
Fターム[4G054AB01]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体の形状 (467) | 積層体 (64)
Fターム[4G054AB01]に分類される特許
21 - 40 / 64
セラミックグリーンシートの積層装置及びその方法
【課題】熱と圧力により個々のセラミックグリーンシートを接合してセラミック積層体を形成する際の積層ズレを防止する。
【解決手段】厚板状の下金型6と、下金型6の上面側に設けられる加熱プレス設備8とを有し、下金型6は、その厚み部分を貫通する貫通孔7と、下金型6の厚み部分に内設されて下金型6を加熱する第1の加熱機構15とを備え、加熱プレス設備8は、上金型9と、上金型9の下面9aでかつ貫通孔7と符合する位置に立設される少なくとも2の孔開けピン10と、上金型9の下面側9aに配設され、孔開けピン10をその厚み部分に挿通しながら孔開けピン10の軸方向にスライド可能に設けられる平板体12とを備え、上金型9は、その厚み部分に内設されて上金型9を加熱する第2の加熱機構16を具備し、貫通孔7は、セラミックグリーンシート5の載置部の対辺に少なくとも1対ずつ形成されるセラミックグリーンシートの積層装置1による。
(もっと読む)
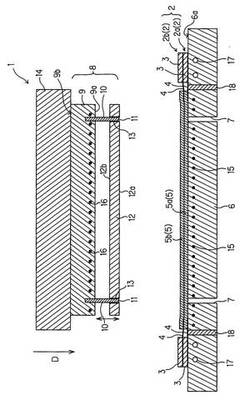
着磁建材及びその製造方法

【課題】セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化された着磁建材を提供する。
【解決手段】着磁建材1は、セラミックス板状体2の裏面の全面に、着磁された硬質磁性体(永久磁石)3が設けられたものである。この着磁建材1は、乾式プレス又は押し出し法等により、坏土成形体と硬質磁性粉末成形体とを一体成形してなる複合成形体を、焼成し、次いで着磁加工を施すことにより製造される。坏土成形体の裏面に硬質磁性粉末成形体が配置された状態で焼成して着磁建材としているため、セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化されたものとなり、着磁された硬質磁性体(永久磁石)がセラミックス板状体から剥離し難いものとなる。
(もっと読む)
複合材料、複合材料の製造方法及び該複合材料を用いた摺動部材
【課題】強度低下の防止、クラック発生の防止および生産性の向上を図った複合材料、その製造方法及び該複合材料を用いた摺動部材を提供することである。
【解決手段】複合材料は、主にカーボンからなる摺動層7と、摺動層7の外周に結合されたカーボンを含まない焼結体層8とで構成されている。摺動部材には、この複合材料が用いられている。複合材料の製造方法は、焼結体層の材料9を型に充填する第1充填工程と、摺動層の材料10を焼結体層の内周に位置する型に充填する第2充填工程と、第1充填工程及び第2充填工程において充填された材料を同時に加圧成形して粉末成形体を得る成形工程とを有している。
(もっと読む)
滑らかな表面を有する無機質成形体とその製造方法
【課題】軽量であって滑らかな表面を有する無機質成形体を提供する。
【解決手段】珪酸カルシウムを主成分とする無機質成形体であって、当該成形体の少なくとも一面に於いて、最表面を走査型電子顕微鏡を用いて倍率10000倍で見た時、珪酸カルシウムの結晶が、当該最表面に沿うように配向した状態で観察され、且つ当該最表面の光沢度が4%以上で、且つ当該最表面を形成する前記結晶の配向指数が1.5以上であることを特徴とする無機質成形体。
(もっと読む)
膨張バーミキュライト形成方法および圧縮材料製造方法
非膨張水和バーミキュライトを3時間乃至7時間、400乃至600℃で加熱して非水和バーミキュライトを発生させる段階と、この非水和バーミキュライトを、少なくとも一種類の気体の発生中、分解することができる挿入剤を含む溶液と接触させる段階とを連続的に備えている膨張バーミキュライト形成方法。この方法は、主に、熱絶縁分野で適用される。 (もっと読む)
