
Fターム[4F213WA54]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 成形後に行われるもの (367)
Fターム[4F213WA54]に分類される特許
201 - 220 / 367
セミフィニッシュレンズの製造方法、セミフィニッシュレンズおよびプラスティックレンズの製造方法

【課題】熱可塑性を有する樹脂材料で形成され、形状精度に優れた第1面を有するセミフィニッシュレンズの製造方法、セミフィニッシュレンズ、このセミフィニッシュレンズを原料とし、第2面が所望の形状に加工されたプラスティックレンズの製造方法を提供する。
【解決手段】光学的に仕上げられた第1面1Aと、後加工される第2面1Bと、を有するセミフィニッシュレンズ1の製造方法であって、片面が光学的に仕上げられた光学面10Aとされている光学基材10を得る基材形成工程と、光学基材10から型を外す離型工程と、光学基材10の光学面10Aに、光学基材10のガラス転移点以下の温度で硬化するコーティング層2を設けるコーティング層形成工程と、光学基材10を、光学基材10のガラス転移点以上の温度で加熱するアニール工程と、を備える。
(もっと読む)
ローラ部材の製造方法

【課題】本発明の目的は、リングヘッドによる乾燥工程において、塗工欠陥による外観不良を抑えることで画像不良を防ぎ、高品質なローラ部材を安定して製造するローラ部材の製造方法を提供することである。
【解決手段】軸芯体と、その外周に形成された弾性層と、該弾性層の外周に形成された表面層とを有するローラ部材の該表面層を、リングヘッドにより形成するローラ部材の製造方法において、表面層形成用塗料を塗布するのと同時に塗布表面層に気体を吹きかけ乾燥させる乾燥工程を有し、該表面層形成用塗料の主溶剤の相対蒸発速度rと、該塗料が塗布された直後のゴムローラ近傍の風速vが、
5≦rv≦200
r:主溶剤の相対蒸発速度(酢酸ブチルを1とする)
v:ゴムローラ近傍の風速(m/min)
を満たすことを特徴とするローラ部材の製造方法。
(もっと読む)
3次元構造体の作製方法、およびその作製装置
【課題】3次元構造体を比較的短時間で形成すること、あるいは、形状だけでなく機能も
併せて満たすラピッドマニュファクチュアリング技術を実現すること。
【解決手段】3次元構造体の作製方法が、(A)所定の外形状を有するとともに、少なく
とも一部が第1の機能液を含有している第1の多孔質性シートに、第2の多孔質性シート
を重ねる工程と、(B)前記第2の多孔質性シートの少なくとも所定形状で囲まれた範囲
を前記第1の多孔質性シートに接着する工程と、(C)前記第2の多孔質性シートを前記
所定形状に加工する工程と、(D)前記(B)の後で、前記第1の多孔質性シートと前記
第2の多孔質性シートとを介して前記第1の機能液と第2の機能液とが接触するように、
前記第2の多孔質性シートの前記範囲の少なくとも一部に前記第2の機能液を含有させる
工程と、を包含している。
(もっと読む)
ゴムローラの製造方法
【課題】長期間、使用してもローラや搬送治具のゴムかす付着や汚れが生じることなく、安定して生産することができるゴムローラの製造方法を提供することにある。
【解決手段】(1)未加硫ゴムローラを準備する工程と、(2)把持治具により未加硫のゴム材料の部分を把持しながら未加硫ゴムローラを、加熱炉内を移動させることにより、未加硫のゴム材料を加硫して弾性層を形成する工程と、(3)把持治具により把持した弾性層の部分を除去する工程と、を有することを特徴とするゴムローラの製造方法。
(もっと読む)
眼科用器具製造のための金型
