
Fターム[4F213WA54]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 成形後に行われるもの (367)
Fターム[4F213WA54]に分類される特許
121 - 140 / 367
現像ローラの製造方法

【課題】
長期の使用によっても樹脂表面層が破断しにくい現像ローラを提供する。
【解決手段】
導電性軸体、ゴム弾性層およびポリウレタン樹脂を含有する膜厚が5μm以上20μm以下の樹脂表面層を有する現像ローラの製造方法であって、
(1)ゴム弾性層の表面に、体積平均粒子径が50〜400nmの金属酸化物の粒子を0.10mg/cm2以上1.00mg/cm2以下の密度で付着させる工程と、(2)該粒子を付着させた該ゴム弾性層の表面に、樹脂表面層の原料組成物を含む塗料を塗工し、硬化させて該樹脂表面層を形成する工程とを有することを特徴とする現像ローラの製造方法。
(もっと読む)
擬似藺草の製造方法

【課題】畳表を織製するのに適した擬似藺草を容易に製造することのできる擬似藺草の製造方法を提供する。
【解決手段】延伸された樹脂テープを第一の加熱金型10に導入して温度T1でフィラメント状に融着させることにより、擬似藺草100の中芯部を得る融着工程と、第一の加熱金型10から導出された中芯部を第一の加熱金型10とは別の第二の加熱金型20に導入することにより、その外面に樹脂を温度T2で延伸を受けない状態で溶融接着してコーティング部を形成するコーティング工程と、第二の加熱金型20から導出された擬似藺草100のコーティング部を温度T3で冷却する第一次冷却工程と、を経て擬似藺草を製造する。
(もっと読む)
調光光学素子を製造するための方法、および調光光学素子
本発明は、調光光学素子を調製するためのプロセスおよび対応する調光光学素子に関する。所定の光学体から開始して、本発明によるプロセスは、前記光学体の一部の上に少なくとも透明樹脂を含む第1の層を堆積させる工程と、先に堆積された前記第1の層の上に、調光色素を含む第2の層を堆積させる工程とを含む。 (もっと読む)
三次元造形物の製造方法
【課題】均一な表面層を有し、耐キズ性や衝撃強度が高く、生産性の高い三次元造形物の製造方法、及び、この製造方法に使用する光硬化性組成物を提供すること。
【解決手段】下記(i)〜(v)の工程を含むことを特徴とする、表面層を有する三次元造形物の製造方法。(i)支持体上に粉末材料を所定の厚さを有する層に形成する層形成工程、(ii)造形対象物を平行な断面で切断した断面形状になるように前記層における粉末材料を結合剤により結合させる結合工程、(iii)(i)及び(ii)の工程を順次繰り返すことによって三次元造形物を作製する作製工程、(iv)作成された三次元造形物の表面を、(1)エチレン性不飽和化合物、及び、(2)光重合開始剤、を含有する含有する光硬化性組成物により被覆する被覆工程、及び、(v)被覆した組成物を光硬化する硬化工程
(もっと読む)
屈曲した形状のホースを製造する方法
【課題】本発明は、ホースの曲げ工程が簡単で、未加硫ゴムに不用意な熱履歴を与えない屈曲した形状のホースの製造方法を提供する。
【解決手段】本発明にて、樹脂マンドレルRMを押出形成し、樹脂マンドレルRMの外周部に未加硫ゴムからなるホース中間体を形成し、ホース中間体および樹脂マンドレルRMを所定長さに順次切断する。その後、樹脂マンドレルRMの中空部RMaにヒータ30bを挿入して、樹脂マンドレルRMを加熱しつつ樹脂マンドレルRMおよびホース中間体を所定形状に曲げ、その後加硫する。加硫工程を経た樹脂マンドレルRMが加硫時の余熱または外部加熱により軟化した状態にて、ホース中間体から樹脂マンドレルRMを抜き取る。
(もっと読む)
プラスチックレンズ
【課題】バリを有しないゲートカット部を備えるプラスチックレンズを提供すること。
