
Fターム[4F211TD11]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | 重ね合わせ (739)
Fターム[4F211TD11]の下位に属するFターム
巻きこみ (13)
Fターム[4F211TD11]に分類される特許
61 - 80 / 726
膜体、およびこの膜体を用いた多重膜構造体
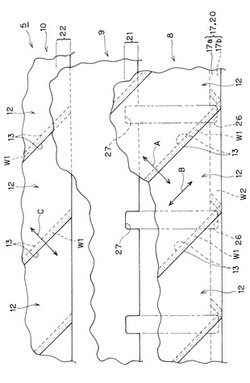
【課題】膜体の外縁部の強度を向上させるためにこの膜体が有する帯状膜材群の外縁部が折り返されて熱溶着された場合でも、この膜体、およびこの膜体を用いた多重膜構造体の寿命の向上が達成されるようにする。
【解決手段】膜体8は、一方向Aに沿って複数枚並設される帯状膜材12を有している。一方向Aで互いに隣り合う両帯状膜材12,12の互いの両対向縁部13,13が重ねられてこれら両対向縁部13,13が互いに熱溶着W1される。各帯状膜材12の長手方向Bにおけるこれら帯状膜材12群の外縁部17を構成する基部側17aに対し端縁側17bが折り返され、これら基部側17aと端縁側17bとが互いに熱溶着W2される。基部側17aにおける両対向縁部13,13に対し端縁側17bが重なる部分に、開口26が形成される。
(もっと読む)
光学シートの貼り合せ方法、光学シートの貼り合せ装置、当該装置に用いるプログラム及び表示装置

【課題】光学シート10と表示パネル30との貼り合わせ工程において、高い精度と品質を達成する貼り合せ方法を提供する。
【解決手段】光学シート10とシート保持ヘッド20の接触箇所14を読み取る。このとき、光学シート10の光学素子面12をシート保持ヘッド20に接触させ、その接触箇所14に非光学素子面13から光41を照射し、その反射光42の分布に基づいて光学シート10の位置情報を読み取る。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、レーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズとレーザー光に対して吸収性を有する熱可塑性樹脂製部材とを当接させた状態で保持する装置と、熱可塑性樹脂製レンズを透過し、熱可塑性樹脂製レンズが当接した熱可塑性樹脂製部材を照射し、前記熱可塑性樹脂製部材とこれに当接した前記熱可塑性樹脂製レンズとを溶融するレーザー光を走査するガルバノミラーと、第2円弧に沿って任意の位置まで移動させられるガルバノスキャン光学系とを備えており、第2円弧は中心が第1円弧の中心又はその近傍に設定され、かつ半径が第1円弧の半径よりも大きく設定されていることを特徴とする。
(もっと読む)
レーザー溶着用光吸収樹脂組成物及び光吸収樹脂成形体、並びに光吸収樹脂成形体の製造方法
【課題】照射されたレーザー光を吸収し、均一な発熱を生じて安定したレーザー溶着をおこない、接合溶着部分が透明性を保持できるレーザー溶着用光吸収樹脂組成物、および、光吸収樹脂成形体を提供する。
【解決手段】30℃以上のガラス転移温度を持つ高分子分散剤と、レーザー光吸収微粒子とを含有するレーザー溶着用光吸収樹脂組成物であって、当該レーザー光吸収微粒子が、一般式SrVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸ストロンチウム、一般式Sr(Ti,Nb)O3−X(但し、0≦X≦1)で表記されるニオブチタン酸ストロンチウム、一般式CaVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸カルシウムの群から選択される1種以上の微粒子であることを特徴とするレーザー溶着用光吸収樹脂組成物。
(もっと読む)
プラスチックパイプ熱融着機
【課題】1本の主管に多数本の枝管を突設したヘッダーに対し多数の縦管群を直交状態に加熱融着する手段を、各融着部を均斉に融着出来、且つ各作業工程を自動化する。
