
Fターム[4K042CA15]の内容
Fターム[4K042CA15]の下位に属するFターム
Fターム[4K042CA15]に分類される特許
1 - 20 / 216
誘導加熱設備の設計方法
ローター鍛造品の脱炭方法
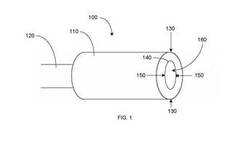
【課題】ローター鍛造品に関し、より詳細にはカスタマイズ可能な炭素含有率を得るための溶接プレップ位置におけるローター鍛造品の脱炭方法を提供する。
【解決手段】ローター鍛造品100は、脱炭手順に付される作用を受ける領域110と、脱炭に付されない作用を受けない領域120とを有するモノリシックの鍛造品からなる。ローター鍛造品100は、矢印130で表される外径と、矢印150で表される内径を有する輪郭に合致した(contoured)中央部分140とを有する。これらの内径と外径により画定される環状の表面160は、鍛造品100と別の同様に製造されたローター鍛造品との溶接を容易にするために溶接プレップが機械加工される位置を含んでいる。ローター鍛造品100の脱炭は、溶接プレップが位置する近傍に集中する。
(もっと読む)
マイクロメカニカル時計部品の熱処理方法

【課題】マイクロメカニカル時計部品の物理的特性を局部的に変化させる。
【解決手段】LIGA法によって得られる極めて低い熱慣性を示すマイクロメカニカル時計構成部品のための熱処理方法であって、その方法は、マイクロメカニカル時計構成部品の一領域を局部的に加熱することで、局部的な相変態により硬さを高めるステップを含んでおり、十分に短い時間、構成部品は加熱されることでその熱処理の影響を受けるのは局部的に加熱される領域のみであって、構成部品の非処理部分の相は変わらない。
(もっと読む)
表面焼入れ層を有する鋼材部品及び鋼材部品に表面焼入れを行う方法
【課題】鋼材部品に移動焼入れ法を用いて表面焼入れを行う際に、表面焼入れが重ねて行われることで生じる部分的焼戻しあるいは焼割れを抑制することである。
【解決手段】鋼材部品10は、材質がS45Cの炭素鋼で構成され、内周面が金型の抜き面となる円環状の穴を有する。この内周面の耐摩耗性、耐久性等を確保するため、内周面の全周に渡って表面焼入れ層が設けられる。表面焼入れ層は、主焼入れ部12と、副焼入れ部20とを含んで構成される。主焼入れ部12は、鋼材部品10の内周面において、θ方向に沿ってほぼ360度の範囲で表面焼入れが行われる部分である。ソフトゾーン14は、主焼入れ部12が形成されない領域である。ソフトゾーン14に、主焼入れ部12の焼入れ深さよりも浅い焼入れ深さを有する副焼入れ部20が形成される。
(もっと読む)
鋼部材の表面処理方法及び鋼部材の処理品
【課題】 摺動特性に優れた処理品が得られる鋼部材の表面処理方法を提供する。
【解決手段】 鋼部材に対してガス雰囲気中で窒化処理を行い鋼部材表面に窒素拡散層を形成し、その後浸硫処理を行う鋼部材の表面処理方法であって、前記窒化処理工程において該鋼部材表面の鉄窒化化合物層の厚さを1μm以下とし、該鋼部材の表面に浸硫処理を行う。具体的には、前記窒化処理工程において処理条件を次のように制御する。雰囲気条件:NH3ガスの分圧が0.01〜0.07、H2ガスの分圧が0.83〜0.90、N2ガスの分圧が残部、処理温度条件:500〜620℃。
(もっと読む)
ワークの拘束焼入れ方法および拘束焼入れ装置
【課題】拘束して矯正しつつ焼き入れ温度まで冷却したワークの寸法安定性を一層向上させ得るワークの拘束焼入れ方法および装置を提供する。
【解決手段】この拘束焼入れ装置は、鋼製且つ環状のワークWをマルテンサイト変態開始温度(Ms点)よりも高い矯正開始温度まで冷却する第一冷却部1と、矯正開始温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第一矯正部10を有し且つ該第一矯正部10で矯正しつつ焼き入れ温度まで冷却する第二冷却部2と、焼き入れ温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第二矯正部20を有し且つ該第二矯正部20で矯正しつつ更に焼き入れ温度よりも低い温度まで冷却してマルテンサイト変態を進行させる第三冷却部3とを備える。
