
Fターム[4F211TJ29]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 供給の調整 (467) | 供給位置の (411)
Fターム[4F211TJ29]の下位に属するFターム
複数の予備成形品の配置 (132)
Fターム[4F211TJ29]に分類される特許
261 - 279 / 279
光照射装置

【課題】 容易な構成で光学基材及びホログラム素子に損傷や劣化等の影響を与えずに一定照度の光硬化用光線を照射させて接着剤を硬化させる光照射装置を実現すること。
【解決手段】 光学的に閉じた筺体と、接着面に光硬化型の接着剤が塗布又は充填されたホログラム素子内蔵レンズ2を載置する載置部210を有し、当該載置部210が筐体の内外に出入り可能に設けられた収納体200と、筐体内に配置され、ホログラム素子内蔵レンズ2の接合部に特定波長の光硬化用光線を照射する上下一対の光源Lと、を備え、収納体200の載置部210には、ホログラム素子内蔵レンズ2の接合面に対応する位置に上下に貫通する透孔230が設けられている光照射装置。
(もっと読む)
フィルム貼合方法及びフィルム貼合装置

【課題】
剛性があるフィルムを剛性がある基板に折れ曲がりを生じることなく貼り合せることができるようにしたい。
【解決手段】
基板Bの大きさに見合う大きさとした枚葉のフィルムAを圧着ローラ62で貼り合せるにあたり、フィルム載置台32上にフィルムAをその先端が突出する状態で載置し、フィルムAの主面と基板Bの主面が鋭角をなすようにして、基板載置台52に載置した基板Bにその貼り合せ開始位置に向けてフィルムAをその先端から搬送し、その搬送の間にフィルムAの基板Bに対する貼り合せ面に設けてあったカバーフィルムをフィルム先端からフィルムAの搬送方向とは逆の方向に剥離しつつ基板Bの貼り合せ開始位置からフィルムAを圧着ローラ62で貼り合せる。
(もっと読む)
特に自動車車体の鋼鉄シート内またはプラスチック部品中の孔を耐久性をもってシールするために使用されるスタンプ成形製品
本発明は、なかでも自動車車体のシート鋼材またはプラスチック製品中で永久的な様式で孔と塞ぐために使用されるスタンプ成形製品に関する。該スタンプ成形製品は、一方の側で少なくとも部分的に接着性を有する基層を含んでなり、そしてその面積が塞ぐべき孔の面積より大きい耐熱性層を含んでなり、そしてとりわけ接着性である側の中心部に熱活性化性接着剤フィルムの第一セクションを含んでなり、その際その表面は塞ぐべき孔の面積より大きくそして基層の表面よりは小さい。該スタンプ成形製品は、孔が第一セクションにより本質的に覆われるように塞ぐべき孔の上に配置される。 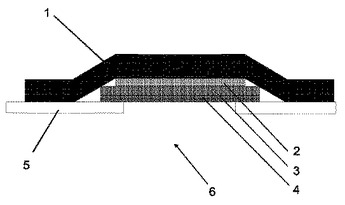 (もっと読む)
(もっと読む)
エアーパッキング装置の製造方法及びシステム
【課題】 製品を梱包するためのエアーパッキング装置を、高効率的に且つ高信頼性をもって製造する方法及びシステムを提供する。
【解決手段】 本製造方法は、以下のステップを有する:チェックバルブ用熱可塑性フィルムを第1エアパッキング熱可塑性フィルムの上に重ね合わせ;2つの熱可塑性フィルムを結合させてそれらを加熱することにより複数のチェックバルブを形成し;第2エアパッキング熱可塑性フィルムを第1エアパッキング熱可塑性フィルムの上に重ね合わせ;それらの熱可塑性フィルムを第2ヒーターで加熱して結合させて、それぞれがチェックバルブを有する複数の空気コンテナを形成する。熱可塑性フィルムとヒーターとの間に設けられた熱耐性性フィルムは、各結合ステップの直後に、熱可塑性フィルムの移動方向と反対の方向に移動される。
(もっと読む)
レンチキュラーレンズシート製造システム
【課題】本発明は、レンチキュラーレンズシートのシート単位の品質情報管理、製造履歴管理を実現する事を目的とする。
【解決手段】板材の表面へ表面処理層を形成する工程において、表面処理層形成後の板材上に、板材のシリアル情報を付ける手段を有する表面処理層形成装置と、ブラックストライプ(BS)ロールと板材を貼り合わせ、レンチキュラーレンズシートを製造する貼り合わせ工程において、シリアル情報を読取る手段を有する貼り合わせ装置とを有する事を特徴とするレンチキュラーレンズシート製造システムである。
(もっと読む)