【解決手段】前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、間隔Sを保って設置し、縦管用移動テーブル2を縦管側の固定テーブル1T上に摺動可能に、移動テーブル3を主管側固定テーブル1T´上に摺動可能に配置し、移動テーブル2上には縦管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、間隔Sには、下方から出没するセットプレート装置7と、上方から降下する加熱装置9とを配設し、縦管移動テーブル2と移動テーブル3の前後進退運動により、降下した加熱装置9の両面で縦管8C群とヘッダー枝管8Bの取付孔Hbとを溶融し縦管8Cの端縁cfとヘッダー枝管8Bの取付孔Hbとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定ラインの所定の部分で剥離性及び密封性を有する溶着を実現し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2においては、溶着予定ライン5の第2の部分52での光吸収部22の幅が、溶着予定ライン5の第1の部分51での光吸収部21の幅よりも大きい。これにより、レーザ光Lの照射によって上昇する温度は、第1の部分51に比べ第2の部分52で低くなる。従って、第2の部分52で剥離性を有するように溶着し得る。更に、レーザ光Lの照射によって溶着された溶着領域13の幅は、第1の部分51に比べ第2の部分52で大きくなる。従って、第2の部分52で密封性を有するように溶着し得る。
(もっと読む)
樹脂成形品の溶着方法
【課題】結晶性樹脂を含む樹脂成形品と樹脂成形品とのフラッシュ光照射を用いる溶着において、特別な照射手段や手間のかかる事前準備無しに、高い密着性が安定的に得られるような樹脂成形品同士の溶着方法を提供する。
【解決手段】光透過性樹脂成形品22と、光吸収性樹脂成形品21とを、互いに積重2された状態で、光透過性樹脂成形品22側からフラッシュ光を照射して、光透過性樹脂成形品22と光吸収性樹脂成形品21とを、溶着する樹脂成形品の溶着方法において、結晶性樹脂としてポリアセタール樹脂を用い、フラッシュ光照射部分の光透過性樹脂成形品22と光吸収性樹脂成形品21との間の最小の隙間が0.03mm以下であるように調整する。
(もっと読む)
溶着条件の決定方法
【課題】一対の樹脂成形体を溶着により接合する際の、好適な溶着条件を決定する方法を提供する。
【解決手段】樹脂成形体の接合部が溶融する際に吸収する熱を考慮する。特に、レーザー溶着法等の光により、一対の樹脂成形体を溶着により接合する場合には、光のビーム径、光の透過率等を考慮して、光から樹脂に供給される供給エネルギーを算出し、この供給エネルギーを用いて、熱拡散係数D、光の走査速度等を考慮して、光から樹脂が吸収する吸収エネルギーを算出する。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定ラインに沿って樹脂フィルム同士を良好に溶着し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2が溶着予定ライン5に沿っているので、光吸収領域2外への熱の拡散が抑制される。これにより、レーザ光Lが照射された際に、光吸収領域2の温度が効率良く上昇し、レーザ光Lの照射領域Rが通過した後も、光吸収領域2の温度が急激に低下し難くなる。更に、光吸収領域2では、幅方向における熱伝導率が厚さ方向における熱伝導率よりも大きくなっている。これにより、レーザ光Lが照射された際に、光吸収領域2の幅方向への熱の伝播が促進され、幅方向において光吸収領域2の温度が効率良く均一化される。
(もっと読む)
ラミネート装置用熱板およびその熱板を用いたラミネート装置
【課題】 本発明は、ラミネート加工した被加工物内の架橋密度を均一にできる熱板をおよびその熱板を使用したラミネート装置を提供することを目的とする。