目の中または上で用いる少なくとも一つの眼科用器具製造用の金型組立品が開示され、該金型組立品は、結合可能な一対の金型部品(30、40)を含み、該金型部品の少なくとも一つが、ポリマー主鎖と、過酸化物官能基を有し該ポリマー主鎖に共有結合した1以上のペンダント基とを含む高分子樹脂から作製される。 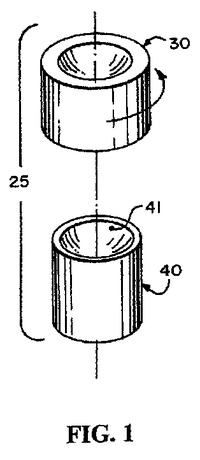 (もっと読む)
(もっと読む)
3次元大型造形物の作製方法
【課題】従来の作製範囲を超えるサイズの造形物を作製することができ、材料の消耗を減らすとともに、パート間の堅固な組立てが可能になる3次元大型造形物の作製方法を提供する。
【解決手段】3次元造形物に対する3次元形状データを取得する第1段階S110と、3次元形状データを最終的な造形物の作製に必要なサイズに変換する第2段階S120と、サイズが変換されたデータを造形物の内部を空洞化する空洞形態シェルデータに変換する第3段階S130と、シェルデータを従来の高速プロトタイピングによって作製することのできるパートデータのサイズ範囲に分割する第4段階S140と、それぞれのパートデータを高速プロトタイピングによって造形して、各造形パート物に作製する第5段階S150,S160と、作製された各造形パート物を組立てて造形物を完成する第6段階S170を包含してなる3次元大型造形物の作製方法。
(もっと読む)
レンズ組立体の製造方法およびこのような組立体を備えたカメラ
以下の段階、i)第一の、液体の、UV硬化性組成物(2)を、規則正しく間隔を空けた凹部(6)を備えた第一の金型(1)に導入することと、ii)UV照射により前記第一の組成物を硬化して、互いに隣り合って配置されたレンズを含む第一のレンズ素子を得ることであって、得られたレンズ素子の表面は凹部の表面のネガになっていることと、iii)第二の、液体の、UV硬化性組成物(5)を、段階ii)で硬化した第一の組成物に塗布することと、iv)第二の金型(4)を段階iii)で塗布した第二の組成物上に置くことであり、第二の金型は、第二の組成物で満たされるような様式で規則正しく間隔の空いた凹部(7)を備えることと、v)UV照射により第二の組成物を硬化して互いに隣り合って配置されたレンズを含む第二のレンズ素子を得ることであって、得られたレンズ素子の表面は凹部の表面のネガになっていることと、およびvi)おそらくは、第一および/または第二の金型を取り外すことと、を行うことを特徴とする、複製方法を用いたレンズ組立体の製造方法。  (もっと読む)
(もっと読む)
光沢を有する透明部品の製造方法
【課題】発光状態を表現する部品として、見栄えの良い光沢を有する透明部品を製造する方法を提供する。
【解決手段】透明部品の製造方法であって、ホログラムシートをラミネート加工する加工工程と、前記ラミネート加工がなされたシートに凹凸を付加する成形工程と、前記成形がなされたシートを、所定形状に切り抜く切抜工程とを備えることを特徴とする。
(もっと読む)
電子写真用シームレスベルトの製造方法及び画像形成装置
【課題】転写ムラがなく、走行安定性が高く、巻き癖画像のない耐久性の高い電子写真用シームレスベルトの製造方法を提供すること。
【解決手段】(1)熱可塑性樹脂混合物を射出しプリフォームの成形工程、
(2)プリフォームを熱可塑性樹脂混合物の熱可塑性樹脂のTg以上に加熱工程、
(3)該熱可塑性樹脂のTg未満の円筒状金型(c)内で、ブローしボトル状成形物(d)を成形する延伸ブロー工程、
(4)ブロー成形されたボトル状成形物(d)を該熱可塑性樹脂のTg未満の円筒状金型(e)内に挿入工程、
(5)挿入したボトル状成形物(d)を大気圧以上に加圧工程、
(6)円筒状金型(e)を該熱可塑性樹脂のTg以上に加熱工程、
(7)円筒状金型(e)を該熱可塑性樹脂のTg以下に冷却工程、
