
Fターム[4F211TJ29]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 供給の調整 (467) | 供給位置の (411)
Fターム[4F211TJ29]の下位に属するFターム
複数の予備成形品の配置 (132)
Fターム[4F211TJ29]に分類される特許
141 - 160 / 279
レーザー光照射条件の制御方法及びレーザー溶着加工方法
【課題】樹脂部材同士を溶着させるレーザー溶着において、高い気密性を保持しながら、良好な溶着強度が得られる、レーザー光照射条件制御方法及びレーザー溶着加工方法を提供する。
【解決手段】ポリアミド樹脂部材同士をレーザー光の照射により溶着させるに際し、該部材同士として、用いるレーザー光に対して透過率が20%以上の部材Aと、該レーザー光に対して透過率が1%以下の部材Bを用い、部材A側からレーザー光の照射を行い、下記式の関係を満たす照射条件を選定するレーザー光照射条件の制御方法、及び下記式の関係を満たすレーザー溶着加工方法である。
βX-0.7≦Y≦X-0.7 (βは部材AとBとの隙間関数で、β=1.5Z+0.4、X=d/v[sec]、Y=4×P×α/(πd2)[J/sec・mm2]であり、dはレーザー光のスポット径[mm]、vはレーザー光のスポット走査速度[mm/s]、Pはレーザー光出力[J/sec]、αは部材Aにおけるレーザー光の透過率を示す。Zは部材AとBとの隙間[mm]であり、0〜0.2の範囲である。)
(もっと読む)
樹脂部材のレーザ溶着方法

【課題】レーザ溶着する際に、レーザ透過材および吸収材の配置に制約を受けることなく両者を溶着できるようにした樹脂管の溶着方法を提供する。
【解決手段】レーザ光吸収性樹脂からなる樹脂チューブ4を、レーザ光透過性樹脂からなる樹脂継手5に外嵌して互いをレーザ溶着する際には、樹脂チューブ4および樹脂継手5の内側に、可撓性のあるレーザ光照射ノズル3を挿入して先端部を屈曲させ、先端面を樹脂継手5の内周面に向けて、樹脂継手5の内側から樹脂チューブ4側に向けてレーザ光Lを照射する。
(もっと読む)
熱転写シートを用いた保護層形成方法

【課題】被転写体の全面に余白なく保護層を設けることができる、保護層の形成方法を提供する。
【解決手段】前記熱転写性保護層及び/又は前記接着層に、検知器によって検知し得る検知剤を含有した熱転写シート、あるいは、前記熱転写性保護層と前記接着層との間に、検知剤を含む検知層を設けた熱転写シート、を準備し、熱転写シートの、被転写体に転写される部分であるパッチ部分に、ハーフカット処理を施して、前記接着層及び検知層を含めて前記熱転写性保護層までを切断し、ハーフカット処理が施された前記パッチ部分以外の熱転写性保護層を、前記シート基材の樹脂層から剥離して、前記熱転写シートから除去し、前記熱転写シートの熱転写性保護層面を被転写体に重ねて熱転写する際に、前記パッチ部分の少なくとも1カ所以上において、パッチ部分に含まれる前記検知剤又は前記検知層を検知器により検知して、パッチ部分の位置と被転写体の位置との位置合わせを行い、そして前記パッチ部分を被転写体に転写して、被転写体の表面に熱転写性保護層を設ける。
(もっと読む)
プラスチックコンポーネントの組立体を溶接するために抵抗インプラントを配置するシステム及び方法
抵抗インプラント材料を第1のプラスチックコンポーネント上に位置決めするインプラントアプリケータ及び方法。第1のプラスチックコンポーネントは、第1のプラスチックコンポーネントと第2のプラスチックコンポーネントとの間に抵抗インプラント溶接部を形成するために用いられる。抵抗インプラント材料を加熱してこれを第1のコプラスチックコンポーネントの標的表面に押し付け、それにより抵抗インプラントを定位置に仮留めする。第2のプラスチックコンポーネントを仮留めされた抵抗インプラント及び公知の仕方で形成された溶接部上に位置決めする。抵抗インプラント材料を第2の部材によって第1のコプラスチックコンポーネントに押し付ける前に電流を抵抗インプラント材料に流すことによって、或いは、抵抗インプラント材料を第1のコプラスチックコンポーネントに押し付ける前に抵抗インプラント材料を別個に加熱された表面に接触させることによって抵抗インプラント材料を仮留めのために加熱するのが良い。 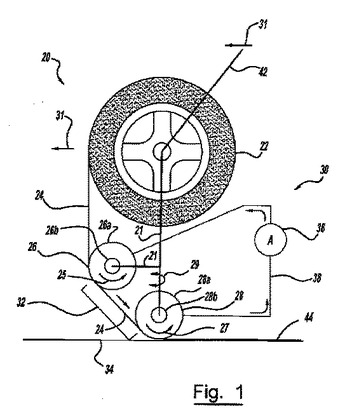 (もっと読む)
