをレーザー溶着して接合部を形成させるシート接合体の製造方法であって、接合させる端部の内の一方の端部を他方の端部の上に重ねる重畳工程と、該重畳工程で重ねられた一方の端部と他方の端部とを一度に切断することによってこれらの端部に互いに合致する切り口を形成させる切断工程と、該切断工程によって形成された一方の端部の切り口と他方の端部の切り口とを突き合わせて、該切り口どうしが突き合わせられている箇所にレーザー光を照射して前記接合部を形成させる接合工程を実施することを特徴とするシート接合体の製造方法を提供する。
(もっと読む)
合成樹脂シートのシール加工方法、袋の製造方法、シール加工装置、及び袋製造設備
【課題】内部に空洞を形成するための立体構造を有した合成樹脂シートシール加工方法、袋の製造方法、シール加工装置及び袋の製造設備を提供する。
【解決手段】内部に空洞を形成するための立体構造を有してなる合成樹脂シートを重ね合わせ、その重ね合わせた合成樹脂シートの接合すべき部位S1に超音波を作用させて前記合成樹脂シートの素材の一部を発熱させ溶融させるとともに、その接合すべき部位S1に前記空洞が潰れる方向の機械的な圧縮力を加えることによって前記合成樹脂シートの接合すべき部位S1を接合させる。
(もっと読む)
膜材同士の接合装置
【課題】2枚の膜材の重ね合わせ部同士を接合させる接合作業をする場合に、接合作業が容易にできるようにし、かつ、両膜材に所望の接合精度が得られるようにする。
【解決手段】膜材同士の接合装置は、両膜材2,3を前、後から挟むよう作業面4側にそれぞれ固定され、両膜材2,3の各前端部側と、各後端部側とをそれぞれ一体的に把持してこれら両膜材2,3に前後方向に向かう張力を付与する前、後張力付与装置7,8と、これら前、後張力付与装置7,8の間に配置されて作業面4上を前、後方に自走可能とされ、その前方自走と共に両重ね合わせ部2a,3a同士を順次接合する接合機19と、前張力付与装置7と接合機19との間における両膜材2,3の前部分2F,3Fを作業面4上の所定高さに維持するようその下方から支持し、支持状態を維持したまま接合機19の前、後方自走に連動して前後方向で収縮、伸長する支持装置42とを備える。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
樹脂成形品の製造方法
【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】a)吸光性樹脂部材21の溶着領域と透光性樹脂部材22の対応する溶着領域27を対向圧接配置する工程と、b)前記溶着領域27の延在方向に沿う複数の溶着ラインを設定し、レーザビーム12sを前記透光性樹脂部材22から入射し、前記レーザビーム12sを前記複数溶着ラインに対して繰り返し照射し、溶着領域27全体を同時に加熱溶融する工程と、c)対向圧接配置された前記透光性樹脂部材22と前記吸光性樹脂部材21を溶融し溶着する工程、を含み、前記工程b)において、前記溶着領域27全体を溶融した状態で、幅方向一端側から他端側にかけて温度勾配を形成する。
(もっと読む)
樹脂部品の溶着装置及び樹脂部品の溶着方法
【課題】観見栄えを損なうことなく、確実に樹脂部品同士を溶着することができるようにした樹脂部品の溶着装置及び樹脂部品の溶着方法を提供する。
【解決手段】樹脂部品A,Bの接合面を互いに溶着するための樹脂部品の溶着装置10において、各樹脂部品A,Bの接合面を軸方向に対向させて支持し、互いに軸方向に沿って移動可能である支持部材11,12と、上記樹脂部品A,Bの間の挿入位置に移動可能である熱風型と、上記熱風型13が挿入位置に在る状態で各樹脂部品の接合面21a,22aを上記熱風型13のノズル面13a,13bに所定間隔まで接近した加熱位置に、あるいは上記熱風型が退避位置に在る状態で各樹脂部品A,Bを互いに圧接させる溶着位置に、上記支持部材11,12を移動させる第一の駆動手段と、上記熱風型13を挿入位置と退避位置との間で移動させる第二の駆動手段と、を備える、樹脂部品A,Bの溶着装置。
