
Fターム[4K053PA12]の内容
化学的方法による金属質材料の清浄、脱脂 (9,294) | 被処理材 (1,491) | 形状 (624) | ストリップ、帯状体 (197)
Fターム[4K053PA12]に分類される特許
81 - 100 / 197
鋼板用洗浄装置
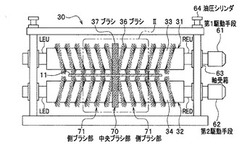
【課題】ブラシローラを有する鋼板用洗浄装置に関して、ブラシローラ中央部の洗浄液等の滞留を抑制する。
【解決手段】鋼板11をその長手方向に搬送しながら洗浄する鋼板11の洗浄装置1であって、鋼板11の表裏両面にそれぞれ当接して鋼板11の表裏面を洗浄液で洗浄する少なくとも一対のブラシローラ30(31,32)を備え、これらのブラシローラ30を回転することによって鋼板11は洗浄されるとともに搬送され、ブラシローラ30は、軸方向中心部に周囲に渡り所定の幅Waを有した帯状の中央ブラシ部70と、この中央ブラシ部70によって軸方向において左右に分割された一対の側ブラシ部71を有し、この側ブラシ部71は、所定の幅Wbを有し、鋼板11との接触によって中央ブラシ部70から鋼板11の幅方向端部REU,LEUに向かって洗浄液POLを送ることができる螺旋状に設けた。
(もっと読む)
洗浄装置および洗浄装置の制御方法

【課題】洗浄液の消費量を低減しつつ、効率的に被洗浄物の蒸気洗浄を行うことが可能な洗浄装置および洗浄装置の制御方法を提供すること。
【解決手段】洗浄装置1は、被洗浄物2を出し入れするための開口部15および被洗浄物2が浸漬される洗浄槽3を有する本体部4と、本体部4の内部であって洗浄槽3の上方に形成される蒸気洗浄領域16に洗浄液の蒸気を供給する蒸気発生槽5と、開口部15を開放および閉鎖するために開閉する蓋部材11と、本体部4内を減圧するための吸引手段12とを備えている。蓋部材11は、蒸気洗浄領域16での被洗浄物2の蒸気洗浄時に開口部15を閉鎖するとともに、被洗浄物2の蒸気洗浄後に開口部15を開放するために退避する。吸引手段12は、被洗浄物2の蒸気洗浄後、蓋部材11が退避する前に本体部4内を減圧する。
(もっと読む)
電解清浄ラインの水切り装置
【課題】 電解清浄ラインの水切り装置の水切り性を大幅に向上させた装置を提供する。
【解決手段】 電解清浄タンクから出て来た鋼板を両面から挟む水切りロールが設けられた水切り装置において、前記水切りロールの下流側に設けられたスリットノズルをもつエアーワイパーと、該エアーワイパーに接続された送風手段と、前記エアーワイパーの下流側に設けられたドライヤーとを備えたものである。前記エアーワイパーは鋼板の幅方向の両端部に設けられている。前記エアーワイパーの取付状態は、ノズル噴射方向が鋼板平面に対し垂直から上流側に0〜60度傾斜している。前記エアーワイパーの取付状態は、ノズルスリットの長さ方向が、鋼板幅方向に対し、下流側に0〜60度傾斜している。
前記送風手段はルーツブロアである。
(もっと読む)
溶融亜鉛めっき鋼板の製造設備
【課題】鋼板表面の外観を損なわず必要な酸化膜を安定して形成する、実用化に容易な溶融亜鉛めっき鋼板の製造設備を提案する。
【解決手段】溶融亜鉛メッキ装置と、調質圧延機と、酸性溶液接触装置と、洗浄装置が連設され、前記酸性溶液接触装置と前記洗浄装置は間隔を設けて配置される。さらに、前記酸性溶液接触装置から前記洗浄装置までの間には絶対湿度を制御する手段が設けられている。例えば、前記ライン上に、鋼板の上下面および両側面を覆い、かつ、鋼板が貫通可能なカバーと、前記カバー内に、水蒸気又は乾燥空気を吹き込む吹き込み手段と、温度と相対湿度、又は露点を測定する測定手段を設けることで、溶融亜鉛めっき鋼板表面に酸化膜を確実に形成させることができる。
(もっと読む)