超音波溶着装置および方法並びにケース部材
【課題】高い接合位置精度を確保でき、異常変形などの溶着不具合が発生しない、超音波溶着装置および方法並びに該超音波溶着方法で使用されるケース部材を提供すること。
【解決手段】溶着用受け台ベース31と、位置決め手段32,33と、溶着用ホーン35とを備え、第1ケース部材2は、ホーン当接面3aから溶着リブ7へ超音波振動を伝達する伝達部(側壁)3と、テーパー状位置決め部8に伝達される振動を減衰するための減衰手段(薄肉部)9とを有し、第2ケース部材20は、溶着リブに当接する溶着面24aを有し、位置決め手段32,33は、溶着用受け台ベース31に設けられると共に、テーパー状位置決め部に合うテーパー部33cを有し、第2ケース部材20と第1ケース部材2を溶着用受け台ベース31にセットし、テーパー状位置決め部8と位置決め手段32,33により位置決めしながら、第1ケース部材2と第2ケース部材20の溶着を行う。
(もっと読む)
パッケージを製造する方法及び装置
パッケージを製造する方法及び装置が提供される。この方法は、誘導加熱可能な材料の少なくとも1つの層を含む熱可塑性プラスチック被覆されたパッケージ材料シートの筒状の第1パッケージ部分を準備する工程を含んでいる。第1パッケージ部分はシートの対向する2つの縁部分の間に封止された第1継目を有している。この方法はさらに、第1パッケージ部分と第2パッケージ部分とを互いに接合し、第1継目と第2継目とは互いに交差するようにする工程を含んでいる。この方法はさらに、導体が第2継目に沿って延びるように互いに沿って延在する少なくとも2つの導体を含む誘導加熱手段を配置し、誘導加熱手段に誘導電流を供給することによって、第2継目を封止する誘導加熱手段を配置する工程を含んでいる。誘導電流は導体によって第2継目に沿って前記少なくとも2つの導体内の反対方向に導通される。  (もっと読む)
(もっと読む)
樹脂接合体及びプロセスカートリッジ
【課題】 2個の樹脂成形品の位置決め固定をスペース効率よく行うことが可能な樹脂接合体及びこれを用いたプロセスカートリッジを提供する。
【解決手段】 第一の樹脂成形品22と第二の樹脂成形品40の間に形成された接合部に溶融樹脂70が注入されて前記第一の樹脂成形品22と前記第二の樹脂成形品40とが結合される樹脂接合体において、前記第一の樹脂成形品22は前記接合部まで溶融樹脂を導く注入流路50aが形成された注入凸部50を有し、前記第二の樹脂成形品40は前記注入流路50aから注入される溶融樹脂70を受ける注入凹部60を有し、前記注入凸部50と前記注入凹部60の一部を当接させて前記第一の樹脂成形品22に対する前記第二の樹脂成形品40の位置決めを行うことを特徴とする。
(もっと読む)
クッションパッドの製造方法及び製造装置
【課題】 クッションパッド本体とこの表面に貼り付けられるスラブパッド等の板状部材とからなるシート用クッションパッドの製造方法及び製造装置において、所定の物性のクッションパッドを確実に得られるとともに、板状部材を貼り付ける位置精度を確保することができ、また、貼り付けのための労力を軽減することができるものを提供する。
【解決手段】貼り付け用圧締装置1を用いて位置決め及び貼付を行う。下側の圧締盤11の各凹嵌部15にそれぞれスラブパッド3を嵌め込んで固定する。このスラブパッド3には、表皮4を係止する係止部21の位置を示すためのノッチ31を予め設けておく。一方、上側の圧締盤12の凹嵌部16にクッションパッド本体2を嵌め込む。次いで、スラブパッド3の表面、及び、クッションパッド本体2における貼り付け予定個所に、スプレーノズル14でもって接着剤を塗布し、この後、圧締を行って、貼付を行う。
(もっと読む)
2つの物体を連結する方法および対応する連結要素