(もっと読む)
プラスチック部品の組立体のための抵抗インプラント溶接
2つのプラスチック部品を組立体に形成するための抵抗インプラント溶接を実行するための新規な方法及び構造体のセットが提供される。溶接される部品の第1の部品は、抵抗インプラントを受け入れ且つ溶接処理が実行されるまで所望の位置に保持する溝構造を含む。溶接される第2の部品は、溝構造に係合するサイズであり且つ抵抗インプラントを第1の部品に閉じ込めるランドを含む相補形構造を含む。2つの部品は、溶接前に、ランドが溝構造の中にはまるように位置決めされ、それから、位置決めされた部品は、チャネルとランドの間の境界面にあらかじめ選択された圧力を加えるプレス機内に置かれる。次に、あらかじめ選択された電流が抵抗インプラントに流される。それにより、抵抗インプラントは加熱され、溝構造とランドのプラスチック材料をそれらが抵抗インプラントを介して混合する溶融温度まで上げる。電流は止められ、溶接部は冷却されて完成状態となり、溶接された組立体はプレス機からはずされる。 (もっと読む)
多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具
【課題】プレス段内の製品間に使用する金属板へのプリプレグの樹脂流れ付着を抑制することが可能な多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具を提供する。
【解決手段】予め回路形成された内層板とプリプレグと銅箔とを組合せ積層し積層体となす工程、前記積層体を金属板を用いて、プレス段内で加熱加圧し多層化接着する工程を有する多層銅張積層板の製造方法において、プレス段内の許容範囲内で積層体(製品)と金属板を交互に積載し上蓋を被せ加熱加圧する前に、内層板とプリプレグを組合せ、さらに前記内層板とプリプレグを銅箔と組合せる際に銅箔のセット位置を規定するサイズ切替式銅箔位置規定治具1、2を使用し、加熱加圧時に発生するプリプレグの樹脂流れ量に応じて銅箔の長さを変更し加熱加圧することで、プレス段内の積層体間に使用する金属板へのプリプレグの樹脂流れ付着を抑制する、多層銅張積層板の製造方法。
(もっと読む)
感光性積層体の製造システム
【課題】加熱装置とラミネート装置との渡り部分での基板の温度低下を有効に阻止するとともに、前記基板の面内温度の均一性を向上させることを可能にする。
【解決手段】製造システム20は、加熱装置45とラミネート装置46とを備える。加熱装置45を構成する第2加熱機構78は、本体部78aに筐体96が固着されるとともに、前記筐体96内には、ラミネート装置46の近傍まで延在してガラス基板24を前記ラミネート装置46の貼り付け処理位置に搬送するための送り機構92と、前記ガラス基板24を前記貼り付け処理位置の近傍まで所定の温度に保温するための第3赤外線ヒータ90cとが配設される。送り機構92は、複数の搬送ローラ80aを備える。
(もっと読む)
加熱装置
【課題】ラミネート装置のメンテナンス等の作業が効率的且つ容易に遂行可能にする。
【解決手段】加熱装置45は、ガラス基板24を搬送するための搬送機構74と、前記搬送機構74による搬送方向に沿って配設される第1及び第2加熱機構76、78とを備える。第2加熱機構78は、本体部78aと、前記本体部78aに設けられ、ラミネート装置46の近傍まで延在してガラス基板24を前記ラミネート装置46に受け渡すための移送機構92と、前記本体部78aを前記ラミネート装置46に対して移動可能な退避機構94とを備える。
(もっと読む)
長尺状金属箔/樹脂フィルム積層シートの製造方法
【課題】薄膜の長尺状金属箔/樹脂フィルム積層シートの製造に適した製造方法を提供する。
【解決手段】長尺状金属箔3a,3b/樹脂フィルム4積層シートの製造に必要な枚数の金属箔と樹脂フィルムとを、回転軸に軸支された回転可能な上側と下側ドラム2a,2bとからなる加熱圧着装置の両ドラム間に重ね合せて供給し、加熱圧着装置を通過させて加熱圧着することにより積層シートを製造する方法であって、上側と下側のドラムとが揺動可能とされ、ドラムの前方に、金属箔及び/又は樹脂フィルムの、加熱圧着装置内での上側と下側のドラムの接触面に対して上方又は下方となる方向からの導入を案内する回転ロール8a,8bが設けられ、かつ該回転ロールの回転軸が上側または下側のドラムの回転軸に当該ドラムの揺動と同期して揺動するように接続した加熱圧着装置を用い、金属箔及び/又は樹脂フィルムを幅方向に揺動させながら加熱圧着装置に供給する方法。