【解決手段】第1切削加工ユニット30は、正刃の第1エンドミル31と、第1エンドミル31を光軸OAに平行な回転軸のまわりに正回転させる第1モータ33とを備える。一方、第2切削加工ユニット40は、逆刃の第2エンドミル41と、第2エンドミル41を光軸OAに平行な回転軸のまわりに逆回転させる第2モータ43とを備える。このような切削加工装置20により、プラスチックレンズ10のゲート部15を除去してゲートカット部17を残すことができる。この際、ゲートカット部17の端面において、両エンドミル31,41を両端側から中央に向けてアップカット送りすることになる。この結果、ゲートカット部17の端面端部をバリのない滑らかな状態に仕上げることができる。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
歯付きベルト
【課題】高温下で高い負荷が加えられるといった厳しい条件下で長期間使用されても、帆布および歯部を確実に保護できる耐久性に優れた歯付きベルトを実現する。
【解決手段】歯付きベルト10の歯ゴム層12を、歯表面帆布18および最外層の歯面保護層20で覆う。歯面保護層20はゴムシートにより形成されている。歯表面帆布18の外側を歯面保護層20で覆うことにより、耐摩耗性等を向上させつつ衝撃吸収性を良好に保つ。さらに、短繊維24を加えて歯ゴム層12を高硬度化して歯部全体の剛性を高め、歯付きベルト10の耐久性を向上させる。
(もっと読む)
半導電性ゴムベルト、およびその製造方法
【課題】特にベルト周方向での電気抵抗のばらつきが低減され、高画質な画像形成が可能な半導電性ゴムベルト、およびその製造方法を提供すること。
【解決手段】体積固有抵抗が104〜1012Ω・cmであるシームレスの半導電性ゴムベルトの製造方法において、スパイラルフロー型の溝25が形成された内筒部23を有するクロスヘッド3を備えた押出機を使用し、スコーチ時間t5が10〜18分である未加硫ゴム組成物を可塑化して、押出機より押し出す押出工程、押出機における未加硫ゴム組成物6の押し出し方向と略直交方向に、内筒部23の内部にて筒状金型5を移動させつつ、未加硫ゴム組成物6を筒状金型5外面に層状に被覆して未加硫ゴムベルト成形体7とする未加硫ゴムベルト成形工程、および未加硫ゴムベルト成形体7を加硫して半導電性ゴムベルトとする加硫工程を備えるものとする。
(もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供する。
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
(もっと読む)
光学物品およびその製造方法
【課題】実質的に高屈折率層と低屈折率層の2層からなる有機系反射防止層を有する光学物品およびその簡便な製造方法を提供する。
【解決手段】光学物品は、基材表面の少なくとも一部に反射防止層が形成され、前記反射防止層は、下記(A)〜(C)成分を配合してなるコーティング組成物から形成されている。
(A)最低造膜温度が50℃以下である樹脂エマルジョン
(B)金属酸化物微粒子
(C)有機ケイ素化合物
(もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】光学素子の品質を高めると共に、エアベントを有効活用できる光学素子の製造方法及び光学素子を提供する。
【解決手段】可動保持部35が、エアベントMAに対して光軸方向にシフトしているため、可動保持部35の接近動作により、エアベントMAが破損することがなく、エアベントMAの破片で光学面OPが傷つくなどの不具合を抑制できる。
(もっと読む)
組体用鍵槍型エレメントの成形治具および成形方法
【課題】未加硫ゴム紐を支持ピンにわたり張り込み架け渡すセット作業の簡易化、迅速化を図り、しかも、安定させた形状固定(クセ付け)を可能にした鍵槍型編組体用エレメントの成形治具および成形方法を提供する。
【解決手段】補強繊維芯材入りの未加硫ゴム紐bを、連続ジグザグ状に張り込み架け渡す各支持ピン2に、未加硫ゴム紐bを張り込み掛け渡し方向に誘導する紐架渡し案内部材3を回転可能にそれぞれ備えている。そして、紐架渡し案内部材3が、各支持ピン2の軸方向に多段状で回転可能に備えられて、未加硫ゴム紐bが、各支持ピン2の紐架渡し案内部材3にわたり連続ジグザグ状で、なおかつ、各支持ピン2の軸方向の多段状に取り付けられている各段の紐架渡し案内部材3にわたり折り返し多段状に張り込み架け渡されるように構成されている。
(もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 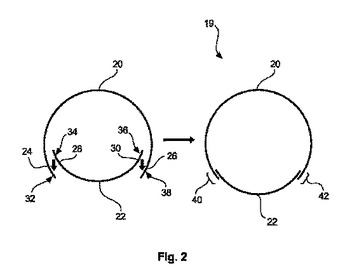 (もっと読む)
(もっと読む)
三次元造形物製造方法
【課題】基台からの離脱が容易であって、しかも底部の成形を可能とするような三次元造形物製造方法の構成を提供すること。
【解決手段】粉末8に対する光ビームの照射7及び回転工具6による造形に基づく三次元造形物製造方法であって、造形対象物3を支える基台1に空洞部11を設け、当該空洞部11中に粉末8を充填し、かつ空洞部11の上部及びその周辺領域に粉末層を形成し、当該粉末層を含む領域に造形対象物3を下方から支える焼結領域2を形成した後、造形対象物3だけでなく、基台1の3本以上の支柱4及び造形対象物3と前記支柱4、基台1等とを接続する2本以上の支持枠5を成形したうえで、成形物と基台1との上下位置を逆点することによって、前記焼結領域2の切削除去、及び底部の成形を行い、かつ当該支持枠5と成形対象物との切断分離を行っていることに基づき、前記課題を達成し得る三次元造形物製造方法。
(もっと読む)
エンコーダ付駆動伝達用ベルト及びその製造方法
【課題】簡単な構成でありながら、駆動伝達用ベルトとしての適性を備え、且つベルトの伸びを含む回転検出情報を精度良く発信することができるエンコーダ付駆動伝達用ベルトとその製造方法を提供する。
【解決手段】駆動伝達用ベルトのベルト層構造体1の一部に、長手方向に沿った帯状の磁性ゴム層5を含み、該磁性ゴム層5の表面は、ベルト層構造体1の表面に露出すると共に、ベルト層構造体1の長手方向に沿ってN極及びS極が交互且つ等間隔に配列する多極着磁面5aとされていることを特徴とする。
(もっと読む)
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品
【課題】
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品を提供する。
【解決手段】
まず、透明薄膜21を有する転写薄膜20を製作し、透明薄膜21の底面に1層の紫外線硬化透明ワニスを塗布して保護層22を形成した後、保護層22の下方に1層の印刷層23を塗布する工程と、射出成形金型のキャビティ中に転写薄膜20を配置し、金型のキャビティ中にプラスチックを注入してプラスチック射出成形物品10を形成し、プラスチック射出成形物品10の表面に転写薄膜20を貼り付ける工程と、保護層22が貼り付けられたプラスチック射出成形物品10の表面に紫外線を照射し、保護層22を硬化させる工程と、レーザ彫刻機が生成させるレーザビーム31により、プラスチック射出成形物品10の表面上にレーザ彫刻パターンを形成させる工程とを含む。
(もっと読む)
樹脂成形品の補修方法
【課題】インストルメントパネル1の表面の凹凸模様の傷を容易に補修できるようにする。
【解決手段】表面2に凹凸模様が形成された樹脂製インストルメントパネル1の表面2の傷を補修する方法であって、傷およびその周縁の凸部4の表面4aを研磨してなだらかな補修凹部6を形成する工程と、補修凹部6に接着剤7を充填し硬化させる工程と、硬化した接着剤7を無傷の部位における凹凸模様の凸部4の表面4aと面一に研磨する工程と、面一に研磨された部分に、凹凸模様の凸部4に対応する部分に開口11を設けた転写プレート10を載置する工程と、転写プレート10の上方から開口11を介して面一に研磨された部分にインストルメントパネル1と同色の塗料9を塗布する工程と、転写プレート10をインストルメントパネル1から取り外し、塗料9によって形成された新たな凸部の表面をその周囲の凹凸模様と馴染むように研磨する工程と、を備える。
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 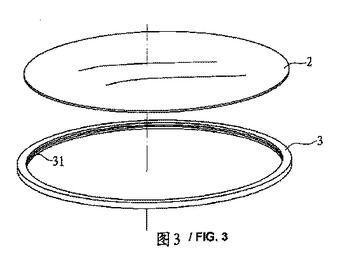 (もっと読む)
(もっと読む)
121 - 140 / 367
[ Back to top ]