
Fターム[4K027AC18]の内容
Fターム[4K027AC18]に分類される特許
41 - 60 / 87
亜鉛系溶融めっき鋼板
【課題】プレス成形加工時の形状凍結性、耐デント性及び塗装後の耐食性に優れ、引張強度が390MPa以上である、亜鉛を含む溶融めっき鋼板を提供する。
【解決手段】質量%で、C:0.01〜0.04%、Si:0.5%以下、Mn:1.0〜3.0%、P:0.05%以下、S:0.01%以下、Al:0.01〜1.0%以下、N:0.008%以下、Cr:0.01〜1.5%以下、残部がFeおよび不純物からなる化学組成を有し、主相がフェライトであり、第二相として低温変態生成相を1〜10%以下含み、表層Cr/Fe比が0.10以下である。
(もっと読む)
鉄系材料のめっき−樹脂被膜防食方法
【課題】 めっきと樹脂による、厚さが均一で優れた耐食性を有する実用的な防食方法を得て、その方法を適用したグレーチングを提供すること。
【解決手段】 防食方法は、鉄系材料に塩化第二鉄溶液で処理する工程を含むめっき前処理を施した後、溶融亜鉛めっきをし、次いで溶融亜鉛−アルミニウム合金めっきをし、更に化成処理後、表面に液体を塗布し流動浸漬により樹脂粉体を付着させ樹脂被膜を形成する方法である。
(もっと読む)
液体金属による固体基体表面の湿潤
液体金属により固体基体の表面を濡らす方法であって、高エネルギービームにより前記表面を活性化することと、活性化状態で液体金属を表面に導入することと、を含み、前記表面の温度が前記液体金属の融点よりも高いことを特徴とする液体金属により固体基体の表面を濡らす方法。  (もっと読む)
(もっと読む)
塗装焼付硬化性能に優れた合金化溶融亜鉛めっき鋼板の製造方法
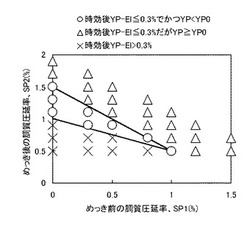
【課題】強度と加工性を兼ね備え、更にBH性と常温遅時効性をも兼ね備えた、塗装焼付硬化性能に優れた合金化溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】C:0.0014〜0.0025質量%である極低炭素のスラブを、熱間圧延、冷間圧延、連続焼鈍後に一旦、調質圧延を施した後、引き続き、連続溶融亜鉛めっきラインにてめっき後合金化熱処理後に再度、調質圧延を施す、合金化溶融亜鉛めっき鋼板の製造プロセスにおいて、めっき前後の二種の調質圧延率の関係が、式:SP1+SP2≦SP0≦0.75×SP1+1.5×SP2(SP0は冷間圧延後に焼鈍ラインのみによって冷延鋼板を製造する際の、鋼板の遅時効性が確保される最小限の調質圧延率(%)、SP1とSP2は焼鈍ラインに引き続くめっきラインでの、めっき前後の各々の調質圧延率(%))を満たすように行なうことを特徴とする。
(もっと読む)
表面品位に優れる合金化溶融亜鉛めっき鋼板の製造方法

【課題】鋼板表面の凹凸や鋼板表面の結晶粒径むら、鋼板表面元素むらなどに起因するめっき合金化むらを抑制し、外観品位に優れる合金化溶融亜鉛めっき鋼板を製造する。
【解決手段】質量%で、C;0.001%以上0.003%以下、Si;0.005%以上0.1%以下、Mn;0.01%以上0.4%以下、P;0.005%以上0.03%以下、S;0.005%以上0.02%以下を含み、残部がFeおよび不可避的不純物からなる鋼を、熱間圧延するに際し、粗圧延開始前の一次デスケーリングにおけるデスケーリング吐出水圧力を980KPa以上3000KPa以下とし、かつデスケーリング開始時のスラブ表面温度Tが以下の式(A)を満たし、さらにデスケーリング用の水温を20℃以下で鋼板表面に噴射して、熱延一次デスケーリングをした後、粗圧延機、仕上げ圧延する。1000≦T≦3330×(S%)+1200・・・・(A)
(もっと読む)
合金化溶融亜鉛めっき鋼板の線状マーク防止方法