(もっと読む)
防錆フイルムの貼付治具
【課題】装置本体のコンパクト化を図り、ホイール意匠の変更にも容易に対応できるようにする。
【解決手段】本発明の防錆フイルムの貼付治具は、上面に防錆フイルムを収容するための円形の凹陥部11が設けられた位置決め台1と、当該位置決め台1の凹陥部11に着脱自在に装着し得る取付け治具本体2と、位置決め台1の下方部位に所定長の支柱7を介して配設された円板状の台座3と、台座3の下部に一体的に取り付けられた吸引機4と、必要に応じて吸引機4の下部に取り付けられたキャスター5とを備えている。
(もっと読む)
車両用部品の結合構造
【課題】振動溶着を用いる車両用部品の結合構造において、母材に結合されるべき部材の母材に対する位置精度を良好に維持しながら当該部材を母材に対して強固に固定する。
【解決手段】車両用部品の結合構造が、インストルメントパネル(1)と、インストルメントパネルに結合されるべきメインブラケット(12)と、インストルメントパネルと中間部材との間に形成された位置決め部(21,22,61,62)と、インストルメントパネルとの間にメインブラケットを挟持し、かつ、インストルメントパネルに対して振動溶着されたサブブラケット(13)とを備えた構成とする。
(もっと読む)
シートパッドに対する面状部材の貼付け装置
【課題】面状部材を支持枠に効率よく組付けセット可能で、シートパッドの厚み変化があっても、面状部材がフィンガーより外れる等の不具合が発生せず、面状部材を正確に熱圧着できて作業効率を向上可能なシートパッドに対する面状部材の貼付け装置を構成する。
【解決手段】下型1と独立した別体の支持枠2を下型より着脱自在な手持ち治具として個別に備え、支持枠2の相対する各枠辺との係合により、支持枠2をシートパッドの座部面と平行姿勢に下降案内するガイドバー12a,12b、13a,13bと、シートパッドの座部面に載置した支持枠2の相対する各枠辺との係合により、面状部材を含む支持枠2をシートパッドの座部面に追従させて掛下げ係止するフックアーム14,15とを組に下型1の型面に立設した。
(もっと読む)
製袋搬送装置
【課題】フィルムの指標が厳密に等間隔に配列されていなくても、フィルムから形成される封筒を、挿入物の移動に同期するよう連続搬送できる製袋搬送装置を提供する。
【解決手段】制御装置10は、位相差を打ち消す方向に、走行手段2の速度を加速、又は減速する。例えば、挿入物Sよりも封筒Eの位置が搬送方向に対して後退し(遅れ)ている場合、走行手段2の駆動源22の回転数を上昇させ、位相差がゼロになるまで走行手段2の牽体24を加速する。反対に、挿入物Sよりも封筒Eの位置が搬送方向に対して前進(先行)している場合、走行手段2の駆動源22の回転数を減少させ、位相差がゼロになるまで走行手段2の牽体24を減速する。
(もっと読む)
シート貼着部材の製造装置
【課題】基材の底面または上面と、側面の全部または一部にシートを貼着したシート貼着部材を接着することのできる製造装置を得る。
【解決手段】第1ゾーン10〜第4ゾーン40と、各ゾーン間を移動できる搬送装置を有し、搬送装置はエアシリンダ装置50と真空吸着パッド51を備える。第2ゾーン20は接着剤噴出用のノズル22を、また第3ゾーン30は貼着用成形型31を備える。セットされた基材1は、第2ゾーン20にセットされかつ接着剤62が塗布されたシート2の上に搬送され、そこで、基材1とシート2とが仮接着される。それが、第3ゾーン30に取り付けてある貼着用成形型31内に圧入され、そこで、基材1の底面または上面と、側面の一部または全部にシート2が精緻に貼着したシート貼着部材Bとされる。シート貼着部材Bは搬送装置により第4ゾーン40に運ばれ、そこからベルトコンベア41により機外に搬出される。
(もっと読む)
複合材部品の表面に出現する不整合を最小化するための方法および装置
【課題】予備硬化複合材ストリップを複合材部品に貼付けるための方法および装置を提供する。
