
Fターム[4F213WA54]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 成形後に行われるもの (367)
Fターム[4F213WA54]に分類される特許
141 - 160 / 367
センターベルトの製造方法

【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
ポリイミド樹脂製ベルト及びその製造方法

【課題】反り量が小さく、かつ外側に反らず、しかも長期間にわたって反り量が小さい形状を維持できるポリイミド樹脂製ベルトを提供すること。
【解決手段】本発明のポリイミド樹脂を主成分とするベルトは、前記ポリイミド樹脂が、沸点250℃〜300℃のイミド化触媒、及び沸点300℃〜450℃のイミド化触媒を含有するアミド酸溶液から得られることを特徴とする。このように、特定の異なった沸点を有する、2種以上のイミド化触媒をポリイミド樹脂の前駆体であるポリアミド酸溶液に含有させ、ポリアミド酸溶液を化学イミド化させることで、ポリアミド酸溶液を加熱イミド化させた場合に比べて、ベルトの外反り量を小さくすることができる。
(もっと読む)
導電性ポリウレタンベルト及びその製造方法
【課題】1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供すること。
【解決手段】カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルト4を成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置3から赤外線を照射して加熱処理し、好ましくは、前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする。
(もっと読む)
ラップドVベルトの製造方法
【課題】作業負荷を大幅に軽減するとともに、飛躍的に製造工程の簡素化や製造装置の高効率化を図る。
【解決手段】V芯ゴム16をカバー帆布15に複数本平行に付着させたカバー付V芯ゴム11を形成する(S101)。第1のV状溝17aにカバー帆布15とともにV芯ゴム16を嵌め込みながら金型ユニット17に対してカバー付V芯ゴム11を巻き付け、その両端を接合する(S102)。V芯ゴム16の表面に心線19と上芯ゴム20を巻き付ける(S103)。上カバー帆布21を積層し、一体化された複数の未加硫ベルト22を金型ユニット17の周囲に形成する(S104)。未加硫ベルト22を加硫する(S105)。複数のリング金型18に解体し、カバー帆布15及び上カバー帆布21を切断して複数のラップドVベルト23を形成する(S106)。
(もっと読む)
延伸シートの製造方法
【課題】 本発明は、塩化ビニル系樹脂などとの接着性に優れており、雨樋などの建材に好適に用いることができる延伸シートの製造方法を提供する。
【解決手段】 本発明の延伸シートの製造方法は、一対のロール1〜4を一組のロール対A、Bとして二組のロール対A、Bの間に熱可塑性樹脂シートCを配設し、一方のロール対Aよりも他方のロール対Bの外周の線速度を大きくすることによって熱可塑性樹脂シートCを上記二組のロール対A、B間においてロール延伸して延伸シートを製造する延伸シートの製造方法において、他方のロール対Bを構成している一対のロール3、4のうちの少なくとも一方のロールの表面に凹凸を形成して延伸シートの表面に凹凸を転写することを特徴とする。
(もっと読む)
耐熱性樹脂ベルト、及び、その製造方法、定着装置、並びに、画像形成装置
【課題】ポリイミド樹脂シートの両端部を接着してなる無端状ベルト基材の接合部分周囲に、貼り合わせ部の段差解消のために接着剤のはみ出しを生じさせた場合であっても、無端状ベルト基材とその外側に形成された層との間に永続的で、かつ、強固な密着力が得られる耐熱性樹脂ベルトを提供する。
【解決手段】耐熱性樹脂シートを接着剤で円筒状に接着して構成されてなる円筒状基体の外側に、弾性層、及び、離型層が、この順に積層されてなる耐熱性樹脂ベルトにおいて、前記円筒状基体の外表面の耐熱性樹脂シートを構成する樹脂と前記接着剤を構成するポリマーとに、モノマーをグラフト重合によって形成された密着性向上膜を有している耐熱性樹脂ベルト。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する方法であって、離型後のレンズ表面に表面欠陥が含まれる場合であっても、高品質なプラスチックレンズを得ることができるプラスチックレンズの製造方法を提供すること。
