
Fターム[4G053CA16]の内容
型、中子、マンドレル (3,005) | 型の材料 (396) | 組成 (300) | 無機物 (125) | 金属 (92)
Fターム[4G053CA16]に分類される特許
81 - 92 / 92
合成セグメントの製造方法及び合成セグメント
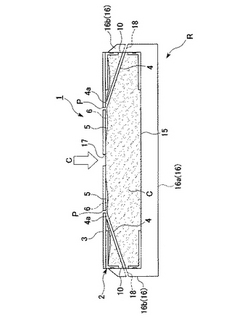
【課題】 合成セグメントを形成する円弧板状枠体及び型枠から構成される外殻体の内面とコンクリートとの間に残る空隙を埋める。
【解決手段】 円弧板状枠体2の外周側のスキンプレート3に対向する開口面15を塞ぐ型枠板16aを備えて外殻体Rを形成する。外殻体Rには、一次充填するためにスキンプレート3に設けた充填口17と、二次充填するために外殻体Rから空隙5に向けて配設している充填管4とが設けられている。次いで外殻体R内にコンクリートCを一次充填し、その後外殻体Rの内面と一次充填したコンクリートとの間の気泡が残留する空隙5に、充填材6を二次充填する。スキンプレート3には、空隙5の気泡を外殻体Rの外方に抜くことができる空気孔Pを備えている。
(もっと読む)
複合材料中に通気ダクトを備えるブレーキバンドを製造するための成形用金型とブレーキバンドの製造方法
複合材料、特に、C/SiCセラミック材料を用いて通気性ダクト(21)を備えるブレーキバンド(20)を成形する金型(1)は、互いに向き合い、対称軸Sに垂直である各型押表面(8a、8b)を備える2つの半体金型(3a、3b)を含み、外側および内側のシリンダー壁(11,12)とともに、キャビティー(4)を成形対象であるブレーキバンド(20)の形状に規定する。金型(1)は、通気性ダクト(21)の形状を有するピン要素(15)を有し、第2の付勢手段(17)によって静止位置から作動位置に、移動されることができ、ピン要素(15)は、静止位置では成形キャビティー(4)の外にあり、作動位置では、成形キャビティー(4)の内部に挿入される。 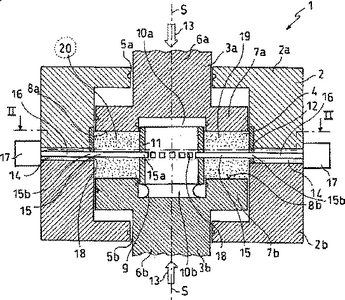 (もっと読む)
(もっと読む)
残存型枠製造装置

【課題】 蒸気養成室などの加熱設備によらなくても高い生産性を可能としあるいは蒸気養成工程でもコンクリートの沸騰を回避してより高い生産性を実現する残存型枠製造装置を提供することを目的としている。
【解決手段】 残存型枠製造装置1はコンクリート製の残存型枠2の表面側を形成する発泡ポリプロプレン製合成樹脂部材からなる表面形成型3(下型)、裏面を形成する裏面成形型4(上型)、側面を形成する側面成形型5、6、7、8とからなる成形型群9と、この成形型群9を組立てた状態を保持する鋼製の支持枠体10とからなっている。
(もっと読む)
成形体の製造方法
【課題】成形体の品質低下を招く事なく、プレス成形体を金型から容易に取り出すことができる、プレス成形体の製造方法の提供にある。
【解決手段】原料と樹脂系バインダとの混練素地を金型に入れ、該混練素地を加熱する工程と、加圧冷却で固化する工程とを経て得られる成形体を前記金型から離型する成形体の製造方法において、前記冷却固化後に前記金型を微小時間加熱し、前記成形体を前記金型から離型する。
(もっと読む)
合成セグメントの製造方法及び合成セグメント
【課題】円弧板状枠体とコンクリートとの境界に気泡による空隙を発生させない。
【解決手段】鋼製の円弧板状枠体21の内面の気泡が残留する領域に気泡を滞留させないようにモルタル層28を配設する。モルタル層28は、スキンプレート24,主桁板、継手板26の内面に塗布する。主桁板、継手板26の付着したモルタル層の層側部28Aは表面28aを傾斜面とし、コンクリート中の気泡が流動して供給口21aから排出し易くする。円弧板状枠体の内部にコンクリートCを充填して打設することで円弧板状枠体の内面に間隙のない合成セグメントを得る。
(もっと読む)
推進管製造方法、推進管製造装置および推進工法用推進管
【課題】高精度、高耐久、高品質の推進工法用推進管を能率良く安価に製造できる推進管製造方法および推進管製造装置を提供する。
【解決手段】中心線を上下方向に設定した円筒形で複数に分割可能な外型枠11と、外型枠11の内側に同心状に配置した円筒形で縮径可能な内型枠12との下部間に、推進管本体の後端部外周面に装着する継手カラー54を外型枠11の内周面に沿って設置するカラー固定受台52を配置する。外型枠11と内型枠12とカラー固定受台52との間に高流動コンクリートを打設して、カラー固定受台52上に推進管本体を成形する。外型枠11を分割するとともに内型枠12を縮径させて、カラー固定受台52上で継手カラー54が一体化した推進管本体を脱型する。
(もっと読む)
レール取付金具の締結装置
【課題】 シャフトを軸芯方向に移動させて、弾機をレール押え具挿通孔に挿入する際、レール取付金具の頭部に横方向への力が作用しないようにしたレール取付金具の締結装置を提供する。