(もっと読む)
摩擦材用鋼製裏金および鋼製品の製造方法
【課題】優れた耐食性と接着性を兼ね備えた摩擦材用鋼製裏金を提供する。
【解決手段】鋼である母材の表層に、窒化化合物層と窒素拡散層が形成された鋼製品であって、上記窒化化合物層は、窒素拡散層側に形成された第1化合物層と、上記第1化合物層の表面側に形成された第2化合物層とを含み、上記第1化合物層は、Fe3Nを主体とするε構造のものであり、上記第2化合物層は第1化合物層よりも窒素濃度が高くかつ表面に凹凸が形成され、上記第2化合物層の表面凹凸が深さ0.5μm以上の凹部を少なくとも公称長さ50μmあたり3箇所以上の高密度に有する、表面の接着性と耐食性の双方に優れる表面層を形成したものである。これにより、優れた接着性を有し、炭素含有量が極めて少なく耐食性の高い窒化化合物層を形成させることが可能となる。
(もっと読む)
熱処理方法および被熱処理物
【課題】短時間の焼入れで炭素濃度勾配を形成する熱処理方法および当該方法により熱処理された被熱処理物を提供すること。
【解決手段】材料に黒鉛鋼を使用した被熱処理物10に対する熱処理方法であって、黒鉛22が母相21に固溶する加熱温度で被熱処理物10の表面層を一定時間加熱する第1工程(a),(b)と、被熱処理物10の表面層に焼入れをするための温度で、被熱処理物10の表面層を加熱して焼入れを行う第2工程(d)とを有する熱処理方法。
(もっと読む)
長尺鋼管の熱処理方法
【課題】熱処理により鋼管の内面にスケールが生成することを簡単かつ確実に防止でき、研磨、酸洗等による内面スケール除去工程を省略できる、長尺鋼管の熱処理方法を提供する。
【解決手段】長尺鋼管1の両端部を密閉し、密閉した長尺鋼管1の内部を脱気し、又は脱気後に不活性ガス若しくは還元性ガスを封入し、次いで長尺鋼管1を軸方向移動させながら全周加熱し、その後冷却する。
(もっと読む)
転がり軸受
【課題】異物混入潤滑下での寿命が長いことに加え、良好な音響特性と低トルク性も有する転がり軸受を得る。
【解決手段】玉3の表層部のSi・Mn窒化物の存在率を、面積比で1.0〜10.0%以下とし、窒素含有率を0.20〜1.5質量%以上とする。内輪の軌道面11および外輪2の軌道面21のの表層部のビッカース硬さ(Hv11)と、玉3の表層部のビッカース硬さ(Hv21)が(1) 式を満たし、内輪1の軌道面11および外輪2の軌道面21の芯部のビッカース硬さ(Hv12)と、玉3の芯部のビッカース硬さ(Hv22)が(2) 式を満たすように構成する。
Hv11+50<Hv21<Hv11+250‥‥(1)
Hv12−100<Hv22<Hv12+100‥‥(2)
(もっと読む)
ガス軟窒化方法および軸受部品の製造方法
【課題】コストの低減と品質のばらつきの低減とを両立することが可能なガス軟窒化方法および軸受部品の製造方法を提供する。
【解決手段】ガス軟窒化方法は、鋼からなる被処理物14を、熱処理ガスが導入される熱処理炉内で加熱することにより被処理物14の表層部に窒化物層14Aを形成するガス軟窒化方法であって、熱処理ガスは、アンモニアガスと、二酸化炭素ガスおよび水素ガスの少なくともいずれか一方とを含み、残部不純物からなる。
(もっと読む)
優れた性能用の変化する機械的特性を持つコイル管とその連続熱処理製法
【課題】長さに沿って改良され、変化する特性を有するコイル管を提供する。
【解決手段】連続動的熱処理過程(CDHT)を使うことにより生産され、長さに沿って改良され、変化する特性を有するコイル管。コイル管はスプールからほどかれ、連続動的熱処理過程に供され、そしてスプール上に捲かれる。連続動的熱処理過程は“複合”管を、該管の長さに沿った該管の特性が選択的に変えられるよう、作ることが出来る。例えば、該管の特性は、該管が使用される特定応用のために該管の長さに沿って選択的に誂えられることが出来る。
(もっと読む)
鋼製歯車およびその製造方法
【課題】従来より高い寸法精度を有する鋼製歯車を提供する。
