
Fターム[4F211TJ29]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 供給の調整 (467) | 供給位置の (411)
Fターム[4F211TJ29]の下位に属するFターム
複数の予備成形品の配置 (132)
Fターム[4F211TJ29]に分類される特許
121 - 140 / 279
接合構造体、接合方法及びレーザ加工装置
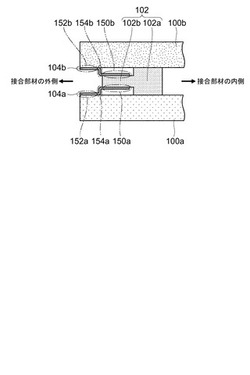
【課題】接合部材の接合部などに発生する応力を低減あるいは緩和できる接合構造体、接合方法及びレーザ加工装置を提供する。
【解決手段】少なくともいずれかがレーザ光に対して透過性を有する第1及び第2の接合部材と、前記第1の接合部材と前記第2の接合部材との間にこれらに当接可能に設けられ、前記第1の接合部材と前記第2の接合部材との間の隙間を確保する小片部と、前記第1の接合部材と前記第2の接合部材とにそれぞれレーザ光により接合され、前記第1の接合部材と前記第2の接合部材とを結合する弾性体と、を備えたことを特徴とする接合構造体が提供される。
(もっと読む)
振動溶着装置

【課題】樹脂母材に対して融点が互いに異なる樹脂部材を振動溶着する場合等において、溶け込み量を均等にする。
【解決手段】相対的に振動するベース板12及び振動板14との間には、インストルメントパネル20と、収納ボックス22及びダクト部材24とが層状に挟み込まれる。収納ボックス22はTPO材からなり、ダクト部材24は、TPO材に比して高融点のPP材からなる。収納ボックス22の溶着部26bは載置部32fによって支持され、一方、ダクト部材24の溶着部28bは載置部32a〜32e、32g、32hによって支持される。ベース板12と載置部32a〜32hとの間にはシム40が介装され、このシム40の厚みが種々調整されることにより、載置部32a〜32eの上端面が適切な位置に設定される。
(もっと読む)
積層フィルムの連結装置
【課題】フィルムの構成のいかんにかかわらず、フィルムどうしを強固に連結することができ、しかも、カラーテープ等の貼着の必要なしにフィルム連結部の簡易な検出を可能とするフィルム連結装置を提供する。
【解決手段】ストラップフィルム3の表裏いずれかのシーラント層を、先行と後行の各繰出しフィルム1,2の突き合わせ姿勢の下で、融着させて両繰出しフィルムを連結するものであって、先行繰出しフィルム1と後行繰出しフィルム2の部分重ね合わせ状態で、テーブル4上に保持する押圧手段と、上方側に配置されたシールバーユニット5に設けたカッター刃6と、ヒータ線13を具えるテーブルの駆動手段と、両繰出しフィルムの下面側でヒータ線上にストラップフィルムを敷設する治具7と、シールバーユニットの駆動手段と、両繰出しフィルムの端部をストラップフィルムとともにヒータ線に押圧する駆動手段と、を設けてなる。
(もっと読む)
ラミネート装置
【課題】ラミネート部が複数有するラミネート装置において、ラミネート装置を小型化すると共に、被加工物を生産する効率を向上させることを目的とする。
【解決手段】上チャンバ13a及び下チャンバ11aにより構成され、前記下チャンバ11aに設けられた熱板11b上に被加工物を配置し、前記熱板11bにより加熱した前記被加工物を、前記熱板11bと前記上チャンバ13aに設けられた押圧部材13bとで挟圧してラミネート処理するラミネート部10を上下方向に複数、有し、前記複数のラミネート部10は、相互に独立してラミネート処理を行う。
(もっと読む)
管内作業ロボット
【課題】枝管開口部を塞いでいる管ライニング材を切削して本管から枝管への開口部を形成する。
【解決手段】本管60の管ライニング材62に加圧流体あるいは加圧粒状物を噴射して該管ライニング材を切削する切削ノズル30を設け、その切削ノズルを、垂直軸(z)を中心に回転させる回転機構23に取り付ける。切削ノズルの回転中心を位置決めし、該位置決めされた位置を中心として切削ノズルを回転させながら、切削ノズルから噴射される加圧流体あるいは加圧粒状物により枝管61の開口部61bを塞いでいる管ライニング材62を切削し、本管から枝管に連通する開口部を形成する。