(8)円筒状金型(e)からボトル状成形物(d)を取り出し、切断し、シームレスベルト状とする工程、
を有する電子写真用シームレスベルトの製造方法。
(もっと読む)
熱伝導性シート
【課題】厚み方向に対しての熱伝導特性に極めて優れる熱伝導性シートを提供する。
【解決手段】 本発明にかかる熱伝導性シートは、鱗片状黒鉛とバインダー樹脂を含む混合物をシ−ト状に押出成形し、得られたシートを積層一体化したのち、積層方向に切断してシート化する、ことを特徴としている。
(もっと読む)
エアーマットの成形方法
本発明は、内部に充満された空気の圧を通じてクッションがなされるようにしたエアーマットの製作方法に関するものであり、具体的にはスラッシュ成形とローテーション成形を混用して、スラッシュ成形過程でクッション部の内部表面に形成されたスクラップを利用してローテーション成形過程で下板との接着がなされるようにすることによって、既存のスラッシュ成形で発生されるクッション部のスクラップが除去されて製品の品質を高めることができると共にクッション部と下板間の接着力を増大させることができるだけでなく、クッション部の厚さを薄くて均一に形成させることができる長所があるエアーマットの成形方法に関するものである。 (もっと読む)
シームレスポリイミドチューブ及びその製造方法
【課題】電磁シールド性に優れた絶縁用のポリイミドチューブ及びその製造方法を提供すること。
【解決手段】シームレスポリイミドチューブ(10)は、ポリイミド系樹脂からなる内層(11)と、内層(11)の外側に形成された導電性材料を含む電磁シールド層(12)とを有する。
(もっと読む)
化粧金属板の製造方法
【課題】焼却廃棄する際にダイオキシンなどの有毒物や塩化水素などの汚染物質が発生して環境に悪影響を与えることのない、優れた曲げ加工性、意匠性、意匠耐久性、および耐候性を有する化粧金属板の製造方法の提供。
【解決手段】金属板4の片面に接着剤を塗布し、乾燥させて接着剤層5を形成する工程と、前記金属板を加熱して前記接着剤層に、着色アクリル樹脂フィルム2と前記着色アクリル樹脂フィルム上に設けられた印刷層3と前記印刷層上に設けられた透明アクリル樹脂フィルム1とを有する積層フィルムの着色アクリル樹脂フィルムを当接し、1対の積層ロールを用いて熱接着する工程と、金属板を加熱し、透明アクリル樹脂フィルムの表面に対してエンボスロールにより、印刷層及び着色アクリル樹脂フィルムに達する深エンボス凹部7及び浅エンボス凹部を有するエンボス凹部を形成する工程と、前記エンボス加工の後に積層体を冷却する工程とを有する。
(もっと読む)
プラスチックレンズの製造方法
【課題】 安価で良質なリフロー耐熱性のあるプラスチックレンズの製造方法の提供。
【解決手段】 支持部材53によって支持された平板52を備える注形型51を水平に設置する。次に、キャビティ51aに適量のエポキシ樹脂10を注入する。エポキシ樹脂10の適量とは、樹脂の上面が平板52の下面より上で、注形型51の上面よりも下になる量である。次に、水平を保持して注形型51ごと高温槽で加熱しエポキシ樹脂10を硬化させる。次に、注形型51から成形品である片レンズを取り出す。成形品の離型には超音波振動体を活用するなどして容易化する。このような成形方法によって片レンズ2、3には平板52による凹部2c、3cが形成される。
(もっと読む)
プレス・モールド複合型成形方法及びその装置並びにそれらによって成形された金属樹脂成形品
【課題】金属樹脂製品を成形するに際し、加工する金属及び樹脂の一部を繋ぎ材として利用することでプレス成形機による曲げ加工等の次工程を可能にする。
【解決手段】金属と樹脂とを一体化して金属樹脂成形品を成形する方法において、前記金属への樹脂モールド後は、樹脂のみのブリッジ状態としてプレス加工及び/又はモールド加工により成形することを特徴としたプレス・モールド複合型成形方法。