【解決手段】所定の間隔をもって対向する2つのモールドと、上記間隔を閉塞することにより形成されるキャビティを有する成形型の、上記キャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、を含むプラスチックレンズの製造方法。上記被転写面は表面欠陥を含み、該表面欠陥を含む被転写面上に被膜を形成し、かつ形成された被膜表面に研磨処理を施すことを更に含む。
(もっと読む)
伝動ベルト
【課題】歯用ゴムの原材料が、成型中に不織布を通過すると、歯用ゴムが、不織布のファイバと同一水準にある表面上に存在することになる。これにより発生するノイズを回避することが可能なベルトおよびその製造方法。
【解決手段】織られたまたは織られていない外側のカバーを備えたエチレンαオレフィンエラストマー系のエラストマー歯を示す伝動ベルトに関する。歯3が、特に熱可塑性材料からなるバリア層4で覆われ、歯3の少なくともフランク8上にある外側のカバー5がバリア層4の厚みの一部分内に部分的に含まれていることを特徴とする。
(もっと読む)
ゴム成分(A)と基布(B)とを強固に加硫接着した筒状成形品及びその製造方法。
【課題】基布上にゴムを強固に接着した筒状成形品及びその製造方法の提供。具体的には回転式ゴム印用の無端印字ベルトの製造時に、補強布とゴムとの煩雑な接着工程を必要としない製造方法の提供。
【解決手段】ゴム成分と基布を、接着剤を塗布することなしに強固に加硫接着した筒状成形品。射出成形用金型のキャビティ内に、表面を基布で被覆した中芯を貫通させて、この基布上にゴムを射出成形し、加硫することで加硫接着をさせる筒状成形品の製造方法。
(もっと読む)
光学的立体造形物の処理方法
【課題】 光学的立体造形物の外観、透明性、寸法、形状などを良好に維持しながら、光学的立体造形物の表面のべたつきを速やかに解消することのできる処理方法の提供。
【解決手段】 光学的立体造形物の表面を、セルロースエステルおよびセルロースエーテルから選ばれるセルロース系誘導体の少なくとも1種を溶解した溶液で処理する方法であり、セルロース系誘導体として、ニトロセルロース、アセチルセルロース、プロピオニルセルロース、ブチリルセルロース、アセチルプロピオニルセルロース、アセチルブチリルセルロース、エチルセルロースなどを用いることができる。
(もっと読む)
ゴムロールの製造方法
【課題】耐久性及び表面性に優れたゴムロールの製造方法を提供することを課題とする。
【解決手段】芯金の外周に弾性層を具備するゴムロールの製造方法であって、前記芯金の外周にハロゲンを有さないゴム基材を含むゴム組成物を硬化させて弾性体を成形する工程と、前記弾性体の軸方向端部を加工する工程と、加工された弾性体を具備する前記芯金をめっき処理する工程と、めっき処理後に前記弾性体の表面を研磨して弾性層とする工程とを具備する。
(もっと読む)
電子写真用ベルト及びその製造方法
【課題】単層でありながら、面内の電気抵抗値のムラが小さく、幅方向の表面粗さを制御することが可能な電子写真用ベルトの製造方法の提供。
【解決手段】結晶性熱可塑性樹脂と導電性フィラーを含有する樹脂組成物を成形してなる電子写真用ベルトの製造方法において、前記樹脂組成物を溶融して押出すことで、前記樹脂組成物の最大結晶化度の1/5以下の結晶化度を有する管状フィルムに成形し、該管状フィルムを中空円筒状の内型と、内面の粗さを制御した中空円筒状の外型とに挟み込む工程と、前記樹脂組成物のガラス転移温度から結晶化開始温度の間の任意温度まで10℃/min以上の昇温速度で加熱し、その温度域下で該管状フィルムを10kgf/cm2以上に加圧する加熱加圧工程と、ガラス転移点以下の温度まで冷却して型から脱型する工程と、を含むことを特徴とする。
(もっと読む)
エンドレスベルトの製造方法
【課題】 転写ベルト13の製造時に、ベルト本体の端部側に皺(歪み)が発生してしまうことを抑制する。