第1および第2の物体(1および2)は、少なくともその遠位端および近位端(8.1および8.2)の領域において熱可塑性の材料を含む連結要素(8)の助けによって連結される。互いに面している2つの隠し穴(5および6)が2つの物体(1および2)に与えられ、連結要素(8)の遠位端および近位端(8.1)が隠し穴の底面に接し、かつ2つの物体(1および2)間に間隙(9)があるように、連結要素(8)が隠し穴に位置決めされる。このアセンブリは次に支持部(3)とソノトロード(4)との間に位置決めされる。ソノトロード(4)が振動される間、ソノトロード(4)および支持(3)は互いの方へ強制され、熱可塑性特性を有する材料の少なくとも一部を液化し、そこで、連結要素端部(8.1および8.2)が穴(5および6)の底面に対して押付けられ、液化された材料が、穴表面の孔、凹凸、または穴表面に与えられる開口部に浸潤することが可能になり、このように連結要素端部(8.1および8.2)を物体(1および2)に固定する。連結要素の両端(8.1および8.2)において適切に類似した固定特性を達成するために、連結要素(8)の遠位端(8.1)は連結要素の近位端(8.2)よりも面の面積が小さく、かつ、より熱可塑性でない材料を含む。 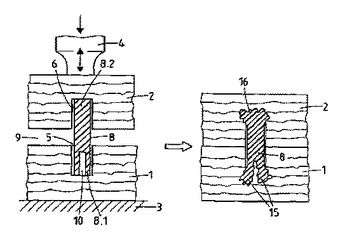 (もっと読む)
(もっと読む)
車輌用灯具の製造方法及び車輌用灯具の製造装置。
【課題】 押さえ治具を使用することによりレンズの溶着部とハウジングの溶着部とを確実に接触させると共に、レンズとハウジングとの接合部におけるレーザー光照射時の照射エネルギーがほぼ一定になるようにする。
【解決手段】 前面が開口したハウジング2に上記前面開口を覆うようにレンズ3をレーザー溶着により固定する車輌用灯具の製造方法において、レンズの溶着部とハウジングの溶着部とが当接された箇所にレーザー光18を照射する際に、少なくともその一部において押さえ治具11のレーザー透過部16及びレンズのレーザー透過部を透過してレーザー光が照射され、上記押さえ治具のレーザー透過部及びレンズのレーザー透過部を透過してレーザー光が照射される部分の連続する区画において、上記押さえ治具のレーザー透過部の肉厚とレンズのレーザー透過部の肉厚との和がレーザー光走査方向においてほぼ一定である。
(もっと読む)
容器の溶接方法
本発明は、プラスチック容器の製造方法であって、中空ボデー(1)の内面にわたって湾曲面を形成する平坦でフレキシブルな部品(5)の端面を把持する段階を含んでいるプラスチックコンテナの製造方法に関するものである。本方法は、前記部品(5)の前記端面が前記中空ボデーの前記内面に接触して位置決めされている段階と;前記部品(5)の前記端部を前記中空ボデーの前記内面に対して当接させるような半径方向の力を前記部品に発生させるように、前記部品に対して前記部品の表面に直交する方向にスラスト力又は引張力を作用させる段階とを;含んでいる。  (もっと読む)
(もっと読む)
高気密性プラスチックチャックの製造方法および高気密性プラスチックチャック
【課題】 プラスチックチャックの長手方向に延びる易剥離プラスチック層を有するプラスチックチャックにおいて、超音波により易剥離プラスチック層を溶着するとともに、溶着部の剥離強度が一定範囲であるような高気密性プラスチックチャックを連続的に製造する方法を提供する。
【解決手段】 係合部またはその近傍にプラスチックチャックの長手方向に延びる易剥離プラスチック層を有しているプラスチックチャックCにおいて、前記係合部を係合状態として、超音波ホーンH−1とアンビルA−1との間にプラスチックチャックの易剥離プラスチック層が存在する箇所を挿入し、超音波ホーンとアンビルとの間隔Lを前記係合状態のプラスチックチャックの最大厚さHに対してH≧L≧0.85Hの間隔に一定に保持し、この状態で超音波を用いて前記易剥離プラスチック層を溶融接着する。  (もっと読む)
(もっと読む)
管状フィルムのロールを交換する方法
【課題】管状フィルムのロールを交換する方法
【解決手段】リール(1)上に帯状形式で巻回されたフィルムチューブ(2)の開始部分(3)を、後続の処理ステーション、特に梱包システムへと延びている第2フィルムチューブ(5)の終端部分(4)と、少なくとも部分的に帯状形式で結合する方法であり、この場合、上方旋回タブ(3a、3b、4a、4b)の夫々の少なくとも1つは、切断部を、結合される2つのフィルムチューブ(2、5)の開始部分(3)および終端部分(4)内に、終端部分(4)のタブ(4a、4b)が開始部分(3)のタブ(3a、3b)の上に配置された状態で配置し、重なり合ったタブ(3a、3b、4a、4b)を耐引張方式で相互に結合することで形成される。ここでは、フィルムチューブ(2、5)の開始部分(3)および終端部分(4)の耐引張接続部は溶接によって形成され、超音波に基づいた溶接方法が好ましい。  (もっと読む)