極板用芯材の洗浄装置及び洗浄方法、並びにその洗浄方法を用いたアルカリ蓄電池の製造方法
【課題】極板用芯材として用いられる多孔質金属基板に混入した金属不純物の洗浄を、生産性を十分確保しつつも好適に行う。
【解決手段】多孔質金属基板のシート11をフープ10から巻き出すとともに、液槽13に貯留された溶液の内部を通過された後に巻き取るようにすることで、フープ10から巻き出されたシート11に対して、金属不純物の洗浄を順次連続的に行うようにした。こうして多孔質金属基板をシート11の状態で溶液に浸すことで、斑無く、一様に金属不純物を洗浄することが可能となり、また同時に溶液に浸される多孔質金属板の量が限られるため、化学反応による発熱は少なく、溶液の温度管理が容易ともなる。
(もっと読む)
蒸着用アルミニウム箔材
【目的】基材に対して軽い前処理を行った場合でも、基材と蒸着層の高い密着性を確保することができる蒸着用アルミニウム箔材を提供する。
【構成】厚さ10〜50μmのアルミニウム箔材であって、該箔材表面のハンターホール法で測定した酸化皮膜厚さが0.6V以下であり、箔材表面に残留している油分が600mg/m2以下であることを特徴とし、弱アルカリ溶液、有機溶剤による洗浄処理、特定条件での加熱処理により製造する。
(もっと読む)
鋼板の縦型酸洗装置
【課題】電気めっきラインにみられる酸液に起因したしみ状の表面欠陥を低減できる鋼板の縦型酸洗装置を提供する。
【解決手段】酸液中に設けられ、鋼板を誘導するためのシンクロールと、前記酸液の液面上方に設けられ、鋼板を誘導する、またはさらに鋼板に通電するための上ロールと、前記上ロールの上方に設けられ、少なくとも前記上ロール側になる面が合成樹脂からなるカバーリフターとを有する鋼板の縦型酸洗装置。
(もっと読む)
非電解洗浄される冷間圧延鋼板用洗浄剤組成物
【課題】低温(50℃以下)においても、金属表面の洗浄性と抑泡性を兼ね備えた冷間圧延鋼板用洗浄剤組成物を提供すること。
【解決手段】アルカリ剤(a)、非イオン界面活性剤(b)、キレート剤(c){但し、キレート剤(c)から脂肪族カルボン酸又はその塩(d)を除く}、及び水(A)を含有する非電解洗浄される冷間圧延鋼板用洗浄剤組成物であって、非イオン界面活性剤(b)は、 下記一般式(1):R1−O−{(EO)m/(PO)n}H (1)
(R1は分岐鎖を有するデシル基、EOはオキシエチレン基、POはオキシプロピレン基を示し、mはオキシエチレン基の平均付加モル数、nはオキシプロピレン基の平均付加モル数であり、かつ、0<m≦20、0<n≦20を満たす数である)で表されるポリオキシエチレンポリオキシプロピレンアルキルエーテルであり、かつ、前記組成物は、使用時における水(A)を含む洗浄液中において、成分(a)の含有量が0.1〜1重量%、成分(b)の含有量が0.001〜2重量%、成分(c)の含有量が0.01〜1重量%、である。
(もっと読む)
表面処理水溶液の処理方法および処理装置
【課題】平版印刷版原版、特に平版印刷版用支持体製造時のアルミニウム合金板表面の表面処理において使用した表面処理水溶液(酸性水溶液またはアルカリ性水溶液)を処理する際に、水酸化アルミニウムの固形分の純度の低下および着色を防止する処理方法およびその処理装置の提供。
【解決手段】マンガンおよび/またはマグネシウムを含有するアルミニウム合金板の表面処理に用いる表面処理水溶液の処理方法であって、
前記表面処理水溶液が、酸性水溶液および/またはアルカリ性水溶液であり、
前記表面処理水溶液を中和処理する中和処理工程と、
前記中和処理によって生成する中和生成物のうち、マンガンの水酸化物および/またはマグネシウムの水酸化物の少なくとも一部を除去する除去工程と、を具備する表面処理水溶液の処理方法。
(もっと読む)
帯状金属の酸洗装置
