
Fターム[4F213WB02]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (2,308) | 不定長物品(連続物品)の製造方法 (231)
Fターム[4F213WB02]に分類される特許
161 - 180 / 231
ガラスランチャンネル及びその製造方法
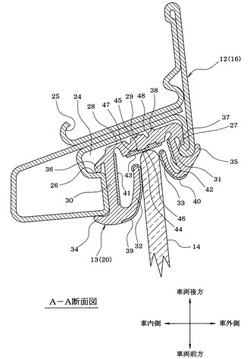
【課題】 ガラスランチャンネルの基底部と低摩擦材部との接合強度を十分に確保しながら、低摩擦材部を形成する材料の選択の自由度を広げることができるようにする。
【解決手段】 ガラスランチャンネル13の製造時に、チャンネル本体28の基底部29及び各側壁部30,31に所定の外力を加えて押圧接合部44の凹条45を幅方向に拡開させるように基底部29を弾性変形させた状態で、基底部29に低摩擦材部43を積層して押圧接合部44の凹条45を低摩擦材部43の凸条47で埋めるように低摩擦材部43を溶着接合する。この後、基底部29及び各側壁部30,31に加えていた外力を除去して基底部29の弾性復元力によって押圧接合部44の凹条45を幅方向に縮小させることで、押圧接合部44の凹条45で低摩擦材部43の凸条47に押圧力を作用させると共に、押圧接合部44の凸条46を低摩擦材部43の凸条47間に食い込ませる。
(もっと読む)
マンドレル処理液の攪拌供給装置

【課題】簡素な構成によって、マンドレル処理液の大気からの吸水を防止しつつ、攪拌して成分の偏りをなくしてマンドレルの表面に供給可能とするマンドレル処理液の攪拌供給装置を提供する。
【解決手段】乾燥剤Dを内蔵し、密閉蓋2bに立設された通気部5を通過して乾燥された大気Aを気密容器2の内部に流入させて、気密容器2の内部を略大気圧に保持し、収容した吸水性を有するマンドレル処理液Lを攪拌手段3で攪拌して、微粒子等の成分を分散させて偏りをなくして、供給管4bを通じて供給ポンプ4aで圧送してマンドレル9の表面に滴下する。
(もっと読む)
ウエザーストリップ及びその製造方法
【課題】 コーナー部において折り曲げる際に、中空シール部に皺や倒れ等の発生を防止する。
【解決手段】ウエザーストリップ1は、取付基部2と、該取付基部2を介して自動車のボディパネルに取付けられる中空シール部3と、を備えている。中空シール部3の内周面には周方向に沿って環状の凸部13が、長さ方向に所定の間隔をもって一体に形成されている。
(もっと読む)
Vリブドベルトの製造方法及びVリブドベルト
【課題】 副資材を介在させること無く良好な脱型性を確保することが可能であり、かつ耐磨耗性、耐発音性及び伝達性を向上させたVリブドベルトの製造方法を提供する。
【解決手段】 内型21の外周面に、植毛層を有する未加硫伸張ゴムシートを、植毛層が内周面になるよう巻き付けることによって、植毛層14を介して伸張ゴム層15を配置した後、心線13を螺旋状にスピニングする。次いで、未加硫接着ゴムシート、未加硫圧縮ゴムシートを順次巻き付けることにより接着ゴム層12、圧縮ゴム層16を配置し、未加硫ベルトスリーブ11を形成する。次いで、この未加硫ベルトスリーブを内型に捲き付けた状態のままで、ジャケットを外挿してモールド組立体を構成し、このモールド組立体を加硫缶内部の基台上に載置固定して上下面を密閉した後、スチームを入気して未加硫ベルトスリーブを加熱加圧し、加硫をおこなう。
(もっと読む)
可撓性積層ホース及びその製造方法
【課題】 相溶性が悪くて接着し難い材料からなる層同士を一体的に積層した可撓性積層ホースを提供する。