【課題】外観品位のきわめて厳しい自動車ボディ外板としての使用にも耐え得る表面外観に優れた合金化溶融亜鉛めっき鋼板を製造するための線状マーク防止方法を提供する。
【解決手段】合金化溶融亜鉛めっき鋼板用のスラブの表面を、溶削酸素圧力p(kPa)と、溶削速度V(mpm)と、ホットスカーファーのアッパーブロック燃焼ノズル先端との距離a(mm)とが、V≧K√P(Kは139、好ましくは193)、p≦250、V≦40、8≦a≦20の4つの条件式を満たす範囲でホットスカーファーによる溶削を行い、溶削により発生した溶着地金をスラブ表面から除去する。溶着地金に起因する線状マークの発生をなくすることができる。
(もっと読む)
スチールのコーティングされ硬化されたコンポーネントを製造する方法と、この方法のためのコーティングされ硬化されたスチール・ストリップ
本発明は、硬化性スチールからなる硬化コンポーネントの製造方法に関し、スチールストリップは、炉中で温度上昇に晒され、それによって表面酸化物層が形成される酸化処理を受け、その後、金属又は金属合金を使用したコーティングを受ける。ストリップは加熱され少なくとも部分的にオーステナイト化されて少なくとも部分的に硬化したコンポーネントが作り出され、その後、冷却されそれによって硬化される。本発明は、更に、前記方法によって製造されるスチール・ストリップにも関する。 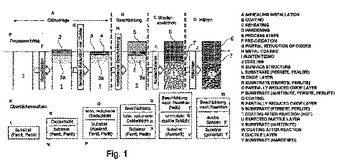 (もっと読む)
(もっと読む)
低降伏比高ヤング率鋼板、溶融亜鉛メッキ鋼板、合金化溶融亜鉛メッキ鋼板、及び、鋼管、並びに、それらの製造方法
【課題】静的引張法で測定された圧延方向のヤング率が高い、低降伏比高ヤング率鋼板、めっき鋼板、鋼管、及びそれらの製造方法を提供する。
【解決手段】質量%で、N:0.01%以下、Nb:0.005〜0.10%、Ti:0.002〜0.15%を含有し、Ti、Nが、Ti−48/14×N≧0.0005を満足し、フェライトとベイナイトの一方又は双方の体積率の合計が50%超、マルテンサイトの体積率が2〜25%であり、鋼板の表面からの板厚方向の距離が板厚の1/6である位置の、{100}<001>方位のX線ランダム強度比と{110}<001>方位のX線ランダム強度比との和が5以下であり、{110}<111>〜{110}<112>方位群のX線ランダム強度比の最大値と{211}<111>方位のX線ランダム強度比の和が5以上であることを特徴とする低降伏比高ヤング率鋼板。
(もっと読む)
溶融亜鉛メッキ鋼材識別カラータグ
【課題】溶融亜鉛メッキ鋼材に取り付けられる識別タグの情報文字を、解読しやすいように非合金反応色彩着色カラータグを提供する。
【解決手段】鋼板(2)に色彩着色釉薬(1)を全面に施して溶融亜鉛メッキ処理工程でタグが合金反応しないことを特徴とする。
(もっと読む)
高強度溶融亜鉛めっき鋼板および高強度合金化溶融めっき鋼板の製造方法
【課題】質量%でSiを0.1%以上3%以下含有する鋼板を母材鋼板として、高強度溶融亜鉛めっき鋼板を製造する際に不めっきの発生を防止し、また高強度合金化溶融亜鉛めっき鋼板を製造する際に不めっきの発生を防止し、優れた耐パウダリング性が得られるようにする。
【解決手段】質量%でSiを0.1%以上3%以下含有する鋼板を溶融亜鉛めっきする際に、該鋼板を焼鈍した後、鋼板表面にMgを付着させるMg付着処理を行い、その後溶融亜鉛めっきする。Mg付着処理は、鋼板表面にMgを5mg/m2以上500mg/m2以下付着させる。
(もっと読む)
熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法、それにより製造されたストリップ、及びそのような被覆ストリップの使用