(もっと読む)
ベルト部材の製造装置および方法
【課題】所定角度および長さで切断したベルト材どうしを接合し、種々の所定コード角度の幅広のベルト部材を円滑に製造するベルト部材の製造装置および方法を提供する。
【解決手段】保持部5に載置したベルト材Bを、任意に設定された送り出し角度bで、引取りコンベヤ2に向って送り出し、ベルト材Bの先端を、送り出し角度bおよび送り出し長さLに応じて移動させた位置決め手段6の当接部7に当接させ、ベルト材Bの先端部を押え部8で引取りコンベヤ2上に押えつけ、この状態で保持部5を引取りコンベヤ2上から後退させ、この送り出したベルト材Bを、切断手段9で引取りコンベヤ2の長さ方向に沿って切断し、切断したベルト材Bを引取りコンベヤ2で所定距離搬送する工程を繰り返し、順次、引取りコンベヤ2上に切断したベルト材Bを並んで載置し、載置したベルト材Bの隣合う端部どうしを接合手段10で接合する。
(もっと読む)
フィルムの延伸設備及び延伸方法
【課題】フィルムの接合方式を切り替え可能にすること。
【解決手段】オフライン延伸設備の接合部12に、ヒートシーラ装置50と、テープ接合装置60とを備える。切替スイッチ74aを操作して熱溶着接合方式に設定した場合にはヒートシーラ装置50が駆動し、テープ接合方式に設定した場合にはテープ接合装置60が駆動する。製品として大量製造するときには熱溶着接合方式に切り替え、試験的に少量製造するときにはテープ接合方式に切り替える。
(もっと読む)
チタン製部材と定形樹脂材の接続方法および燃料電池用セパレータの製造方法
【課題】チタンまたはチタン合金からなるチタン製部材と樹脂層とが接着されたユニットの製造方法に関し、双方の剥離を効果的に抑止することのできる、チタン製部材と定形樹脂材の接続方法および燃料電池用セパレータの製造方法を提供する。
【解決手段】2枚の面材71,73を間隔を置いて対向させ、該間隔に冷却水用の流路が形成されてなる燃料電池用のセパレータの製造方法であり、面材71,73をチタンまたはチタン合金から製造する過程で該面材表面に形成される炭化チタン層もしくは窒化チタン層を少なくとも除去する第1の工程と、炭化チタン層もしくは窒化チタン層が除去された2つの面材71,73の対向面に、冷却水および/またはガスをシールするための樹脂層72を形成する第2の工程と、からなるものである。
(もっと読む)
粘着フィルム位置検出器および粘着フィルム貼付装置
【課題】基板への粘着フィルム貼付装置において、粘着フィルムおよびベースフィルムの着色の有無、及び着色の濃さ、並びに透明度に関係なく、粘着フィルムを基板上に貼付けるための位置検出器および粘着フィルム貼付装置を提供すること。
【解決手段】
粘着フィルム5の端部に対して斜め方向から光を照射し、その端部より散乱反射した反射光を粘着フィルム5の垂直方向に設置されたCCDカメラ11にて撮像する。粘着フィルム5の背景には黒色のプレート13が配置されているので、粘着フィルム5の端部のみが反射光により白く映し出される。この端部のラインを基に粘着フィルム5の位置決めを行う。粘着フィルム5の端部からの反射光を利用するので、粘着フィルム5および粘着フィルムが貼られているベースフィルム3の着色の有無または色の濃さに関係なく正確な位置決めをすることができる。
(もっと読む)
振動溶着方法
【課題】樹脂母材に対して異なる材質の2以上の樹脂ワークを1回の工程で同時に溶着することができ、十分な溶け込み深さが得られるとともに、デフォームの発生を抑制する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部20aにはウレタン材の保護材24が設けられている。保護材24の厚みは、収納ボックス14は比較的低融点の材質であり、ダクト部材16は比較的高融点の材質である。保護材24の厚みA1、A2は、支持する箇所の樹脂ワークの材質により異なる。
(もっと読む)
振動溶着方法