【解決手段】 接着し難い材料からなる内側層1の外周面1aと外側層2の内周面2aとの対向面に、互いに係合する凹凸部3を形成し、この凹凸部3の係合で内側層1及び外側層2を一体化することにより、これら内側層1及び外側層2が相溶性の悪い接着性に劣る材料同士であっても両者が位置ズレしない。
(もっと読む)
動力伝動用ベルトとその製造方法
【課題】切削屑、研削屑、又は研磨屑のようなスクラップの発生を無くし、圧縮ゴム層のコグ山部と接着ゴム層との界面付近に発生するピンホールを阻止し、ベルト走行時における早期の亀裂発生を阻止した動力伝動用ベルトとその製造方法を提供する。
【解決手段】圧縮ゴム層となる補強布40と圧縮ゴム用シート55を、突状部と溝状部を交互に設けた成形型41に巻き付けた後に、歯部64と溝部65を交互に設けた押付材66によって加熱下で加圧してコグ部とともに背面61に凹凸パターン面68を有する未加硫のスリーブ60を成形する。凹凸パターン面68をもつスリーブの背面61に少なくとも心線および伸張ゴム層となる材料を順次巻き付けてベルト成形体を作製後、該ベルト成形体を加熱加圧して加硫成形する、動力伝動用ベルトの製造方法である。
(もっと読む)
高圧樹脂ホ−スの製造方法
【課題】 高圧樹脂ホースにおける樹脂製の内管と補強層との均一で且つ強固な密着を達成するとともに、揮発性有機溶剤による環境汚染の懸念がない効率の良い高圧樹脂ホ−スの製造方法を提供する。
【解決手段】 樹脂製の内管と該内管を補強するための繊維を編成してなる補強層とを有する高圧樹脂ホースの製造方法であって、熱可塑性樹脂を含有する内管の外表面を軟化させる工程と、該軟化した熱可塑性樹脂表面に補強層を設ける工程と、熱可塑性樹脂を再硬化させることで内管と補強層とを溶着する工程とを有することを特徴とする。ここで、内管の外表面の軟化は、内管を加熱して表面を溶融させることで行われてもよく、他の態様としては、内管表面に該熱可塑性樹脂を溶解しうる有機溶剤を塗布することで内管の外表面のみを溶解、軟化させることで行われてもよい。
(もっと読む)
歯付ベルトおよびその製造方法
【課題】歯付ベルトにおいて心線の密度を高めて巻いたものでも狭い隙間を通して金型の歯部を成形する溝部に十分な量の未加硫ゴムを流し込むことができ、且つ、加硫時に材料にかかる温度も通常ゴムの加硫に必要な温度に抑えて製造することができる歯付ベルトの製造方法とその方法で製造した歯付ベルトを提供する。
【解決手段】所定間隔で設けた歯部とその反対側に設けた背部との間に心線を埋設し、該歯部の表面に帆布を被覆した歯付ベルトであり、ベルトの原材料として円筒状帆布3aを巻きつけ心線3bをスピニングし未加硫ゴムシート3cを巻きつけた金型2を加熱・加圧して、スピニングした心線3bの隙間を通して未加硫ゴムを金型2の溝部2aに圧入し、加硫成形する工程を有する歯付ベルトの製造方法であって、前記加熱・加圧する際の加熱手段8と加圧手段6をそれぞれ独立制御してなる製造方法によって得られる歯付ベルトである。
(もっと読む)
三次元構造材の製造方法
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
スチールマンドレル用ジョイント治具およびそれを用いたホースの製造方法
【課題】 簡単かつ安価で、作業効率の良好なスチールマンドレル用ジョイント治具を提供するとともに、従来に比しより効率的なホースの製造方法を提供する。
【解決手段】 長手方向両端部に、スチールマンドレルが嵌合する円筒状空洞部10を備えるスチールマンドレル用ジョイント治具1である。スチールマンドレル3を用いてホース2の製造を行うにあたり、スチールマンドレル3を、上記スチールマンドレル用ジョイント治具1を介して、少なくとも2本ずつ接続した状態で使用する。