本発明は、熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法に関する。本発明により、本方法は、下記の工程:・熱間圧延された鋼ストリップを用意する工程、・ストリップを金属被覆で被覆する工程、・このストリップからテーラーロールドブランク(TRB)を切断できるように、複数の厚肉部及び複数の薄肉部を少なくとも有することでその長さ方向においてストリップの厚さが変化するようにストリップを冷間圧延する工程を含んでなる。本発明は、このようにして製造されたストリップ及びそのような鋼ストリップの使用にも関する。 (もっと読む)
アモルファス合金のコーティング方法。
【課題】アモルファス合金の生成には急冷の処理が要求され、これを被加工物の表面にコーティングする方法は未だ開発されていない。
【解決手段】熱伝導率が高く、熱容量の大きな例えば銅で作られた厚肉の冷却筒1を急冷凝固用遠心鋳造機に連結し、その中に管状の被加工物を挿入固定して高速回転させておき、高周波コイルで溶解したアモルファス合金溶湯をノズルから被加工物の内面に向けて射出すると同時にノズルを定速で軸線方向に引き上げてコーティングを行う
(もっと読む)
表面外観に優れた溶融亜鉛めっき鋼板の製造方法
【課題】CGLで製造される溶融亜鉛めっき鋼板の表面欠陥、特に合金化溶融亜鉛めっき鋼板の製造において問題視される筋状の模様の発生を解消する。
【解決手段】CGLで搬送される鋼板20の両面を、対向して配置される一対のブラシロール21により前研削してから溶融亜鉛めっきを行って溶融亜鉛めっき鋼板を製造する際に、鋼板20の搬送方向についての、上ブラシロール21aの中心軸と下ブラシロール21bの中心軸とのオフセット量t(mm)、及び鋼板20の板厚方向への下ブラシロール21bの押し込み量P(mm)が、下記(1)式及び(2)式の関係を満足するようにする。
0.5/P≦t≦3.0 ・・・・・(1)
0.5≦P≦5mm ・・・・・(2)
(もっと読む)
溶融亜鉛めっきのやけ防止方法
【課題】 溶融亜鉛めっきのやけの発生を防止することができ、溶融亜鉛めっきの品質を向上させる方法を提供するものである。
【解決手段】 本発明は、溶融亜鉛めっき処理において、被めっき鋼材を溶融亜鉛浴に浸漬する前に、被めっき鋼材表面の結晶粒径を1μm以下に微細化処理した後、これを溶融亜鉛浴に浸漬して溶融亜鉛めっき処理を施すものである。
(もっと読む)
高張力溶融亜鉛めっき鋼板と製造方法
【課題】TS 780 MPa以上で、プレス加工+塗装焼付処理後の低温靭性、成形性、めっき密着性に優れる溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】C:0.035〜0.150%、Si:0.05〜0.60%、Mn:2.0〜4.0%、P:0.015%以下、S:0.0015%未満、sol.Al:0.8%以下、N:0.0031〜0.015%、O:0.0030%以下、Ti:0.005〜0.130%、Nb:0〜0.130%、Ti+Nb≧0.055%、残部がFeおよび不純物からなる化学組成を有し、フェライトの平均結晶粒径5.0μm以下、硬質第2相の平均粒径5.0μm以下である金属組織を有する。熱間圧延完了後4秒間以内に冷却を開始し、熱間圧延後10秒以内に700℃以下まで冷却し、400〜700℃で巻取り、酸洗後30〜80%の圧下率の冷間圧延を施し、前記冷間圧延鋼板を750〜950℃に5〜200秒滞在させてから400〜600℃まで冷却し、400〜600℃に5〜200秒滞在させ、溶融亜鉛めっき処理を施す。
(もっと読む)
防振装置のリサイクル方法
【課題】微風振動防止用ダンパや電線着雪防止のために径間内に分散して取付けられる捻れ防止ダンパ等の構成部品のうち、特に、亜鉛めっきが施された重錘類を回収して再めっきし、リサイクル製品として再利用を図ると共に、環境汚染の防止に役立て、地球温暖化防止のための省エネルギーに貢献し、これらのリサイクル製品を安価に提供することを目的とするものである。