【解決手段】 ベルト本体13Aの端部から中央側にずれた位置にガイドベルト13Bを配置してベルト本体13Aとガイドベルト13Bとを接着した後、ベルト本体13Aのうちガイドベルト13Bより端部側の領域を切断除去する。これにより、ガイドベルト13Bが設けられた部位を挟んで両側に、接着層が形成されていない非接着部位が存在することとなる。したがって、接着剤が硬化して収縮する際に、接着層の両側に設けられた非接着部位により、接着層が他の部位に比べて大きく収縮してしまうことが抑制されるので、転写ベルト13の製造時に、ベルト本体13Aに大きな歪みが発生することを抑制できる。
(もっと読む)
樹脂製機能シートの修復方法及び修復装置
【課題】ハンダごてや加熱ロール等の加熱手段により押圧することなく、安定して形状の欠陥部位を修復することができる樹脂製機能シートの修復方法を提供する。
【解決手段】樹脂製機能シート1に発生した形状的な欠陥部位2を修復する樹脂製機能シートの修復方法であって、支持用板材3の上部に弾性シート4を介して樹脂製機能シート1の欠陥部位2を含む領域を配置し、その上方に加圧用板材5を積層する積層工程と、支持用板材3と加圧用板材5間で樹脂製機能性シート1を加圧する加圧工程と、加圧状態を維持しながら加圧用板材5の上方から樹脂製機能性シート1の欠陥部位2を加熱する加熱工程と、加熱後に所定時間加圧状態を維持する養生工程とからなる。
(もっと読む)
可変焦点眼科用装置
本発明は、眼科用レンズ内に可変視覚挿入物(111)を提供するための方法、及び装置を開示する。エネルギー源(109)は、眼科用レンズ内に含まれる可変視覚挿入物に電力を供給することができる。いくつかの実施形態では、眼科用レンズはシリコーンヒドロゲルから鋳造成形される。 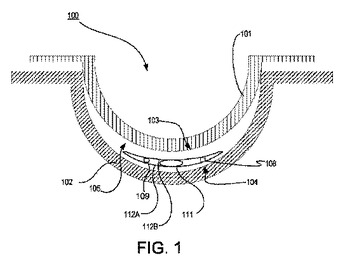 (もっと読む)
(もっと読む)
ゴムクローラの製造方法
【課題】作業性が改善され、品質の高いゴムクローラを製造できる方法を提案する。
【解決手段】下型Uと、この下型Uに合わさる上型との相互間にてモールドキャビティを形成し、このモールドキャビティ内に、インナーゴム、芯金4、補強部材5及びアウターゴムシートをそれぞれ配置、成型したのち型締めし、次いで、加圧、加硫、脱型することによりゴムクローラを製造するに当たり、前記芯金4をモールドキャビティ内に配置するに先立ち、該芯金4の外表面(駆動突起を有する転輪側の表面)に、インナーゴムに相当するゴム被覆層gを予備成型しておく。
(もっと読む)
補強ゴムホースの製造方法
【課題】内層ゴムとその外周に被覆した補強層との間の接着性を低下させることなく、補強層の隙間からの内層ゴムの噴き出しを抑制することができる補強ゴムホースの製造方法を提供する。
【解決手段】マンドレル6の外周に未加硫の内層ゴム2を被覆し、その被覆した内層ゴム2の表面に、照射線量が20〜40kGyとなるように電子線9を照射して半加硫状態にした後に、内層ゴム2の外周に補強層3を被覆し、その補強層3に外層ゴム4を被覆してホース本体12を形成し、そのホース本体12を加硫した後にマンドレル6を抜き取る。
(もっと読む)
導電性ローラの製造方法、導電性ローラ、帯電ローラ及び電子写真装置
【課題】大電流通電条件(例えば、直流電流0.2mA以上かつ交流電流2mA以上)で高温高湿環境(例えば、30℃相対湿度80%)における帯電ローラの通電劣化を解決することのできる導電性ローラを提供すること。
【解決手段】支持体上に無機粒子の層を表面に有する未加硫ゴムの層を形成し、この無機粒子の層に型を押し当てながら、型の押し当て場所を一定間隔で該無機粒子の層の全体に押し当てるように変化させつつ、未加硫ゴムを加硫して、無機粒子が埋め込まれたゴム層を形成することにより製造される導電性ローラ。
(もっと読む)
異種熱可塑性樹脂成型体の製造方法および異種熱可塑性樹脂成型体
【課題】異種の熱可塑性樹脂からなる層の層間接合強度に優れた成形体の製造方法および該製造方法により得られた成形体を提供すること。
【解決手段】本発明の異種熱可塑性樹脂成型体の製造方法は、隣接した、熱可塑性樹脂(A)からなる層(A)および熱可塑性樹脂(B)(ただし、熱可塑性樹脂(A)と、熱可塑性樹脂(B)とは異種の熱可塑性樹脂である)からなる層(B)を有する積層体に、層(A)から層(B)に向かって、または層(B)から層(A)に向かって、加速電圧が50〜300keVの範囲で電子線照射を行う。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
141 - 160 / 367
[ Back to top ]