【解決手段】熱硬化樹脂を有する予備硬化複合材ストリップを、当て板シームが位置することが予定される複合材部品の一部分の表面上に配置する。予備硬化複合材ストリップを配置した後に複合材部品上に当て板を配置して、当て板シームを形成する。当て板を複合材部品上に配置した後に、複合材部品を硬化させてもよい。
(もっと読む)
フィンプラグ体およびその装着方法
【課題】
【解決手段】サーフィン用具と対象とするフィンプラグ体である。このフィンプラグ体は、外周部、上面および下面を有する実質的に平坦な上部部分、この上面の少なくとも一つの開口から内側に延長するサーフィン用具フィンの基部要素を受け取る少なくとも一つのフィンキャビティー、および上記下面から延長し、かつ上記の少なくとも一つのフィンキャビティーを取り囲む基部を有するフィンプラグ、および上面、下面、この上面から下面まで延長するフィンプラグキャビティー、および高密度発泡体の周りにおいて上記上面と上記下面との間に延長する連続側壁を有する高密度発泡体を有する。このフィンプラグキャビティー内にフィンプラグの基部を設け、そしてフィンプラグを高密度発泡体に固着する。
(もっと読む)
サンドイッチパネル用の締め具の要らない主要構造ジョイント
サンドイッチパネル用の締め具の要らない主要構造ジョイントを提供する技術が開示されている。一実施形態においては、本技術は、第1端部を有する第1パネルを、第2端部を有する第2パネルの近傍に位置づけして、第1及び第2端部が第1及び第2パネルの内側に内側凹部を協働的に形成し、パネルアセンブリのへこんだ内側と、内側凹部にはまるプラグの少なくとも一つに接着剤を塗布し、内側凹部にプラグを挿入し、当該プラグが、内側凹部を越えて延び且つ第1及び第2パネルの隣接する部分と重なるキャップを含み、スプライスと内側の反対側である外側のうちの少なくとも一方に接着剤を塗布し、外側にスプライスを取り付けるステップを含む。  (もっと読む)
(もっと読む)
ベルト先端部加工装置
【課題】ベルトの作業効率を大幅向上させることができるベルト先端部加工装置を提供する。
【解決手段】ベルトを少なくとも1ステップ以上ステップ移送させる移送部と、上記ベルトの先端部を所定形態で切断する切断部4、6と、切断部からステップ移送されたベルトの切断された先端部を融着させる融着部7とを含む。望ましくは、切断部4、6はベルトを多段階で切断することを特徴とする。このような切断部4、6は、ベルトの厚みの一部を切断する第1超音波切断機4と、第1超音波切断機4から移送部のステップ移送間隔だけ離隔して配置され、ベルトを完全に切断する第2超音波切断機6とを含む。
(もっと読む)
マットエンボス加工ポリエチレンフイルムのラミネート方法
【課題】 デザイン性がよく、内容物の柔らかさを包装体として感触表現し、印刷安全性も優れたマットエンボス加工ポリエチレンフィルムのラミネート方法を開発する。
【解決手段】 貼り合わせ前のマットエンボス加工ポリエチレンフィルム1を原反巻表面Xに、駆動ローラー2を密着させ、該フィルムの繰り出しを行い、その後、上・下方向からフィルム全幅を保持するローラー3a、3bを設け、その間に挟み込まれた状態で繰り出し速度と同速にて、接着剤塗布ローラー4へ供給し、該フィルムに接着剤5を塗布した後、進行方向とは逆向き方向から、フィルム速度と同速で繰り出す低密度プリエチレンフィルム6と貼り合わせると同時に、これらフィルム1、6速度よりも1〜3%程度表面速度を下げた押さえローラ7によって強く貼り合わせを行うと同時に、フィルム1、6の厚みが増すことでのローラー表面の周速度を増加させて貼り合わせ一体化させることを特徴とする。
(もっと読む)
貼付シートのツノ消し治具及びそれを用いた貼付シートのツノ消し方法
【課題】基材が塩化ビニル系樹脂シート及び非塩化ビニル系樹脂シートのいずれの貼付シートにおける折り込み部のツノも、効果的になくすことができる貼付シートのツノ消し治具、及びそれを用いた貼付シートのツノ消し方法を提供する。
【解決手段】先端にツノ消し用圧着部を有する棒状シャフトと、前記圧着部を高温に加熱するためのヒーターと、その温度を制御する温度コントローラーを有する貼付シートのツノ消し治具、及びこの治具を用い、該治具の所定温度に加熱された圧着部を、貼付シートのツノ部に押し当てることにより、該貼付シートのツノ部をなくす貼付シートのツノ消し方法である。
(もっと読む)
141 - 160 / 279
[ Back to top ]