【解決手段】架空送電線に使用されている微風振動防止のための防振装置および難着雪対策のために使用されている捻れ防止ダンパなどの重錘類を含む防振装置のリサイクル方法であって、重錘のリサイクル工程は、重錘と鋼撚り線を分離する第一工程に続き、重錘の腐食生成物除去および脱亜鉛からなる第二工程を経て、重錘を再めっき処理する第三工程とから成ることを特徴とする防振装置のリサイクル方法である。
(もっと読む)
塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板およびその製造方法
【課題】塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板を得ること、そして、メッキ後の調質圧延において、特殊なロール粗度やロール管理を必要としない簡便な方法で製造することを課題とする。
【解決手段】質量%で、Fe:6〜13%、Al:0.25〜1%、Ni:0.25〜1%、残部Znと不可避不純物からなるメッキ組成であって、平均うねり(Wca)が0.5μm以下、平均粗さ(Ra)が0.4μm以上であることを特徴とする塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板で、該メッキ鋼板はRa>2×Wcaの関係を満たすことが望ましい。このメッキ鋼板は、焼鈍、調質圧延された冷延鋼板にNiプレメッキを施し、500℃以下の温度まで加熱した後、溶融亜鉛メッキ浴でメッキし、ワイピング後に加熱、合金化し、0.1%以上の調質圧延を行なうことを特徴とする。
(もっと読む)
外面メッキ金属管用管端栓及び外面メッキ金属管の製造方法
【課題】高い生産性を維持しながら外面のみを確実にメッキでき、危険を伴う作業を必要とせずに、製造コストの上昇を可及的抑制できる外面メッキ金属管用管端栓及び外面メッキ金属管の製造方法を提供する。
【解決手段】外面のみに溶融亜鉛メッキ層を有する外面メッキ鋼管を製造する際に、メッキ素材である鋼管の二つの管端部に、鋼管との接触面にローレット切り加工により形成される凹凸部を備える外面メッキ鋼管用管端栓を、凹凸部が鋼管内面に当接するようにして、装着することにより鋼管の内部への溶融亜鉛の流入を防止してから、溶融亜鉛メッキを行う。
(もっと読む)
鋼の連続鋳造方法及び溶融亜鉛めっき鋼板の製造方法
【課題】気泡の分布制御と、凝固界面の流速増大を両立させ、鋳片の品質向上を図る。
【解決手段】浸漬ノズル6の吐出孔6aより上側と下側に鋳型長辺10aを挟み対向する上下2段の磁極12、14を鋳型長辺背面に配置し、上側の磁極12と下側の磁極14の両方に直流磁界を印加して鋳型(10)内溶鋼8の流動を制御する際に、前記直流磁界の強度を0.03T以上0.32T以下とすると共に、下側磁極14の直流磁界の強度に対する上側磁極12の直流磁界の強度の比を0.1以上0.65未満とする。
(もっと読む)
強度が非常に高い最終製品の熱機械的成形方法およびその方法により製造された製品
本発明は、非常に高い強度を有する最終製品を熱機械的成形する方法であって、(全て重量%で)0.04%<炭素<0.5%、0.5%<マンガン<3.5%、ケイ素<1.0%、0.01%<クロム<1%、チタン<0.2%、アルミニウム<2.0%、リン<0.1%、窒素<0.015%N、硫黄<0.05%、ホウ素<0.015%、不可避不純物、残部鉄を含んでなり、亜鉛合金被覆層で被覆されており、該亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、被覆され、熱間圧延及び/または冷間圧延された鋼ストリップまたはシートを用意する工程、該鋼シートを切断し、鋼シートブランクを得る工程、該鋼シートブランクを、最終的な特性を有する最終的な製品に熱機械的成形する工程を含んでなる、方法に関する。 (もっと読む)
41 - 60 / 87
[ Back to top ]