【課題】 帯状金属の酸洗時における不必要な溶削が低減化され、帯状金属の歩留りおよび酸洗液の原単位が向上し、帯状金属の断面プロフィールの修正をおこなうこともできる、帯状金属の酸洗装置を提供する。
【解決手段】 帯状金属Wの板巾方向に延び複数個のスプレーノズルをそなえたノズルヘッダ20を複数本並設してなる酸洗ゾーンを、帯状金属Wの走行路に沿って複数ゾーン配設し(酸洗ゾーンA〜D)、ノズルヘッダ20に設けたスプレーノズル群のスプレー流量の板巾方向の流量分布を、酸洗ゾーン毎に異なる流量分布とするとともに、複数の酸洗ゾーンのうちのいくつかの酸洗ゾーンの前記流量分布を、板巾方向に変化する流量分布とし、各酸洗ゾーンへの酸洗液の供給を個々にオンオフして各酸洗ゾーンをスプレー状態又はスプレー停止状態に切換える切換装置(開閉弁Va1〜Vd2)を備えた。
(もっと読む)
アルミニウム合金板の連続処理方法
【課題】処理されたアルミニウム合金板の材料特性、表面特性及び耐食性に優れ、更に処理効率の良好な連続処理方法を提供する。
【解決手段】アルミニウム合金板に熱処理と表面処理とを含む一連の連続処理を施す方法であって、溶体化処理後にアルミニウム合金板を40〜130℃に冷却する工程と、冷却したアルミニウム合金板をアルカリ溶液で処理することによって、10mg/m2以上のエッチング量でアルカリエッチングを施す工程と、アルカリエッチングを施したアルミニウム合金板を酸溶液で処理することによって、10mg/m2以上のエッチング量で酸エッチングを施す工程と、酸エッチングを施したアルミニウム合金板を50℃以上で熱処理する工程と、を含むアルミニウム合金板の連続処理方法。
(もっと読む)
デスケール用ブラシ
【課題】冷却水を噴出する水冷孔を形成した鋼製リングの外周に砥粒入りナイロン毛を放射状に植毛したディスクを積層してなるステンレス鋼熱延鋼板のデスケール用ブラシにおいて、ブラシの寿命を延ばすと共に、研削力と品質を向上させる。
【解決手段】砥粒をダイヤモンド砥粒として10〜15%含有させ、外周面積と植毛面積の比であるブラシ密度を48%とし、ブラシを駆動するモータの負荷電流をSiC砥粒入りブラシを用いた従来法より低下させる。
(もっと読む)
ステンレス鋼材の酸洗方法及び製造方法
【課題】熱延板焼鈍と酸洗前処理の両方を不要とするステンレス鋼材の酸洗方法及び製造方法を提供する。
【解決手段】ステンレス鋼材を酸洗液により酸洗するにあたり、該酸洗液は、濃度が70〜200g/Lの塩酸溶液と濃度が40〜150g/Lの塩化第二銅溶液からなる混合溶液である。このような混合溶液で酸洗処理することにより、熱間圧延時のCr炭窒化物の析出による粒界近傍の鋭敏化による粒界侵食を抑制し、黒皮スケールを完全に除去できる。その結果、熱間圧延後のステンレス鋼熱延板を、熱延板焼鈍および酸洗前処理することなしに、直接酸洗処理することが可能となる。
(もっと読む)
酸洗槽鉄皮の異常箇所特定方法
【課題】酸洗槽における酸液漏洩による異常箇所の事前予測を可能にし、それによりオンラインで異常個所を特定して計画的な保全を可能とする、酸洗槽鉄皮の異常箇所特定方法を提供すること。
【解決手段】酸液漏洩による異常の疑われる領域41を含む、オンラインの酸洗槽の鉄皮外面をドライアイスで冷却し、その表面温度の回復速度を観測して、他の部分より回復速度の速い部分42を異常個所として特定することを特徴とする酸洗槽鉄皮の異常箇所特定方法である。
(もっと読む)
ロール
【課題】長期間に亘り、ロール部の形態安定化が維持されると共に、基材の不使用部分を減少させ、基材の有効活用を図ることにより、生産コストを抑えたロールを、安価にて提供する。