【課題】溶着部における樹脂母材の傾斜角度の影響を低減して、溶着品質の向上を図るとともに、傾斜角度の異なる複数の溶着部を1回の工程で同時に溶着する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部21a〜21fにはウレタン材の保護材24が設けられている。保護材24の厚みA2、A3及びA4は、支持する箇所におけるインストルメントパネル12と載置部21a〜21eとの接触面の傾斜角度θ1及びθ2に基づいて設定されている。
(もっと読む)
便器
【課題】合成樹脂製の便器を簡単強固に且つ正確に組み立て固着できる便器を提供する。
【解決手段】本願発明の便器は、スカート部2とボウル部3とリム部4とからなる合成樹脂製の便器1において、スカート部2の上端部21の内周縁部に上側段部221と下側段部222とからなる接合段部22を階段状に形成し、ボウル部3の上端縁部に上方に突出する支持突片31と該支持突片31の頂面からやや下方に位置する外周面から外方に突出する接合突片32とを形成し、リム部4の下面に下方に突出する溶着突片41を形成し、スカート部2の下側段部222にボウル部3の接合突片32を載置固着すると共に、スカート部2の上端部21とボウル部3の支持突片31と間に有底溝部5を形成し、更に、リム部4の溶着突片41を有底溝部5に振動溶着してなることを特徴とする。
(もっと読む)
ベルトの継手加工方法
【課題】接合部分の平面性を容易に確保でき、かつ割れが生じにくい継手加工方法を提供する。
【解決手段】ベルトは、芯体層26と、芯体層26の上面26U、下面26Dそれぞれに積層される第1及び第2の表面層27、28とを備える。ベルト20は両端部20A、20Bを継ぎ合わして形成された無端状のベルトである。第1及び第2の表面層27、28の端面同士を突き合わせる位置は、芯体層26の端面26A、26Bを突き合わせる位置とベルト長手方向L’において異なる。第1及び第2の表面層27、28の端面はテーパー面に形成される。芯体層の両端面26A、26Bはフィンガー状に形成される。芯体層の両端面26A、26Bは、幅方向における挟圧によって接合される。
(もっと読む)
光学フィルム積層体の製造方法
【課題】光学的な指向軸が所定角度を成すようにして3層以上の光学フィルム積層体を製造する場合において、使用する光学フィルムの面積歩留を向上させ、また、作業性を向上させる。
【解決手段】長尺状の第一の光学フィルム10をその長手方向と交差する切断線で切断してなる、第一光学フィルム片を互いに隣接させつつ略帯状に配置して光学的な指向軸が長手方向と交差する第一フィルム層を形成する形成工程1と、長尺状の第二の光学フィルム20をその長手方向と交差する切断線で切断してなる、第二光学フィルム片を互いに隣接させつつ略帯状に配置して光学的な指向軸が長手方向と交差する第二フィルム層を形成する形成工程2と、第三の光学フィルム30からなる第三フィルム層、前記第一フィルム層及び前記第二フィルム層を積層した状態で複数の光学フィルム積層体に切断する切断工程6とを備えた、光学フィルム積層体の製造方法による。
(もっと読む)
紙カップ用超音波溶着装置、超音波ホーン、カップ受け金型ならびにこれを用いた紙カップの製造方法
【課題】一定の仕上り寸法のフランジ部を有する紙カップを安定して生産できる超音波溶着装置、超音波ホーン、カップ受け金型及びこれらを使用した紙カップの製造方法。
【解決手段】超音波ホーンは、先端外周部にトップカール部を挿入可能な溝部を有し、溝部の外側円筒面は超音波ホーンの可動方向に対して平行であり、かつ内周寸法がカップフランジの仕上がり外径寸法に等しい外径規制つばを形成し、カップ受け金型は、紙カップを保持する空間と、上端がドーナツ状のカップ受けとを有し、カップ受けは、上端部の内径が、紙カップのトップカール部直下の外径にほぼ等しく、外周面は前記超音波ホーンの可動方向に対して平行であり、外径は超音波ホーンの溝部の外側円筒面に嵌合可能な寸法であり、超音波ホーンの溝部の底面とカップ受け金型のカップ受け上面とで、紙カップのトップカール部を圧締してカップフランジ部を成形する超音波溶着装置である。
