
Fターム[4J040PB24]の内容
Fターム[4J040PB24]に分類される特許
1 - 20 / 20
粘着シートの製造方法、ならびにその製造方法により製造された粘着シートを備える表示デバイスおよび携帯機器
【課題】基材をなす延伸樹脂フィルムの延伸方向に基づいて異方性を有する特性が制御された粘着シートを製造する手段を提供する。
【解決手段】 粘着シートの基材の原料となる長尺の延伸樹脂フィルムについて、含有される高分子の配向軸の分布が特定されたものを用意し、この長尺の延伸樹脂フィルムを備える長尺のフィルムから矩形の粘着シートの形状に対応した矩形の部材を切り出すにあたり、延伸樹脂フィルムにおける矩形の基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向とこの矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、長尺の延伸樹脂フィルムの長手方向と矩形長軸方向とがなす角度を調整する。
(もっと読む)
貼り合わされた板の剥離方法および剥離装置

【課題】2枚の板を貼り合わせてなるワークから自動でかつ破損させることなく精度よく両板を互いに剥離する。
【解決手段】両面粘着シート4を介してガラス板1と表示パネル3を貼り合わせてなるワークWを一対の上保持部材5と下部保持部材6とにより両面から吸着保持し、保持面の一端側に設けた支軸8の回りに、例えば下部保持部材6を揺動下降させ、当該下部保持部材6の吸着面によってガラス板1の全面を平坦に保持したまま他方の表示パネル3から剥離する。
(もっと読む)
接着剤供給装置及び接着剤供給方法
【課題】接着剤の流動防止のための線幅を細く維持しつつ、均一で高い貼り合わせ厚を確保できる接着剤供給装置及び接着剤供給方法を提供する。
【解決手段】貼り合わせ対象となるワークS1に対して接着剤R1を供給することにより、充填材である接着剤を供給する領域を規定するための土手部を生成する土手生成部と、ワークS1に対して、接着剤R1の流動を抑制する線状の抑制部Cを生成する抑制部生成部10とを有する。抑制部生成部10は、UVインクIを塗布する塗布部10aと、UVインクIを硬化させる硬化処理部10bとを有する。
(もっと読む)
接着剤
【課題】接着対象を適切な位置関係で接着できなくなったり、接着対象周辺の美観を損ねてしまったりすることを防止する。
【解決手段】超常磁性粒子それぞれが分散されているため、接着に際して外部から磁場を印加することで、接着剤そのものを磁場の印加領域に保持させたり、磁場の印加領域を変位させることで接着剤そのものを移動させることができる。これにより、接着剤としての粘度を下げても、接着時に外部から磁場を印加しておくことで、重力により接着剤自体が流れる『液だれ』を防止できるため、接着対象を適切な位置関係で接着できなくなったり、接着対象周辺の美観を損ねてしまうことを防止できる。また、接着剤そのものを磁場が印加されている領域と共に移動させることができるため、微細な隙間において接着剤を浸透させるべき方向に磁場を印加することにより、その浸透をより適切かつ迅速に行うことができる。
(もっと読む)
接着装置、接着方法、および液滴吐出ヘッドの製造方法。
【課題】複数の機能液を混合することで接着力が発現する接着剤を用いて、それぞれの機能液を確実に、かつ均一に混合させて、所定の接着力で接着対象どうしを接着可能な接着装置および接着方法を提供する。
【解決手段】接着装置600は、成膜手段610と、超音波印加手段620と、押圧手段630と、載置手段640とを備えている。成膜手段610は、例えば上述した液滴吐出ヘッド1を用いればよい。この液滴吐出ヘッド1のリザーバ100a,100bには、2液硬化型接着剤を構成する液状の主剤611、硬化剤612がそれぞれ導入される。超音波印加手段620は、超音波発振素子を備えた超音波照射ユニット621から構成されていれば良い。超音波照射ユニット621は、載置手段640を構成する接着ステージ641の方向に向けて超音波を照射する。