【解決手段】鋼板、非鉄金属板、樹脂板、あるいはフィルム状からなる被洗浄面に付着した水分、油分、あるいは薬品成分等の液体の除去、搾取、洗浄、及び前記被洗浄面に水分、油分、あるいは薬品成分等の液体を塗布する為のロール1において、前記ロール1はロール部2及び台座3を有し、前記ロール部2は前記台座3の外周面に形成されてあると共に、概円環状のロール片7と、平板状の部分構成片8a、8bを接合したロール部材4が積層されてあるものである。
(もっと読む)
長尺材の付着物除去方法および付着物除去装置
【課題】長尺材に表面の汚れや付着した微粉などの付着物を除去したのち、長尺材の清浄度および乾燥度を高めることにより、洗浄の品質の向上を図ることができる長尺材の付着物除去方法を提供する。
【解決手段】長尺材の表面に付着した付着物を除去したのち、該長尺材の表面を乾燥する付着物除去方法であって、長尺材の表面に付着した付着物を洗浄材により除去する洗浄工程と、洗浄後の長尺材の表面から水滴を吸収し、除去する水滴除去工程と、水滴を除去したのちの湿潤した長尺材の表面を乾燥させる乾燥工程とを含んでいる。
(もっと読む)
フェライト系ステンレス鋼板の酸洗方法
【課題】硫酸による酸洗の後に、フッ化水素酸と硝酸からなる混酸液で酸洗する工程を有するフェライト系ステンレス鋼板の酸洗方法として、混酸液の鉄イオン濃度を調整することなく、スラッジの発生を抑制でき、良好な酸洗性能が得られる方法を提供する。
【解決手段】第1〜第4の酸洗槽81〜84には硫酸が入っている。第5の酸洗槽85にはフッ化水素酸と硝酸からなる混酸液が入っている。この混酸液のフッ化水素酸濃度を20〜150g/L、硝酸濃度を20〜85g/Lとする。
(もっと読む)
鋼帯連続酸洗ラインの制御方法
【課題】再酸洗処理における表面不良部を確実かつ効率的に除去できると共に、二重圧延などといった不都合を確実に回避できる新規な鋼帯連続酸洗ラインの制御方法の提供。
【解決手段】酸洗処理中に鋼帯B表面に不良が発生したときは、圧延処理と矯正処理を中断した後、その鋼帯のうち酸洗槽10の出口に達した部分が少なくとも酸洗槽10の入口側に戻るようにラインを逆転させてから再びそのラインを正転させてその鋼帯Bの逆転領域に対して再度酸洗処理を実施し、しかる後、その鋼帯Bのうちその検出部分が酸洗槽10の出口に到達したときに、圧延処理による荷重と矯正処理を再開する。これによって、再酸洗処理における表面不良部を確実かつ効率的に除去できると共に、二重圧延などといった不都合を確実に回避できる。
(もっと読む)
アルミニウム板又はアルミニウム合金板の洗浄方法
【課題】アルミニウム板表面をエッチングすることなく、しかも確実かつ簡便・安全にアルミニウム板を洗浄する方法を提供すること。
【解決手段】アルミニウム板叉はアルミニウム合金板の表面を水溶液で洗浄処理する工程を含むアルミニウム板又はアルミニウム合金板の洗浄方法であって、前記水溶液は、0.02〜10重量%の烏龍茶抽出物及び0.002〜10重量%の緑茶抽出物を含むものであり、前記烏龍茶抽出物の含有量xと前記緑茶抽出物含有量yの重量比x/yが0.08〜25の範囲であり、前記水溶液で洗浄処理した後、電気伝導度が200μS/cm以下、温度80℃以下の水でリンスする工程を含むことを特徴とする。
(もっと読む)
鋼帯の連続酸洗ラインにおけるライン速度決定方法
【課題】複数の脱スケール設備に、脱スケール可能通板速度を超えないライン速度で鋼帯を通板するに際し、脱スケール可能通板速度を迅速に計算することができる鋼帯の連続酸洗ラインにおけるライン速度決定方法を提供することを目的とする。
【解決手段】プロセスコンピュータを用い、当該鋼帯の実績脱スケール条件を各脱スケール設備から取得し、次いで取得した実績脱スケール条件と、複数の脱スケール設備での目標脱スケール条件を考慮して脱スケール設備ごとに降速代を求め、それを積算して得た降速代積算値に基づき、当該鋼帯の脱スケール可能通板速度を算出する。
(もっと読む)
81 - 100 / 197
[ Back to top ]