(もっと読む)
レーザー溶着用樹脂組成物、レーザー溶着方法および樹脂成形品
【課題】レーザー透過性および成形性の双方に優れるレーザー溶着用樹脂組成物を提供する。
【解決手段】樹脂成分として、実質的にポリトリメチレンテレフタレートのみを含むレーザー溶着用樹脂組成物である。
(もっと読む)
表皮付き部材
【課題】意匠性に優れる表皮付き部材を提供すること。
【解決手段】表皮付き部材の基体1を、本体部2と、本体部2の側面から本体部2の外方に向けて突出する第1芯部3および第2芯部4と、で構成し、表皮体5における第1表皮材6と第2表皮材7との綴じ代を、第1芯部3と第2芯部4との隙間に配置し、第1表皮材6によって第1芯部3と本体部2の表面とを覆い、第2表皮材7によって第2芯部4と本体部2の裏面とを覆い、第1表皮材6のなかで本体部2を覆う部分と第1芯部3を覆う部分との境界部分に、飾りステッチ58を形成する。
(もっと読む)
金属メッシュ複合シート及びその高周波誘導加熱接合体
【課題】金属製補強材を芯体とする積層体シートにおいて、強固に合成樹脂と密着して屈曲追従性及び屈曲耐久性に優れ、かつ高度の耐引裂破壊性を有する産業資材用シート及び、耐久性と耐破壊性に優れた接合部を有する高周波誘導加熱による接合体の提供。
【解決手段】本発明の金属メッシュ複合シートは、金属線編織メッシュからなるシート状基材を芯体として、この芯体の両面に熱可塑性樹脂被覆層を設けてなる可撓性積層体として、熱可塑性樹脂被覆層の少なくとも1層を、熱可塑性樹脂ブレンドによる海島構造で構成し、この海島構造における海成分または島成分のいずれか一方を、α,β−不飽和カルボン酸共重合体樹脂とする。
(もっと読む)
耐雷ファスナ、航空機組立品、ファスナ部材、ファスナ部材の製造方法
【課題】寸法精度を、低コストで高めて、絶縁キャップの浮き上がり等を防止することのできる技術を提供する。
【解決手段】ファスナ本体31の頭部35に、ファスナ本体31の軸線とほぼ平行なストレート面70を形成し、頭部35の座面35aを研磨する際に、座面35aが加工誤差により位置ズレしたとしても、ファスナキャップ40をインサート成形するための金型に対し、ストレート面70の位置がずれるのを防ぐことができる。
(もっと読む)
ラミネート装置、及び画像記録体の作製装置
【課題】互いに圧接するロール対を支持する支持板の変形を抑制するラミネート装置を提供すること。
【解決手段】例えば、ラミネート装置として、一対の無端ベルト31で構成されるベルトニップ方式の装置を採用すると共に、第1支持板41Aにおける第2ロール群301Bのロール(第2加熱加圧ロール34B)に圧接される第1ロール群301Aのロール(第1加熱加圧ロール34A)を支持する支持部の周囲と第2支持板41Bにおける第1ロール群301Aのロール(第1加熱加圧ロール34A)に圧接される第2ロール群301Bのロール(第2加熱加圧ロール34B)を支持する支持部の周囲とを連結し、当該支持部の周囲における第1支持板41Aと第2支持板41Bとが離間する方向の移動を規制する規制連結部材43を設ける。
(もっと読む)
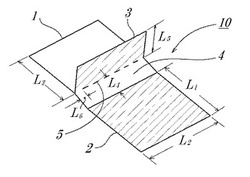
プラスチック部分を処理する方法、薬物送達デバイスを製造する方法、及び薬物送達デバイス
A)改造表面積(4)を得るために、処理放射(10)で少なくとも表面の一部を照射し、改造表面積は、未改造表面積(5)よりある程度大きく加熱放射(20)を吸収することができ;及び
B)改造表面積(4)の照射セクションで画成される領域において、プラスチック部分(1)が加熱され、そして軟化されるように、少なくともあるセクションに、加熱放射(20)で改造表面積(4)を照射する;
工程を含んでなる、表面を含むプラスチック部分(1)を処理するための方法。
(もっと読む)
101 - 120 / 726
[ Back to top ]