押出成形板の製造方法及び押出成形板の製造装置
【課題】 押出成形板の表面に対して目地模様等の凹凸模様を、見栄えよく、簡単で、しかも高速で成形すること。
【解決手段】 水硬性材料を含む混練物20を口金部13から押し出し、その押し出されて成形されていく生板14の上面に合成樹脂製の成形型ベルト15を押し付けながら生板14の押出し方向8に走行させることによって、表面に凹凸模様25が成形された押出成形セメント板を製造する押出成形板の製造装置11おいて、成形型ベルト15に固着して埋設され、生板14の押出し方向8と略直交する方向に延びるように配置されてそれぞれの端部27aが成形型ベルト15から突出する複数の補強部材27と、それぞれの補強部材27の端部27aを、それぞれの間隔を維持した状態で保持溝30で保持しながら生板14に伴って移動する矯正チェーン33とを備える。
(もっと読む)
成形体の製造方法、成形装置および焼結体の製造方法
【課題】本体部とこの本体部の表面を覆うように設けられた被覆層とを有し、これらの部分が互いに異なる種類の粉末を含んでなる機能性に優れた複合成形体を容易に製造可能な成形体の製造方法および成形装置、および、かかる成形体の製造方法で製造された複合成形体を焼成してなる焼結体を製造する焼結体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、成形型10のキャビティ15内に、磁性材料で構成された第1の粉末を含む第1の造粒粉末51を供給する第1の工程と、キャビティ15内に磁界を付与することにより、第1の造粒粉末51をキャビティ15の内壁面に吸着させる第2の工程と、内壁面に第1の造粒粉末51を形成させたキャビティ15内に、第1の粉末と種類の異なる第2の粉末を含む第2の造粒粉末52を供給し、成形する第3の工程とを有する。これにより、2層構造の複合成形体が得られる。
(もっと読む)
無機質板の製造方法
【課題】層間密着強度や耐凍害性確保のための最低面圧を確保してプレス成形を行うために、能力の非常に高いプレス機を不要とすることができる無機質板の製造方法を提供する。
【解決手段】未硬化のセメント基板1の表面に、セメントを主成分とする表層材料6を散布して表層14を形成する。この後、凹凸面を有するプレス型15を表層14側から押し付けて加圧成形することにより模様凸部18と模様凹部17とを形成する無機質板の製造方法に関する。模様凸部18の部分における未硬化のセメント基板1の圧縮率と模様凹部17の部分における未硬化のセメント基板1の圧縮率との差が20%以下となるように加圧成形する。
(もっと読む)
木質セメント板の製造方法
【課題】生産効率良く凹凸意匠面を有する木質セメント板の製造方法を提供する。
【解決手段】凹凸意匠面を有する木質セメント板の製造方法において、凹部形成部に対応する凸部を形成した型板を搬送させながら、該型板の上に原料を散布して層状のマットを形成する工程と、該マットの表面の高さが略均一となるように揃える工程と、該型板の凸部に積層した該マットの原料の一部を上側から掻き取る工程と、上記マットと上記型板とをプレスし、養生する工程とからなることを特徴とする木質セメント板の製造方法。
(もっと読む)
無機質焼成体の製造方法
【課題】
本発明は、乾式プレス成型法や半乾式プレス成型法によって、諸物性が良好で、かつ大きなサイズの焼成体を得ることのできる製造方法を提供するものである。
【解決手段】
上盤と、下盤と、枠部とからなるプレス装置を用いた無機質焼成体の製造方法であって、
裏層又は表層用原料混合物を、該下盤の上に散布する工程と、
散布された裏層又は表層用原料混合物の上に、芯層用原料混合物を散布する工程と、
散布された芯層用原料混合物の上に、表層又は裏層用原料混合物を散布する工程と、
前記下盤と前記上盤とにより、三層に積層された原料混合物をプレス成型する工程と、