(もっと読む)
導管の融着方法
導管のための融着方法が開示される。この方法は、第1導管部分(10)の第1端縁(18)を第2導管部分(12)の第1端縁(20)に対して取り外し可能に位置決めする工程と、第1導管部分(10)の端縁(18)と第2導管部分(12)の端縁(20)を互いに面削り(facing)する工程と、第1導管部分(10)の端縁(18)と第2導管部分(12)の端縁(20)を位置合わせする工程と、第1導管部分(10)の端縁(18)と第2導管部分(12)の端縁(20)のうち少なくとも一部を溶融する工程と、第1導管部分(10)の溶融端縁を第2導管部分(12)の溶融端縁に接当させる工程と、これら互いに接当された端縁間の圧力を維持することによって融着接合領域(22)を形成する工程と、その結果、融着接合領域(22)の周囲に延成される外側ビードの少なくとも一部を除去する工程とを含む。この方法を使用するための融着装置(14)も開示される。  (もっと読む)
(もっと読む)
超音波溶着装置、情報記録媒体製造装置、超音波溶着方法、物体およびカートリッジケース
溶融した材料で形成された部位が破断したり、過大に突出したりすることを回避する。 超音波発振部3と、記録媒体用ケース(上ケース11aおよび下ケース11b)における取付用ボス22aの先端部に当接する当接面が梨地加工されると共に超音波発振部3によって生成された超音波が伝達されるホーン4と、ホーン4を記録媒体用ケースに対して接離する方向で移動させる移動機構2とを備えている。これにより、溶融した材料の当接面に沿った広い範囲への流れ出しや溶融した材料で形成された部位に対する深い凹部の形成を回避することができる。 (もっと読む)
縦長形状体のための継ぎ構造
本発明は、エラストマー、特に架橋および/または熱可塑性エラストマーと、少なくとも1つの補強層と、採用随意に少なくとも1つの引張支持体(3)とを備え、かつ、少なくとも1つの補強層の2つの末端が少なくとも1つ接合箇所(2)に配置されている、少なくとも1つの接合箇所(2)を有するコンベアシステムのためのエンドレスベルト形引張要素(1)に関する。挿入部品(6)が接合箇所(2)においてその2つの端部の間に配置され、引張要素の縦方向伸長部に対して角度αで隣接配置され、更に少なくとも1つの補強層の末端は挿入部品(6)と重なり合う。 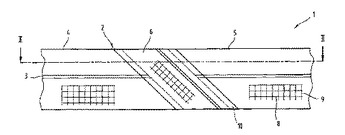 (もっと読む)
(もっと読む)
フランジの接合方法
【課題】流体が接合部分を通ってシステムに流入および流出することを防止する。
【解決手段】本発明は、流体システムの2つの要素部品を結合する方法に関する。該方法は、第一のフランジ130、230、330、430、530を第一の流体要素部品100、200、300、400上に形成する工程と、第一のフランジを、第二の流体要素部品上に形成された第二のフランジ531、537、535、533、539と突合せ位置関係に配置する工程とを含んでいる。該突合せ位置関係は、流体要素部品の各管路部分が軸方向に配列されるものである。次にフランジを互いに接合して、接合部分が管路を取り囲み、流体が該接合部分を通ってシステムに流入および流出することを防止する。このタイプの接合部はまた、第一および第二の要素部品を流体的に連通させる。該流体システムは、靴80の靴底構造82内に組み込むことができる。
(もっと読む)
壁面材の製造法
【課題】側端面を一定角度に切断した二枚の板材1a,1bを突き合わせて、高周波誘電加熱によって接着する窯業系サイジング材などの壁面材1の製造法において、長寸法のものであっても全長にわたって良好な接着状態を実現することができる方法を提供することを目的とする。
【解決手段】板材1a,1bは、接着すべき姿勢を保つ受け台3上に載置し、板材1a,1bの接着面に近接した左右両側を上下方向押圧手段と左右方向押圧手段で押圧し、接着面を高周波誘電加熱によって加熱する。上下方向押圧手段では板材に下方向の分力と接着面を押圧する分力が作用し、左右方向押圧手段によっては上方向の分力と接着面を押圧する分力が作用する。板材に対する下方向の分力と上方向の分力が相殺され、接着面を押圧する力が効果的に作用し、良好な接着状態を実現することができる。
(もっと読む)
261 - 279 / 279
[ Back to top ]