【解決手段】鋼製歯車1は、外周面20aに歯形10が形成された外周リング部2、内周面20bから内方に延設されたフランジ部3を有する。外周リング部2は、フランジ部3との連結部Lよりも軸方向一方側に突出する第1突出部21、他方側に突出する第2突出部22を備える。第1突出部21と第2突出部22の軸方向長さは略同等である。外周リング部2には、歯形10の表層の浸炭層4と、浸炭層4を含み外周面20aから内方に向かう深さが浸炭層4の深さよりも深い領域であって高周波誘導加熱によりオーステナイトになるまで加熱された履歴を有する熱履歴層5とが形成されている。歯底104から内方に向かう熱履歴層5の深さTは、フランジ部3との連結部Lよりも第1突出部21及び第2突出部22の方が深く、第1突出部21と第2突出部22とにおいて略同等である。
(もっと読む)
摩擦部材及び振動型駆動装置
【課題】高湿度の環境にさらされても摩擦力の低下を抑制できる摩擦部材及び振動型駆動装置を提供する。
【解決手段】超音波モータの振動子とロータとの接触部に用いる摩擦部材は、摩擦面に凹凸を有し、摩擦面は、クロム窒化物相を含む。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】成形後の研削や研磨を必要とする個所が熱間鍛造より比較的少ない冷間鍛造にて車輪用転がり軸受装置の軸部材を一体に成形するとともに、より高硬度の構造用炭素鋼を用いて、成形後の焼入れ焼き戻し処理をするべき個所を削減することができる車輪用転がり軸受装置の軸部材とその製造方法を提供する。
【解決手段】車輪用転がり軸受装置の軸部材1は、軸部10とフランジ部21と嵌合軸部30とを有し、軸部とフランジ部の境界部近傍に形成した内輪軌道面18に隣接する位置に隣接外周面19が形成され、軸部はフランジ部に近い側の大径軸部11と遠い側の小径軸部12を有し、大径軸部と小径軸部の段差部には内輪突き当て面12aが形成され、熱処理工程(H)では、焼入れ焼き戻し処理が行われ、小径軸部12の外周面と内輪突き当て面12aと隣接外周面19に焼入れ焼き戻し処理を行うことなく、内輪軌道面18に焼入れ焼き戻し処理を行う。
(もっと読む)
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
ボールねじのナットの製造方法及びボールねじのナット
【課題】表面硬化のための熱処理による熱変形を最小限に保ち、コストや手間をさらに低減したボールねじのナットの製造方法、及びその製造方法によって製造されるボールねじのナットを提供する。
【解決手段】内周面11に転動溝16が形成され、該転動溝16と、ねじ軸の外周面に形成された転動溝とで形成される軌道の間に配置されたボールを軌道の終点から始点に戻す一以上の循環溝15が内周面11に形成されたナット素材10の内周面11を高周波によって加熱すると共に、外周面12を冷却処理する。
(もっと読む)
長尺鋼材の焼入れ方法
【課題】安価な熱処理設備で、長尺の鋼材における周方向の焼入れ硬さの均一化を達成する方法の提供である。
【解決手段】この焼入れ方法は、長尺の鋼材8を加熱する工程と、加熱された鋼材8を搬送しつつ、この鋼材8に冷却剤を噴射して冷却する工程と、を含む。この冷却剤の噴射速度Vが1m/sを超え30m/s以下であり、噴射角度θが5°以上35°以下である。好ましくは、冷却剤の噴射速度Vが1m/sを超え10m/s以下であり、噴射角度θが15°以上35°以下である。好ましくは、冷却剤の噴射速度Vが10m/sを超え20m/s以下であり、噴射角度θが10°以上30°以下である。好ましくは、冷却剤の噴射速度Vが20m/sを超え30m/s以下であり、噴射角度θが5°以上25°以下である。
(もっと読む)
スラストころ軸受
【課題】低粘度油潤滑などの過酷な条件下でも耐摩耗性、寸法安定性に優れた保持器を備えるスラストころ軸受を提供する。
【解決手段】スラストころ軸受10は、570℃〜630℃の塩浴窒化処理によって、レイヤー状の化合物層34が形成されると共に、オーステナイト層を介することなく化合物層34と拡散層35が連続して形成された保持器13を備える。
(もっと読む)
切刃およびその製造方法
【課題】刃の表面に印章を提供する。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
(もっと読む)
1 - 20 / 216
[ Back to top ]