(もっと読む)
遮光層付フライアイレンズシートおよびその製造方法、透過型スクリーンならびに背面投影型画像表示装置
【課題】背面投影型画像表示装置用の透過型スクリーンにおいて、高透過率及び高コントラストを実現する。
【解決手段】フライアイレンズ12が一主面に設けられたフライアイレンズシートの他主面に感光性粘着層14を形成し、フライアイレンズ12を通して感光性粘着層14に対して紫外線を照射し、感光性粘着層14に対して粘着/非粘着パターンを形成し、支持体18の一主面に、カーボン粒子を45wt%以上65wt%以下含有する黒色層17が設けられてなる黒色転写フィルム19を、感光性粘着層14の表面に接触させて引き剥がす。これにより、透過部15aが二次元的に形成された遮光層15を有するフライアイレンズシートを作製することができる。
(もっと読む)
伝動ベルトの製造方法
【課題】 袋織布の開袋工程が不要であると共に経糸及び緯糸の交差角を直角から非直角にする加工が不要である新規な伝動ベルトの製造方法を提供する。
【解決手段】 伝動ベルトの製造方法は、斜め織り織機で織られた経糸及び緯糸が非直交の所定角度に交差した斜め織布を準備するステップと、その斜め織布から、製造対象の伝動ベルトのベルト長さ方向に対して経糸及び緯糸のそれぞれの延びる方向が所定の角度をなすように、ベルト成形用織布を切り出すステップと、そのベルト成形用織布を用いて、それにより少なくとも一部が被覆された伝動ベルトを成形するステップと、を備える。
(もっと読む)
ベルト用心線供給装置
【課題】 複数本の心線を互いに平行となるように埋設したベルトを成形するために、当該ベルトの成形金型に対し前記心線を所定の張力を付与しながら繰り出す心線供給装置において、心線の張力のバラツキを効果的に抑制できる簡素な構成を提供する。
【解決手段】 この心線供給装置60は、回転自在に支持されるとともに前記心線3を平行巻きに巻回したロール41に対し、スラスト方向の圧接力Fによって摩擦制動する摩擦制動手段を備える。具体的には、この摩擦制動手段は、互いに対向する制動面47・48をそれぞれ形成した一対のスラストリング45・46と、前記スラストリング45・46の一方を他方に向けて付勢するバネ51と、を含む。また、前記バネ51の弾性力を調整するスリーブ部材49からなる制動力調整手段を更に備える。
(もっと読む)
向上した特性を有する多層プラスチック耐食コーティング
本発明はコーティング及び外面コーティング処理方法に関する。特に、本発明は、水に曝された状況下で架橋性ポリマを用いてパイプラインの外面をコーティングする処理方法に関する。 (もっと読む)
ゴムホースのワイヤ巻付方法及びゴムホースのワイヤ巻付装置
【課題】ゴムホースの形状や状態が変化しても、ゴムホースへの食い込み不足や食い込み過ぎが無く、正しく螺旋状にワイヤを巻付け可能なゴムホースのワイヤ巻付方法、並びに巻付け装置を提供する。
【解決手段】ゴムホース1を支持して駆動回転及び回転軸心方向に横移動自在な駆動機構2と、補強用のワイヤ3を送出し供給自在なワイヤ供給機構4とを有し、ワイヤ供給機構4から送り出されるワイヤ3を、駆動機構2に支持されて回転及び横移動するゴムホース1に巻付けることにより、未加硫状態のゴムホース1に補強用のワイヤ3を螺旋状に巻付け自在に構成されているゴムホースのワイヤ巻付装置において、ワイヤ供給機構4は、ゴムホース1の回転軸心X方向視におけるホース外周面1cに対するワイヤ3の巻付入射角αを一定に維持する入射角維持手段4Dを有する。
(もっと読む)
複合型合成樹脂押出成形品及びその製造方法
