
Fターム[4F211TH06]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | 加熱、予熱 (267)
Fターム[4F211TH06]の下位に属するFターム
不均一加熱、部分加熱 (20)
Fターム[4F211TH06]に分類される特許
41 - 60 / 247
弾性的な中空体の壁を少なくとも部分的に結合する方法ならびに中空体
本発明は、少なくとも1つの開口(7)を備えた弾性材料から成る中空体(1)の壁を少なくとも部分的に結合する方法に関し、壁が中空室(3’)を形成している予備成形された中空体(1)の開口(7)に、2つの壁区分(10)の間で、粘性状態の結合材料を導入するか、または、壁区分(10)の対向する表面を、粘性質の結合材料を形成するために溶融させ、次いで、結合材料を、中空体(1)の表面と化学架橋もしくは物理架橋しながら弾性状態に移行させ、中空体(1)の壁区分(10)を、結合材料の付近で、相互に少なくとも部分的に結合することを特徴とする。ならびに本発明は、相応の中空体(1)に関する。  (もっと読む)
(もっと読む)
高周波ミシン
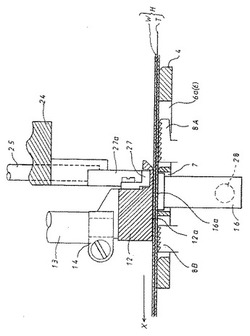
【課題】高周波電力を用いて確実かつ均一な接着強度が得られるようにしながら、熱集中による焼損など不良製品の発生を防止でき、しかも、曲線状部位や伸縮性繊維生地の接着に十分に対応させることができる高周波ミシンを提供する。
【解決手段】生地載置板4上に載置された被加工材Hを、水平及び上下に合成循環運動する送り歯8と押え金12との協同作用により間欠的に移送しつつ、この送り歯8による移送停止時において被加工材Hの上下に配置された一対の面状電極12,16間に高周波電力を印加することによって、被加工材Hにおける繊維生地Wの重ね合わせ部間に挟まれている熱可塑性樹脂テープTを高周波誘電加熱により溶融して繊維生地Wの重ね合わせ部を連続的に接着可能に構成している。
(もっと読む)
プラスチックチューブを内部的に溶接する方法及びデバイス

本発明は、プラスチック材料でできたチューブ状のパッケージをシールするための方法及び容器に関し、ここで該方法は少なくとも以下の操作を含む:a)圧延材料(11)が圧延される圧延操作、b)圧延材料(11)の端部(8、9)が互いに近くに置かれる配置操作、c)融解された樹脂コード(12)が該端部(8、9)上に押し出され、そして沈着される押出操作、d)上記端部(8、9)が該コード(12)を用いて融解される融解操作、e)シール領域が圧縮される圧縮操作、f)シール部が冷却される冷却操作。 (もっと読む)
可撓性・耐衝撃性材料の製造方法
可撓性・耐衝撃性材料(1)の製造方法は、独立気泡フォーム材料のシート(20)を供給するステップと、シート(20)を離間した複数個の要素(2)に切断するステップとを含む。これらの要素(2)は、要素を隣接する要素と連結して要素(2)全体を一体的な格子とする連結部(7)を除いて、基本的に互いに分離される。第1の可撓性下地(3:25)は、格子の片面に結合される。要素(2)を隣接する要素と連結する連結部(7)は、例えば穿孔、切断またはレーザ融蝕によって、連結部(7)に結合される下地(3)の当該部分を取り除く又は取り除くことなく、除去される。第2の可撓性下地(27)は、連結部の除去前又は除去後に、格子の反対面に結合されてもよい。 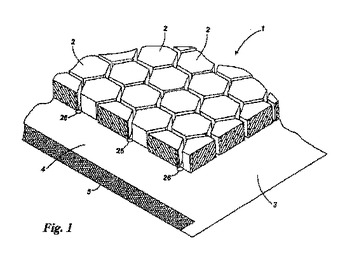 (もっと読む)
(もっと読む)
インサート金具の圧入方法
【課題】本発明の目的は、結晶性の熱可塑性樹脂製品の穴に加熱されたインサート金具を圧入する際、樹脂を不必要に溶融することなく圧入して十分な固定力が得られるインサート金具の圧入方法を提供することにある。
【解決手段】ナット1を樹脂の溶融温度以上に加熱し、ナット1の一部を穴6に圧入した状態で、ナット1の表面温度が溶融温度よりも低くなるまで圧入を一時停止し、その後に穴6に対するナット1の圧入を再開して、圧入を完了させるようにした。このため、ナット1は、穴6の表面側の溶融部8で樹脂を溶融して、その一部が傾くことなく穴6に圧入され、一時停止される。そして、温度が下がったナット1を樹脂製品5の穴6に更に圧入することにより、ナット1は、穴6の内壁面の樹脂を溶融することなく、内壁面が軟化した穴6に圧入されて圧入が完了する。
(もっと読む)
断熱容器、断熱容器の製造方法、高融点樹脂製成形品の接合方法および高融点樹脂製成形品
【課題】ポリフタルアミド樹脂等の高融点樹脂の非接触式熱板溶着において、接合部に老化防止剤を塗布することにより、融点を超えた温度における樹脂の熱分解を制御することで、強度バラツキの小さい高信頼性のある内部容器を実現し、断熱容器を安定して提供する。