【解決手段】 シャフト7を軸芯方向へ往復移動することにより、シャフトに設けた弾機8がレール取付金具4のレール押え具挿通孔aに挿抜され、レール押え具挿通孔に挿入された弾機により、レール取付金具を下方へ引込み付勢した状態に仮固定する締結装置Aにおいて、型枠2の底板部2aの下方で且つ底板部2aに形成した開口部3におけるレール押え具挿通孔への弾機挿入方向上手側の一側部に、弾機の一部と当接して弾機をその押圧作用部Pがレール押え具挿通孔の内部底面よりも上方に位置するように上方へ弾性変形させるためのガイド部材12を設け、前記押圧作用部がガイド部材を乗り越えた後、下方へ弾性復帰して、レール押え具挿通孔の内部底面に当接するように構成する。
(もっと読む)
柱状等の殻装コンクリート製品の製造方法及び装置
【課題】合成樹脂や金属、その他の殻体を外装した柱状等のコンクリート製品を、高品質で低コストに製造することができる製造方法及び製造装置を提供すること。
【解決手段】殻体1の複数を横置きにセット手段Aにセットして、セット手段Aを立ち上がらせると、固定手段Bにより固定して置いて、打設手段Cで殻体1内へコンクリートの打設を行い、柱状等の殻装コンクリート43を成形する。そして、コンクリートが硬化すると、セット手段Aを倒して製品43を離脱すること。
(もっと読む)
インサート取付治具、及びインサートの取付方法
【課題】 投入するコンクリートの圧力を受けてもインサートが真っ直ぐに埋設されるインサート取付治具を提供する。
【解決手段】 インサート19を保持した状態で型枠18内に取り付けるインサート取付治具11であって、該インサート取付治具11は、円盤状の基部12と、該基部12の中央位置から起立させて所要長さで且つ中心部に長さ方向に沿う孔24を有する突出部23とを、弾性を有する合成樹脂材で一体に形成し、該突出部23は、基部12側をネジ部13に自由端部側を細径部14に形成し、前記基部12には、前記ネジ部13の外周に沿うように前記インサート19の端部19aが嵌り込むリング状の溝部17を形成し、前記細径部14の外周面に釣り鐘状のキャップ15を被せ、該キャップ15の先端部から前記基部12に渡って軸材16を前記孔24に挿通した構成である。
(もっと読む)
コンクリート桝製品の成形装置
【課題】 板材単体のコーナが内枠の対角方向外側に膨らみ難くして、内枠の突張りがほとんど生じないようにしコンクリート桝製品にヒビが入る事態を防止してコンクリート桝製品の歩留まりを向上させる。
【解決手段】 多角形筒状の側壁2を有したコンクリート桝製品Mを成形する成形装置S1であって、側壁2の開口端面を成形する端面型を有した基台10と、側壁2の外側面4を成形する外枠11と、基台10に支持され側壁2の内側面5を成形する側面成形型21を備えた内枠20とを備え、側面成形型21を、複数の内側面5に対応した板材単体22を連設して横断面多角形状の筒状に形成し、板材単体22を内側に撓んで曲がることが可能な可撓性材料で形成し、互いに隣接する板材単体22のコーナ部22aであって板材単体22間に架設部材26を架設した。
(もっと読む)
樹脂シート、樹脂シートの継手構造及びコンクリート構造物の施工方法並びにコンクリートセグメント及びコンクリート中詰め鋼製セグメント
【課題】コンクリート打設時に継目部分からコンクリート成分が漏れ出すのを防止する。
【解決手段】ライニングシート1は、コンクリート構造物の表面を覆う板部2と、コンクリートに埋設されるリブ部3と、板部の端縁に沿って裏面側に後退するように形成された継目部5と、継目部に除去可能に配置された保護部6を有する。継目部5,5が対向するように一対のシート1を型枠10に配置し、コンクリートを打設する。型枠撤去後にシート1から保護部6を除去し、突き合わせた継目部に密閉シートを配置してシート1に固定する。継目部5,5には保護部6,6があるのでコンクリート打設時にコンクリート成分が漏れ出すことはなく、型枠撤去後のはつり作業は不要である。継目部5にシート1と同材質の密閉シートを設けるので全面について耐久性が均一になり、表面が面一となるのでライニング面の平滑性能が良好で流体の移動が阻害されない。
(もっと読む)
コンクリートテストピース作成用型枠及びこの型枠を用いたコンクリートテストピースの製造方法
【課題】 建設現場等で殆ど常設されている圧搾エアーガンを利用して容易に高精度のコンクリートテストピースを低廉に製造することができるコンクリートテストピース作成用型枠及びこの型枠を利用したコンクリートテストピースの製造方法を提供する。
【解決手段】 コンクリートテストピース作成用型枠を、底部に圧搾エアー送入用孔が開設された断面形状が略凹状の有底円筒体と、該有底円筒体の内底部に形成されたスペーサ部と、このスペーサ部の上面に水平に固着され上記有底円筒体の内径よりも若干小径に形成されてなる底平板と、から構成した。
(もっと読む)
81 - 92 / 92
[ Back to top ]