(もっと読む)
シームレスマスタ及びその作製方法
【課題】ディヒューザ及びそれらに関連したディヒューザ−マスタの縁部境界である「干渉」パターンと関係する種々の問題を解決するシームレスマスタ及びそれを作製する方法を提供する。
【解決手段】予め選択された長さ及び幅のシームレスのディヒューザのシートを作製するための中空の円筒形のシームレスの金属マスタ604。追加の様相は、中空の円筒形のシームレスの反転可能なエラストマー系マスタ402A及びそれを作る方法並びに感光媒体に可変のディヒューザの記録をもたらす装置及びプロセスを有する。
(もっと読む)
突起付ベルトの製造方法及び突起付ベルト
【課題】低摩擦係数の樹脂を突起として使用することで突起の耐摩耗性を上げ、突起のベルトからの剥離と早期損傷を防ぐ突起付ベルトの製造方法とその方法を使用した突起付ベルトを提供する。
【解決手段】突起体をベルトの背面に起立させて一体的に設ける突起付ベルトの製造方法において、熱硬化性樹脂成形物からなる歯付ベルト本体1背面にシアノアクリレート系接着剤、クロロプレンゴム系接着剤又はエポキシ樹脂系接着剤のうちから選ばれた一つを塗布し、上記接着剤の塗布が行われた該熱硬化性合成樹脂成形物上に耐摩耗性を有する熱可塑性樹脂を射出成形することにより熱硬化性合成樹脂成形物と熱可塑性合成樹脂成形物とを固着一体成形し、熱可塑性合成樹脂成形物の突起5,7を形成する突起付ベルトの製造方法及びその方法を使用した突起付ベルト。
(もっと読む)
薄膜形成方法及び薄膜形成装置
【課題】基板上に形成しなくとも、従来よりも薄い薄膜を容易に形成できる薄膜形成方法及び薄膜形成装置を提供する。
【解決手段】薄膜形成装置10は、超伝導コイルからなる筒状の超伝導磁石11と、超伝導磁石11が内部に収められているクライオスタット12と、超伝導磁石11によって発生した磁場に勾配磁場を発生させる勾配磁場発生器(図示せず)と、線部材で形成された環状部材13とを備えている。
(もっと読む)
眼用レンズ成形品の脱離方法および装置
【課題】より安定した脱離圧力および繰り返し精度を、簡易な構成をもって高精度に実現することの出来る、新規な眼用レンズ成形品の脱離方法、およびそのような脱離方法に好適に用いられる新規な構造の眼用レンズ成形品の脱離装置を提供すること。
【解決手段】軸方向中央から両端に向かって右ねじ38aと左ねじ38bが同一のリードで形成されたボールねじ軸34と、それら左右ねじ38a,38bに螺合された一対の移動部材60と、該移動部材60を該ボールねじ軸34の中心軸に沿って案内する案内機構32と、該移動部材60に設けられて該ボールねじ軸34の中心軸方向で対をなして対向位置せしめられる作用突部64と、それら作用突部64の対向部間中央に加工用冶具20を位置せしめる冶具支持部材14を設けた。
(もっと読む)
遮水シート、遮水シートの製造方法、遮水構造、及び護岸
【課題】厚さに関する法律の要求を満たすことのできる少なくとも一方の面が粗面にされた遮水シートを製造するための技術を提供する。
【解決手段】上流ローラURに巻き付けられた素材遮水シート1の先端を引出し、下流ローラDRに巻き取らせる際に、スプレイ設備Sが備えるガンスプレイS1から素材遮水シート1の上側の面に、高温の溶融樹脂を霧状或いは線状にして散布する。素材遮水シート1の上側の面、溶融樹脂はともに熱可塑性樹脂であり、素材遮水シート1の上に散布された溶融樹脂は、硬化後素材遮水シート1の上側の面と一体となる。これにより、素材遮水シート1の厚さを減じることなく、素材遮水シート1の一方の面を粗面にすることができる。
(もっと読む)
201 - 220 / 367
[ Back to top ]