【解決手段】液体を保温貯留する断熱容器1であって、液体を貯留するため断熱容器1内部に設けられる内部容器10は、ガラス繊維を含有したポリフタルアミド製の接合部材を接合することによって液体貯留空間を形成するように構成されており、その接合部材の接合は、老化防止剤の塗布された接合部を非接触熱板溶着法で接合したものである。
(もっと読む)
液晶ポリマーの成形体とガラス基材とを溶着する方法、及び、これにより製造された複合体
【課題】液晶ポリマーの成形体とガラス基材とを、接着剤を用いずに簡便な工程で溶着することができ、十分な気密性を付与できる、成形体とガラス基材とを溶着する方法、及び、これにより製造された成形体とガラス基材との複合体を提供する。
【解決手段】液晶ポリマーの成形体20をガラス基材3と接触させ、液晶ポリマーの成形体20におけるガラス基材3との接触部22cの温度を所定の高温にすることにより、液晶ポリマーの成形体20とガラス基材3とを溶着する方法である。ここで、接触部22cの所定の温度をT1(℃)、液晶ポリマーの流動開始温度をT2(℃)、液晶ポリマーの分解開始温度をT3(℃)とした場合、以下の関係式:T3(℃)>T1(℃)≧T2(℃)+80℃を満たす。
(もっと読む)
圧力容器の製造方法
【課題】複数の分体を溶着一体化してなるライナー部を持ち、各々の分体の溶融予定端部同士のズレを信頼性高く抑制できる圧力容器の製造方法を提供すること。
【解決手段】圧力容器の製造方法において、ライナー部1を構成する各々の分体の溶融予定端部同士を突き合わせ溶着する際に、溶融予定端部に隣接する部分を矯正治具55、56で矯正する。矯正治具55、56としては、形状記憶合金を材料としてなり螺旋状をなし変態点以上に加熱されると予め記憶されている所定形状に縮径変形するものを用いる。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
光学部品とその製造方法及び光学装置とその製造方法
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
(もっと読む)
プラスチックバッグに熱溶着をおこなって立体形状を形成するシステムおよび方法
【課題】2以上の互いに引っ付いた積層プラスチックシートの継ぎ目に沿ってパターンを刻み込むシステムおよび方法を提供することにある。
【解決手段】その方法は、(i)積層プラスチックシートの選択された領域の表面を所定温度に加熱し、(ii)パターン形成のために、複数のフィンガーを備えた金型で加圧し、再び表面を加熱する。本願のシステムの溶着ヘッドは、パターンを刻み込む先端の尖ったフィンガーを備えた少なくとも1つの金型を備える。溶着ヘッドは、積層プラスチックシートを加圧するために、フィンガーを備えた加圧部を備える。溶着された積層プラスチックシートに特徴的な三次元パターンを形成するために、溶着ヘッドは、第1の金型のフィンガーがはめ込まれる凹所を備えた第2の金型を備え、独立して温度調節ができる。上記のように開封明示包装を提供できる。
(もっと読む)
インサート金具圧入装置
【課題】成形品の埋込み用穴へインサート金具を正確に圧入し、固定するためのインサート金具圧入装置を提供する。
【解決手段】成形品ストッパープレート39のネジ孔40に調整ボルト41をねじ込み、ロックナット44により調整ボルト41を固定する。加熱コイルで加熱されたインサート金具をセラミックピンによりインサート金具受け台から突き上げ、調整ボルト41から下方に突き出した保持スティック46、46aに保持させて成形品の埋め込み用穴のところまで移動し、圧入ユニット30を下降させてインサート金具を埋め込み用穴内に圧入し、調整ボルト41でインサート金具のフランジを押えながら冷却エアーでインサート金具を冷却することにより、埋め込み穴内において溶融した樹脂を固化する。インサート金具の圧入状況は判定評価回路で評価し、適、否を判定する。
(もっと読む)
熱可塑性樹脂ベルト及びその製造方法
【課題】ベルト背面にフッ素系樹脂フィルムを強固に貼着することのできる熱可塑性樹脂ベルト及びその製造方法の提供。
【解決手段】熱可塑性樹脂によりベルト本体3を形成する。ベルト本体3の背面側に表面接着処理を施したフッ素系樹脂フィルム6を配置する。ベルト本体3及びフッ素系樹脂フィルム6を加温して、ベルト本体3を構成する熱可塑性樹脂の溶融粘度を105〜106poiseの範囲に設定する。ベルト本体3及びフッ素系樹脂フィルム6を一定時間加圧する。ベルト本体3及びフッ素系樹脂フィルム6を加圧したまま冷却する。ベルト本体3の背面にフッ素系樹脂フィルム6が貼着される。