(もっと読む)
基板の貼り合せ方法及び装置
【課題】 表示パネルの製造に用いる第1と第2の基板を位置合せして重ね合せた後、それらの基板の間に塗布した基板用接着剤を固化することにより、それら基板を貼り合せ完了するに際し、それら基板の貼り合せ位置精度を向上すること。
【解決手段】 貼り合せ基板の製造装置において、第1のステージ20と第2のステージ30とを相対的に接離する方向に移動させる駆動部と、第1のステージ20と第2のステージ30とを接近移動させるように駆動部を制御することによって第1と第2の基板1、2を重ね合せるとき、第1のサポート部材5における第1の基板1の支持面側と第2のサポート部材6における第2の基板2の支持面側との少なくとも一方に第1の基板1或いは第2の基板2を囲むように塗布された、固化前の接着力が基板用接着剤3よりも大きなサポート用接着剤8を介して第1のサポート部材5と第2のサポート部材6とを貼り合せる制御部とを備えるもの。
(もっと読む)
二液型接着剤用接着装置、及び該装置を用いた物品の接着方法
【課題】第一液と第二液とからなる二液型接着剤を用いて二つの物品を接着する際に、第一液を一方の物品の接着面に、第二液を他方の物品の接着面に、効率よく塗布し、接着することのできる接着装置、及び該装置を用いた物品の接着方法を提供する。
【解決手段】所定の間隔を持って配置された、第一液を貯留する第一容器21と、第二液を貯留する第二容器22と、前記第一容器に挿脱自在に上下動可能な第一塗布体31と、第一塗布体と連結し、前記第二容器に挿脱自在に上下動可能な第二塗布体32と、一方の物品の接着面を第一塗布体に押圧し接離自在とする第一物品把持体41と、他方の物品の接着面を第二塗布体に押圧し接離自在とする第二物品把持体42とからなることを特徴とする二液型接着剤用接着装置。
(もっと読む)
接着剤塗布装置及び塗布方法
【課題】接着剤の使用量を低減するとともに、接着剤の硬化時間を短縮して短時間で接着することができる接着剤塗布装置及び塗布方法を提供すること。
【解決手段】接着面に接着剤を塗布する接着剤塗布装置10において、接着剤30が充填されたカートリッジ11から塗布ノズル14を介して接着剤30を外部に押し出す加圧シリンダ13と、加熱された気体を塗布ノズル14に供給するヒータ付きポンプ15と、加圧シリンダ14の動作に連動して塗布ノズル14に加熱された気体Gが供給されるようにヒータ付きポンプ15の動作を制御するコントローラ17とを設ける。
(もっと読む)
接着剤の滴下制御方法
【課題】実際のシール形成前にシール線幅を自動調節することのできる接着剤の滴下制御方法の提供。
【解決手段】予行試験工程では、滴下径X及び滴下ピッチPの変化とシール線2bの線幅Bとのデータ群の関連性を予め抽出しておき、その後のワーク製造過程では、滴下径Xの測定値より、滴下径X及び滴下ピッチPの変化とシール線2bの線幅Bとのデータ群の関連性に基づき、両板状ワーク1が所定のギャップGで重ね合わされたことによる伸展後のシール線2bの線幅Bを推定することで、滴下ピッチPを制御変数として伸展後のシール線幅Bを制御することにより、ワーク製造過程の途中にディスペンサ3からの点状接着剤2aの滴下径Xが微妙に変化しても、その滴下径Xの測定値から予行試験工程の測定結果に基づいて、ディスペンサ3からの滴下ピッチPを自動的に修正し、その後は修正した滴下条件でシール線2bが形成される。
(もっと読む)
結合手段
本発明は、2つの物体(1,2)を結合するための結合手段であって、ワンコート式の好気性の接着剤(3)を有するものに関する。接着剤(3)によって前記2つの物体(1,2)が結合される前に、前記接着剤(3)に、調量された湿気が供給される。前記2つの物体(1,2)が互いに接着される際に湿気が混入された接着剤(3)が硬化する。 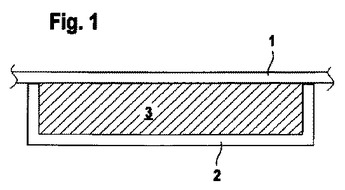 (もっと読む)
(もっと読む)
板材自動貼合装置
【課題】貼り合わせる二枚の板材の間に空隙が生じないようにして全体にわたって完全な貼合を行う。