(もっと読む)
超音波溶着装置
【課題】加工時の超音波ホーンのずれを防止し、良好な加工結果を得られる超音波溶着装置を得る。
【解決手段】被加工物の加工時に、ホーン8の振動における節の位置を支持するガイド9を設ける。ホーン8が被加工物方向に移送され、被加工物に当接して加工を行う際、ガイド9のガイドローラ10は、ホーン8の節の位置を支持する。これにより、ホーン8により被加工物への荷重が加えられてもホーン8の心ずれが防止され、被加工物の良好な加工結果が得られる。
(もっと読む)
プラスチック段ボール箱の溶着装置及びプラスチック段ボール箱の製造方法
【課題】 本発明は、複数のプラスチック平板から構成されるプラスチック段ボール箱を組み立てた状態で、所定の溶着箇所の全てを同時溶着してプラスチック段ボール箱を形成する為のプラスチック段ボール箱の溶着装置及びプラスチック段ボール箱の製造方法を提供する。
【解決手段】搬送手段は2台の並設するコンベアから構成され、搬送面が四方に立設されるブロックに交会するよう設置され、複数の溶着ピンを有し、鉛直範囲を可動する溶着手段は、搬送手段の上方位置に設置され、プラスチック段ボール箱の角部を構成する外側面を、溶着ピンにて加熱溶融して貫通し、外側面の内側に位置する部材の厚さの略半分を加熱溶融して、当該両者を溶着させることで、複数の角部平面を複数の溶着ピンにて同時に溶着し、幅調節手段は、溶着装置の底部を構成し、搬送手段及び溶着手段を有する夫々のブロックの間隔を調節することを特徴とするプラスチック段ボール箱の溶着装置。
(もっと読む)
レーザー光照射条件の制御方法及びレーザー溶着加工方法
【課題】樹脂部材同士を溶着させるレーザー溶着において、高い気密性を保持しながら、良好な溶着強度が得られる、レーザー光照射条件制御方法及びレーザー溶着加工方法を提供する。
【解決手段】ポリアミド樹脂部材同士をレーザー光の照射により溶着させるに際し、該部材同士として、用いるレーザー光に対して透過率が20%以上の部材Aと、該レーザー光に対して透過率が1%以下の部材Bを用い、部材A側からレーザー光の照射を行い、下記式の関係を満たす照射条件を選定するレーザー光照射条件の制御方法、及び下記式の関係を満たすレーザー溶着加工方法である。
βX-0.7≦Y≦X-0.7 (βは部材AとBとの隙間関数で、β=1.5Z+0.4、X=d/v[sec]、Y=4×P×α/(πd2)[J/sec・mm2]であり、dはレーザー光のスポット径[mm]、vはレーザー光のスポット走査速度[mm/s]、Pはレーザー光出力[J/sec]、αは部材Aにおけるレーザー光の透過率を示す。Zは部材AとBとの隙間[mm]であり、0〜0.2の範囲である。)
(もっと読む)
樹脂部材のレーザ溶着方法
【課題】レーザ溶着する際に、レーザ透過材および吸収材の配置に制約を受けることなく両者を溶着できるようにした樹脂管の溶着方法を提供する。
【解決手段】レーザ光吸収性樹脂からなる樹脂チューブ4を、レーザ光透過性樹脂からなる樹脂継手5に外嵌して互いをレーザ溶着する際には、樹脂チューブ4および樹脂継手5の内側に、可撓性のあるレーザ光照射ノズル3を挿入して先端部を屈曲させ、先端面を樹脂継手5の内周面に向けて、樹脂継手5の内側から樹脂チューブ4側に向けてレーザ光Lを照射する。
(もっと読む)
焼結多孔性構造物及びその製法
多孔度の非常に高い構造物を製造する簡単で安価な方法を提供する。この方法は、構造物の所望の強度、多孔性、孔構造を与える複数の要素で構造物を製造することと、それから要素を共に焼結して構造物を得ることを含む。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。特定の実施形態においては、成形されたグリーン要素及び多孔性構造物が同時に焼結される。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。  (もっと読む)
(もっと読む)
121 - 140 / 279
[ Back to top ]