(もっと読む)
樹脂製成形物,樹脂製成形物の成形方法及びその方法により製造された樹脂製成形物,包装用容器
【課題】 樹脂に対して製造工程を煩雑化することなく接着性を改善可能な樹脂製成形物及び樹脂製成形物の成型方法を提供すること。
【解決手段】 接着面を有する樹脂製成形物を成形する際、接着面の表面粗さが樹脂のみにより成形された場合に比べて粗くなるように、無機フィラーを混練した樹脂により成形した。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】β型チタン合金製の合金成形物と樹脂を強固に一体化した複合体とする技術を提供する。
【解決手段】市販のβ型チタン合金を弗素イオン含む硫酸水溶液でエッチングし、さらに特殊な化成処理を行う特異的な表面処理を行う。これによって表面がミクロンオーダーの粗度を有し、かつ数十ナノメートルオーダーの超微細凹凸も形成される。この処理を施したチタン合金板1とPBT系、PPS系、または芳香族ポリアミド樹脂系の樹脂組成4との射出接合によって、強固な一体化品を得る。また、β型チタン合金板と硬質の結晶性樹脂を含む樹脂組成物(例えばPBT、PPS、6ナイロン、66ナイロン等)との圧融着、β型チタン合金板と被着材(金属合金またはFRP等)との接着剤接合によっても強固に一体化した金属と樹脂の複合体。
(もっと読む)
可撓性表皮材を支持体に熱接着する装置及び方法
本発明は、流動化粒子床(4)を使用して、可撓性表皮材(13)を支持体(12)に熱接着する装置に関するものであり、前記装置は、加熱ボックス(10)と表記され、かつ筐体(2)よりもサイズが小さく、更に前記筐体の略中心に配置される内部ゾーンを備え、前記加熱ボックスは、ガス供給部(6b)、拡散メッシュ(7b)、及びガス供給システム(5b,9)を有し、これらの加熱ボックス構成要素は、前記筐体の対応する構成要素から分離され、かつ絶縁され、そして前記加熱ボックスは更に、前記粒子床内に配置されるように設計される加熱手段(11)を有する。本発明はまた、この装置によって実行されるために適する熱接着方法に関するものである。  (もっと読む)
(もっと読む)
車両用内装部材の製造方法
【課題】内装材本体の裏面側に補強材が溶着された車両用内装部材において、表面から視認される歪を低減し、装飾性の低下を防ぐことができる車両用内装部材の製造方法を提供する。
【解決手段】樹脂製の内装材本体の裏面側に樹脂製の補強材が溶着された車両用内装部材の製造方法であって、補強材のうち、少なくとも内装材との溶着面に設けられた溶着箇所を、補強材の融点未満の温度で予備加熱した後、内装材本体と補強材とを振動溶着することを特徴とする。補強材の予備加熱は、内装材本体の融点未満の温度で行うことが好ましい。
(もっと読む)
発泡体及びこれを製造又は施工する方法
【課題】塗装や他の表面との接着に適した発泡体及びこれを製造又は施工する方法を提供する。
【解決手段】熱可塑性樹脂を含有する原料の発泡成形により形成された発泡体30であって、前記熱可塑性樹脂を再溶融させる加熱下におけるプレスにより形成された処理表面31を有する発泡体30とする。
(もっと読む)
レーザ樹脂融着方法及びレーザ樹脂融着装置
【課題】接合面に小さな凹凸が有る場合でも着体を被着体に確実に接合できるレーザ樹脂融着方法及びレーザ樹脂融着装置を提供すること。
【解決手段】レーザ吸収層4を被着体1に押圧した状態で、被着体1の凹み部1aの範囲P1より広い第1照射範囲P2にレーザ光Lを照射することにより、レーザ吸収層4を軟化開始温度と融着温度との間に加熱する。その後、第1照射範囲P2内に設けた第2照射範囲P3にレーザ光Lをレーザ吸収層4に照射することにより、レーザ吸収層4を融着温度以上に加熱する。
(もっと読む)
セル状構造体の製造方法、セル状構造体及び対応する装置
互いに取り付けられた熱可塑性材料の複数のシート(101)で形成されたセル状のハネカム構造体を製造するための方法であって、起伏領域(2a及び3a)が各シートに設けられ、各自由なシート(101b)は、予め間に取り付けられた異なる複数のシートによって形成された中間ブロック(21)の隣接しているシート(101a)と一緒に取り付けられ、この取り付けは、レーザ光源で、この自由なシートとこの隣接しているシートとの接触している少なくとも所定の平面領域(3a及び2b)を、前記複数のエンボスの軸線に平行な連続ライン(L)に沿って溶接することによって行われる。 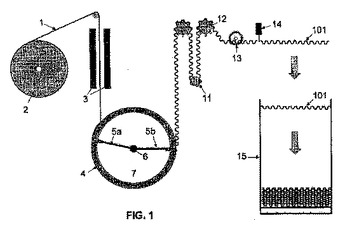 (もっと読む)
(もっと読む)
41 - 60 / 247
[ Back to top ]