【解決手段】上側の板材を、上部ステージ2におけるチャンバー3の開口部4に下側から被せて保持する。加圧用バルーン6をもって上側の板材の中央部を加圧してゆるやかな円弧状に撓ませる。この状態において下部ステージ28におけるチャンバー29及び受け板30を所定の速度でゆっくり上昇させ、該受け板30に保持した、上面に接着剤が塗布されたフラットな下側の板材を、その中心部を合わせて上側の板材に徐々に押し当てる。
(もっと読む)
接着体の製造方法
【課題】異形被接着体であっても、ラジカル重合硬化型の接着剤を用いて被接着体同士を簡単に接着することができる接着体の製造方法を提供することである。
【解決手段】被接着体同士をラジカル重合硬化型の接着剤で接着して接着体を製造する方法であって、被接着体である樹脂成形体1,2の接着面1a,2a同士を所定の間隔で対向配置する工程と、対向した接着面1a,2aの下部周縁にそれぞれゴム状弾性体4a,4bを配置し、該ゴム状弾性体4a,4b間の隙間をシールして、樹脂成形体1,2間に接着剤充填用セル7を形成する工程と、この接着剤充填用セル7内に接着剤30を注入充填し、この接着剤30を重合硬化する工程とを含むようにした。
(もっと読む)
炭化珪素種結晶を固定したサセプタの製造方法
【課題】炭化珪素単結晶製造時に炭化珪素種単結晶とサセプタとの接着界面が剥離することなく、炭化珪素種単結晶が確実にサセプタに固定されるような好適な接着方法を提供する。
【解決手段】炭化珪素種結晶、種結晶を固定するためのサセプタ、及び種結晶をサセプタに固定する接着剤を準備する工程、炭化珪素種結晶及び/又はサセプタに気泡通路の確保された非連続形状に接着剤を適用する工程、及び、種結晶とサセプタとを接着する工程を含む、炭化珪素種結晶固定サセプタの製造方法。
(もっと読む)
粘着部材製品における合紙剥離方法及び粘着部材製品の合紙剥離治具
【課題】 粘着部材製品の複数の第2合紙を一括して短時間で両面粘着部品から剥離する。
【解決手段】 粘着部材製品1は、第1合紙5上に複数の両面粘着部品3を貼り付けると共に複数の各両面粘着部品3の表面に第2合紙7がそれぞれ個別に貼り付けられて構成している。両面粘着部品とほぼ同じ厚さを有し、かつ複数の両面粘着部品を挿入可能な抜き穴部21を有する剥がし用プレート19を、粘着部材製品の第1合紙上に載置して、複数の両面粘着部品上に貼り付けられた第2合紙を抜き穴部から剥がし用プレートの表面より上方へ突出せしめた後、剥がし用具25を剥がし用プレートの表面上に沿って相対的に走行せしめることにより、この剥がし用具で剥がし用プレートの表面より上方へ突出した各第2合紙を両面粘着部品から一括して剥離することを特徴とする。
(もっと読む)
貼着装置
【課題】ACFテープを自動的に接続して追加することのできる貼着装置の提供。
【解決手段】ACFテープ210により供給されるACF212をガラスパネル200に貼着する貼着装置100であって、使用中のACFテープ210の終端部を保持する第1保持部111と、追加用のACFテープ210の始端部を保持する第2保持部114と、前記ACFテープ210の端部同士を厚さ方向に重なるように配置する配置部115と、重ねられたACFテープ210の端部同士を厚さ方向に押圧する押圧部116とを備える。
(もっと読む)
板状物品のピックアップ方法およびその装置
【解決手段】 支持部材3の熱剥離性シート12の表面には、切断された複数の半導体チップ1が接着保持されている。
加熱手段6は、レーザ発振器31から発振したCO2レーザ光をfθレンズ33により集光し、集光したレーザ光の照射スポットSが熱剥離性シート12に接着された半導体チップ1の接着範囲よりも狭い範囲となるようにする。そして走査手段32は第1ガルバノミラー36及び第2ガルバノミラー37を作動させて上記照射スポットSを接着範囲の中心付近かららせん状に外周に向けて走査する。
照射スポットSの軌跡に沿って熱剥離性シート12が加熱されると、熱剥離性シート12の粘着力が失われ、半導体チップ1を吸着保持手段7によってピックアップすることができる。