からなることを特徴とする無機質焼成体の製造方法。
(もっと読む)
けい酸カルシウム板の製造方法
【課題】 モールドプレス法によりけい酸カルシウム板を製造する場合であっても、着色剤が板全体に均一に分散可能なけい酸カルシウム板の製造方法を提供すること。
【解決手段】 パルプ離解装置内にて、パルプおよび水を混合し前記パルプを解繊した後、そこに水不溶性の着色剤を加えてさらに混合する第1湿式混合工程と、前記第1湿式混合工程後に得られた混合物と、その他の原料とをさらに混合して原料スラリーを得る第2湿式混合工程と、前記原料スラリーを加圧脱水法により脱水し、均一な厚さを有する生板を形成する生板形成工程と、前記生板をオートクレーブ養生を行い硬化させる硬化工程とを有するけい酸カルシウム板の製造方法。
(もっと読む)
無機質板の製造方法
【課題】経済的に防水性を高めることができる無機質板の製造方法を提供する。
【解決手段】走行ベルトコンベア13上に水40を供給した後、この走行ベルトコンベア13上にセメントを含む水硬性材料11を供給する。次に、走行ベルトコンベア13上の水硬性材料11に水41を供給した後、この水硬性材料11をプレス成形する無機質板Bの製造方法に関する。走行ベルトコンベア13上に供給する水40に防水剤を配合する。水硬性材料11の全体に水を行き渡らせるために走行ベルトコンベア13上に供給される水40を利用して、無機質板Bの裏面に防水剤を供給することができ、防水剤の塗装作業が不要となって手間をかけずに無機質板の防水性を高めることができる。防水剤が不要な無機質板Bの内部にまで供給されることが少なくなって、防水剤が無駄に消費されずに経済的に防水性を高めることができる。
(もっと読む)
無機質板及びその製造方法
【課題】不燃性、取扱性、加工性、施工性に優れた、高強度の無機質板を生産性よく製造できるようにする。
【解決手段】長さ3〜15mmの無機繊維1〜10重量%と、軽量骨材10〜70重量%と、無機質粉状体10〜70重量%と、結合剤5〜15重量%とを有し、これら組成材料に水を加えて含水率5〜15%に調整された混合物をフォーミングして形成したマットが熱圧プレスにより成形された無機質板Aとする。
(もっと読む)
固体酸化物燃料電池の製造方法
【課題】アノード−電解質層、及び/又は多層固体酸化物燃料電池の製造を含む、多層固体酸化物燃料電池の個々の層の改善した製造方法の提供。
【解決手段】
固体酸化物燃料電池の製造方法は、(a)前記固体酸化物燃料電池の層の原料をスクリュー押出し成形機(200)、(400)に導入する工程、(b)前記原料が前記スクリュー押出し成形機(200)、(400)を通過する際に前記原料を混合して混合物にする工程、(c)前記原料が前記スクリュー押出し成形機(200)、(400)を通過する際に前記原料の前記混合物を脱気する工程、及び(d)前記混合物を前記スクリュー押出し成形機(200)、(400)の下流端にある開口部(218)、(418)を通して押出す工程を含んでなる。前記スクリュー押出し成形機(200)、(400)は2軸スクリュー押出し成形機(400)でもよい。
(もっと読む)
ケイ酸カルシウム水和物ワークピース及び組成物、ケイ酸カルシウム水和物ワークピースの製造方法
本発明は、消石灰とパラメータD50により定められた粒径が100μm以下のシリカとの反応によって本質的に得られる、水和されたケイ酸カルシウムにおける耐アルカリ性ガラス繊維のベースの押出成型された部品に関する。本発明は、更に、遊離水、パラメータD50により定められた粒径が、100μm以下のシリカ、消石灰、耐アルカリ性ガラス繊維、可塑剤及び凝集剤を包含する押出成型可能な組成物に関する。本発明は、耐アルカリ性ガラス繊維及び水和されたケイ酸カルシウムをベースとした部品の製造にも関し、この方法は、組成物の押出成型、未固化部品の予備乾燥及び予備乾燥させた部品の150℃より高い温度でのオートクレーブ処理を包含する。 (もっと読む)