【課題】押出成形機を使用して、合成樹脂成形品を製造した場合に、合成樹脂成形品の用途や機能によって、合成樹脂成形品の一部を、他の合成樹脂材から構成する。
【解決手段】A.押し出し成形された押出合成樹脂成形部13と、B.この押出合成樹脂成形部13の成形作業時に、この成形部13とは異なる合成樹脂材により成形された異種合成樹脂成形部14を有する。
(もっと読む)
コーティングされた布ジャケットを連続的に製造する方法及びこの型式の方法を使用して製造された、コーティングされた布ジャケット
【課題】
【解決手段】本発明は、少なくとも1つの気密管2を備えるコーティングされた布ジャケット1を連続的に製造する方法である。少なくとも1つのコーティングされた布シートから2つの細長片15;25を裁断する。接着材料をこれら細長片の1つの面に付着させる。これらの細長片を折り重ねる。折り重ねた細長片の各々を第一のコーティングされた布シートに長手方向に固定する。接着防止剤を第一のシートの面に且つ2つの細長片の間に付着する。第二のシートを第一のシートに押し付ける。これら2つのシートを互いに接合する。管2を拡張させ、2つのシートの各接合部の領域内の管2の内側部にて、角度をつけられた接合部を形成する2つの細長片を展開させる。本発明は、この方法を使用して製造された、コーティングされた布ジャケットにも関する。  (もっと読む)
(もっと読む)
ゴムホース製造用マンドレル
【課題】 比較的太い外径であっても、十分な柔軟性を確保でき、しかも、繰り返し使用しても外径変化が小さく、極めて高い使用耐久性を有する、ゴムホース製造用マンドレルを提供する。
【解決手段】 外層及び内層が共にポリエステルエラストマーを主体に構成され、外層のポリエステルエラストマーにはソフトセグメント含有量が40重量%以下のポリエステルエラストマーを使用し、内層のポリエステルエラストマーには、ソフトセグメント含有量が40重量%よりも多いポリエステルエラストマー(好ましくはソフトセグメント含有量が60重量%以上、曲げ弾性率が200MPa以下のポリエステルエラストマー)を使用する。
(もっと読む)
中空成形品
【課題】半成形品の接合部の強度は充分に大きく、しかも接合時に成形工程が複雑になる射出の問題、樹脂の選択の問題等がなく、しかも安価に成形することができる中空成形品を提供する。
【解決手段】第1、2の半成形品(A1、A2)と第3の半成形品(B)とからなる。第1、2の半成形品(A1、A2)は、中空成形品(C)を長手方向に分割したときの分割面に第1、2の接合端面(a、a)を、横方向に分割したときの分割面に第1、2の端部接合端面(a、a)をそれぞれ有し、第3の半成形品(B)は、中空成形品を長手方向に分割したときの分割面に第3の接合端面(b)を有する。そして第1、2の接合端面(a、a)と第3の接合端面(b)が互いに、また第1、2の端部接合端面(a、a)が互いに接合されて中空成形品(C)が構成されている。
(もっと読む)
帆布の供給方法、配合物付き帆布の製造方法、および動力伝達ベルトの製造方法
【課題】 帆布の伸び特性を損なうことなく、ゴム付き帆布を製造する。
【解決手段】 帆布17の下面に低伸縮性シート47を接合したシート付き帆布40を、1対の圧着ロール32,33間に供給する。シート付き帆布40には、張力が供給方向Yに作用する。1対の圧着ロール32,33間において、未加硫ゴム層45を帆布17の上面に圧着し、これにより未加硫ゴム付き帆布48を得る。ここで、供給方向Yにおいて、低伸縮性シート47の伸縮性は、帆布17の伸縮性より低い。
(もっと読む)
161 - 180 / 231
[ Back to top ]