【効果】 板状物品の形状が変更されても、迅速に対応することができる。
(もっと読む)
金属箔と絶縁接着フィルムの積み重ね装置
【課題】 金属箔や絶縁接着フィルムをシワやスジが生じたりするようなことなく積み重ねることができる金属箔と絶縁接着フィルムの積み重ね装置を提供する。
【解決手段】 長尺の金属箔1を巻いたロール2と、長尺の絶縁接着フィルム3を巻いたロール4と、回転軸5で回転駆動される巻付け具6とを備え、巻付け具6を回転駆動することによって、各ロール2,4から金属箔1や絶縁接着フィルム3を引き出すと共に、巻付け具6にその両端縁で折り返して金属箔1と絶縁接着フィルム3とを重ね合わせた状態で巻き付けるようにした金属箔と絶縁接着フィルムの積み重ね装置に関する。この装置において、巻付け具6の回転角度を検出する回転角度検出手段と、回転角度検出手段によって検出される回転角度に応じて、巻付け具6で引張られて各ロール2,4から引き出される際に金属箔1や絶縁接着フィルム3に加わるテンションを調整するテンション調整手段とを具備する。
(もっと読む)
薄板の平板への接着方法
【課題】接着剤を、複数の位置に、平坦に、かつ経済的に塗布する。
【解決手段】接着方法は、被接着物が接着される接着面を有する平板を、接着面を上面として配置するステップ(ステップ55)と、配置された平板の各接着面に接着剤を塗布する塗布ステップ(ステップ56)と、塗布された接着剤の粘性係数を増加させる半硬化ステップと、粘性係数の増加した接着剤の表面の少なくとも一部を除去して、表面を平坦化する平坦化ステップ(以上、ステップ57)と、接着剤の平坦化された表面に被接着物を密着させるステップと、その後に、接着剤を硬化させるステップ(以上、ステップ58)とを有している。平坦化ステップは、接着剤の少なくとも一部を第1のネットの上に露出させるステップと、スキージを第1のネットの面上を滑らせて、第1のネットの上方に露出させられた接着剤を除去するステップとを有している。
(もっと読む)
常温接着施工法に於ける真空圧着施工方法
【課題】被着材にフィルムを被せて真空圧着する際に、被着材上面に均一な圧力がかかるようにして、安定した接着力を得ることが出来る常温接着施工法に於ける真空圧着施工方法を提供する。
【解決手段】1は鉄板等の平板状の剛性施工板、2は剛性施工板1の面上に塗布するエポキシ樹脂等の流動する接着材、3は厚さ20mm以上で、方形状で比較的柔らかい(JIS 50〜60Hs前後) ゴム状弾性板材(ゴム・ウレタン樹脂等)等の被着材を示し、この被着材3の周囲には、少なくとも被着材3の厚さ(t)以上の型枠材4を配置する。そして、この発明の実施形態では、上記の状態で被着材3を樹脂製のバキューム用のフィルム5により覆い、またフィルム5の周囲はシール部材6によりシールする。前記フィルム5には、バキュームポンプ等の図示しない吸引手段に接続された吸引パイプ7の接続口8が取り付けられ、前記吸引手段より真空吸引させて剛性施工面上に接着材層2を介して被着材3を真空圧着するものである。
(もっと読む)
転動式粘着テープクリーナー
【課題】
粘着テープの露出した新鮮な粘着面が、各種清掃対象物へ強力に粘着し過ぎることにより、転動操作を軽快・円滑に行なえず、又その粘着面の早期に用い尽くされてしまうことを予防する。
【解決手段】
引き伸ばしに対する自己収縮復元力が付与された伸縮性コイル(26)のリテーナー(R)を、粘着テープ(10)の巻き付け芯管(11)又はその芯管(11)の支持キャップ(17L)(17R)(22L)(22R)へ横方向から着脱自在に嵌め付けると共に、そのリテーナー(R)に切り離し基端部が係止保持された上記コイル(26)の自由な切り離し先端部を引き伸ばして、粘着テープ(10)の露出した粘着面(10F)へ適当な間隔ピッチ(P)での荒い螺旋状態に巻き付け使用することにより、その粘着テープ(10)の粘着面(10F)を狭く仕切り制限できるように定めた。
(もっと読む)
1 - 20 / 20
[ Back to top ]