けい酸カルシウム板の製造方法
【課題】 層間剥離やパンクを生じにくい、モールドプレス法を利用したけい酸カルシウム板の製造方法を提供する。
【解決手段】 (1)モールド内にけい酸カルシウム板用原料と水とを混合して調製した原料スラリーを注入する工程と、(2)前記モールド内で原料スラリーを加圧して上面側から脱水することにより、均一な厚さを有する生板を形成する工程と、(3)前記生板をモールドから取り出しオートクレーブ養生を行い硬化させる工程とを有するけい酸カルシウム板の製造方法であって、前記(2)工程において、前記モールドは、水密性を有する底部および上下方向に移動自在な枠材からなる側部からなり、前記側部が底部に当接することによりモールドが形成され、前記モールド内に注入された原料スラリーは、その上面側からのみ脱水される製造方法。
(もっと読む)
セラミック膜チューブ成形用モールド及びこれを利用したセラミック膜チューブ製造方法
本発明は、集積化が容易であり、気体分離効率が高い一端閉鎖型チューブ構造のセラミック膜成形用押し出しモールド及びこれを利用したセラミック膜チューブ製造方法に関する。押し出しモールドは、外部モールド、内部モールド、及び押し出し口末端キャップから構成され、キャップの中央には押し出し成形密度を制御するための貫通口が形成され、内部モールド及び外部モールドには押し出されるチューブの内部圧力を外部大気と同一に維持するための通路が形成される。本発明による一端閉鎖型セラミック膜チューブは、押し出しモールドの押し出し口末端をキャップで閉鎖した状態で押し出しモールドにセラミック混合物を供給し、混合物が押し出し口末端の空間を満たすと、キャップを除去した後、押し出しモールドに混合物をさらに供給して所定長さのチューブ型セラミック押し出し体を得る段階により製造される。 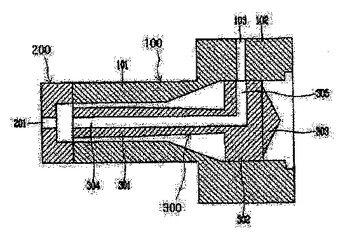 (もっと読む)
(もっと読む)
コンクリート成形体
【課題】間伐材などから製炭してなる木炭を多量に含み、資源を有効活用できるとともに保水性に優れ、しかも曲げ強度を高めて車両の乗り入れ部分にも適用可能なコンクリート成形体を提供する。
【解決手段】セメントと骨材とを主要素材とした第1層2と、棒状炭3及び粒状炭4とセメントと骨材と繊維材と混和剤とを主要素材とした第2層5とからなり、第1層2の素材と第2層5の素材とをそれぞれ混合して、プレス成型機の型内に積層状に充填し、加振しながら設定形状に圧縮して固化した。
(もっと読む)
セラミックス摺動部材とその製造方法およびこれを用いたメカニカルシールリング用部材並びにメカニカルシールリング
【課題】 シールリング等の摺動部材としての強度を確保し、且つ摺動特性に優れ、クラックが発生することのないセラミックス摺動部材を提供する。
【解決手段】 セラミックス摺動部材1が、緻密質のセラミックスからなる基材1bの表面に、潤滑液が供給される摺動面3を備えたセラミックスからなる多孔質層1aが形成されており、この多孔質層1aの大多数の気孔は、摺動面3に垂直な方向の大きさが平行な方向の大きさより小さく、一部の気孔は摺動面3に開気孔4aとなっていることを特徴とする。開気孔4a内に貯溜していた潤滑液15を十分に摺動面3に供給するように作用して、摩擦係数を低くすることにより高い摺動特性を得ることができる。
(もっと読む)
装飾体の製造方法
【課題】
たとえば舞台装置やインテリア、屋外装飾などに使用するのに好適な新規な装飾体、より詳しくは従来の幕に代えて使用できるシート状の装飾体の提供。
【解決手段】
屈曲自在なネットシート状の芯材21と、該芯材21に形成された複数の網目21a内に保持される焼成粘土からなる閉塞部材31とを有し、該閉塞部材31には、上記網目21aの縁に係止する係止部32が形成された装飾体11。
(もっと読む)
21 - 40 / 64
[ Back to top ]