【解決手段】 本発明のラミネート装置用の熱板は、押圧部材により仕切られた上チャンバと下チャンバとを有し、その下チャンバに設けられた熱板上に被加工物を載置し、前記熱板により加熱した前記被加工物を、前記下チャンバを真空とし前記上チャンバに大気を導入し前記熱板と前記押圧部材とで挟圧してラミネートするラミネート装置に使用する熱板を、前記熱板の加熱領域を、被加工物の中央から周辺に向かって略同心形状に分割した各加熱領域とし、各加熱領域に一つ以上のヒーターを設け、前記加熱領域を個別に温度制御する構成とした。
(もっと読む)
溶着装置
【課題】さらなる工夫により、一対の半割りヒータを有する簡便構造の発熱部を踏襲しながらも、より均一な加熱による安定した溶着状況を実現するとともに、絶縁材を不要としてメンテナンスフリー化も可能となるように改善される溶着装置を提供する。
【解決手段】PFA製溶着継手Tの管端部4とPFA製チューブ5の端部6とが嵌合されて成る接合部Sに外囲する発熱部3を有し、発熱部3の発熱で接合部Sを加熱溶着して管端部4と端部6とを溶着する溶着装置において、発熱部3が、接合部加熱用で略半円形の内周面7を持つ半割りヒータhの一対を周方向に配する環状のもので成り、半割りヒータhは、セラミック製で略半円形を呈する伝熱ケース9と、伝熱ケース9にその周方向一端部にて外部に導通接続され、かつ、周方向他端にて折り返される状態で収容される発熱素子10とを有して構成されている。
(もっと読む)
金属体と樹脂体を接合した部材およびその製造方法
【課題】金属体の変形および変色を抑制でき、かつ金属体と樹脂体との間に強い接合力が作用している、金属体と樹脂体を接合した部材およびその製造方法を提供する。
【解決手段】金属より成る金属体1と樹脂より成る樹脂体4とが接合された接合部材100であって、前記金属体1と前記樹脂体4との接合部に、前記金属体1側から順に水酸化物、水和酸化物、アンモニウム塩、アミン化合物、カルボン酸塩、リン酸塩、炭酸塩、硫酸塩、ケイ酸塩およびフッ化物より成る群から選ばれる少なくとも1つを含む金属化合物皮膜と、脱水シラノール含有トリアジンチオール誘導体を含んで成る分子接着剤と、を有し、前記樹脂体4が前記分子接着剤と接する部分に前記樹脂体4が局部的に溶融した後硬化して形成される局部再硬化部4aを有することを特徴とする部材である。
(もっと読む)
電子製品の金属外殻とプラスチック材の組合せ構造
【課題】金属外殻とプラスチック部材の堅固な結合、プラスチック部材の剥離の防止、製造方式の円滑快速及びコストの低減等目的を達成する電子製品の金属外殻とプラスチック材の組合せ構造の提供。
【解決手段】金属外殻及び金属外殻に接着されるプラスチック部材を含み、金属外殻とプラスチック部材の間は粘着テープを通じて互いに粘着連接し、粘着テープは吸着材質が金属及びプラスチックを活性化する第一接着剤を吸収(塗布、スプレーまたは印刷方式)し、並びに第一接着剤が凝固を経た後構成される。
(もっと読む)
接合部材の製造方法及び接合部材製造装置
【課題】比較的大きな部材を接合する場合でも接合に要する時間が過度に長くなることを抑制すること。
【解決手段】接合部材製造装置は、第1の部材Dを把持する第1の把持具11と、第2の部材Eを把持する第2の把持具12と、第1の接合面Dfに媒介物質Gを塗布する塗布装置40と、第1の把持具11及び/又は第2の把持具12を移動させる移動装置20と、制御装置とを備える。制御装置は、第1の拡大平面Deと第2の拡大平面Eeとを互いに平行になるように対向させつつ、厚さの方向に見て第1の接合面Dfと第2の接合面Efとが重なる範囲が所定の範囲以下となるように配置し、第1の拡大平面Deと第2の拡大平面Eeとの間隔を維持しながら、厚さの方向に見て第1の接合面Dfと第2の接合面Efとが重なる範囲が次第に大きくなる方向へ、第1の部材Dを第2の部材Eに対して相対的に移動させる。
(もっと読む)
筐体組立構造及び筐体組立方法
【課題】筐体を小型化・高密度化する場合においても、必要な溶着強度を得る。
【解決手段】ケース2とカバー3との当接部分は、ケース2またはカバー3のいずれか一方の外壁3aを延設することにより、照射されるレーザ光に対して透過性を有する光透過溶着壁面31が形成されるとともに、他方の内壁2aを延設することにより、光透過溶着壁面31を介して照射されるレーザ光に対して吸収性を有し、レーザ光の照射により光透過溶着壁面31と溶着する光吸収溶着壁面21が形成される
(もっと読む)
3層接着体
【課題】半透過半吸収層および透過層を組み合わせた、1回のレーザー照射により得られる3層接着体を提供すること。
【解決手段】第1の層、第2の層、第3の層が順に積層される、3層接着体であって、前記第1の層〜第3の層が、(a)波長800〜1100nmで透過率50%以上であり反射率13%以上である熱可塑性樹脂、または(b)波長800〜1100nmで透過率50%以上であり反射率5%以上13%未満である熱可塑性樹脂からなり、前記(a)熱可塑性樹脂からなる層が連続して積層されていない、3層接着体。
(もっと読む)
感光性積層体の製造装置及び製造方法
【課題】基板に対し、感光材料層を回転するゴムロールで押圧することによりラミネートする際に、ゴムロールの回転数を初動時より安定させて、無駄のない品質に優れた製品を得る。
【解決手段】ウエブ送り出し機構32a、32bから送り出される感光性ウエブ22a、22bの感光性樹脂層28と、基板搬送機構45から送り出されるガラス基板24とを貼り付け機構46を介して一体化する際、該貼り付け機構46のゴムロール80aをロール表面と支持体の摩擦係数が0.3乃至0.8のシリコーンゴムで構成して、安定した回転数で該ガラス基板24に対し、感光性樹脂材料をラミネートする。
(もっと読む)
基板貼合装置
【課題】基板の貼合面に湾曲部やうねりなどがある場合でも、機能性シートなどの貼合対象を密着貼合して、貼合製品の生産性を向上できる基板貼合装置を提供する。
【解決手段】第1ワークW1と第2ワークW2を上下に正対させ、第1ワークW1をローラー機構6で第2ワークW2に押し付けて貼合を行なう基板貼合装置である。ローラー機構6は、往復移動する駆動台20と、メインローラー22と、2個の中間ローラー32と、押圧構造などを含む。押圧構造は、メインローラー22の中心軸に沿って配置した5個の押圧台33と、各押圧台33に設けられて中間ローラー32を支持する3個の矯正ローラー34・35と、個々の押圧台33を押し上げ操作する複数個のエアーシリンダー36とを含む。メインローラー22を複数個のエアーシリンダー36で、矯正ローラー34・35と中間ローラー32を介して浮動支持した状態で貼合を行なう。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】異種の熱可塑性樹脂のシート部材及びつなぎ部材を接合する場合や、一方が熱硬化性樹脂のように溶けない樹脂で構成されているシート部材及びつなぎ部材を接合する場合などにおいても、レーザーを用いて良好に接合することができるシート部材の接合方法及びシート接合体を提供する。
【解決手段】シート部材10、20の端部11、12同士をつなぎ部材30を介して接合するシート部材10、20の接合方法であって、前記シート部材10、20又はつなぎ部材30の少なくとも何れか一方は、170℃での貯蔵弾性率(E’)が1.0×106 Pa未満である熱可塑性樹脂によって構成されてなり、前記シート部材10、20及びつなぎ部材30を当接させ当接部分にレーザー光Rを照射することにより互いに接合し、前記シート部材10、20及びつなぎ部材30のレーザー光Rが照射される部位の接触角は、100°未満であるシート部材10、20の接合方法。
(もっと読む)
61 - 80 / 726
[ Back to top ]