
Fターム[5E313DD03]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 検出、検査、測定機構 (1,222)
Fターム[5E313DD03]に分類される特許
141 - 160 / 1,222
対基板作業機
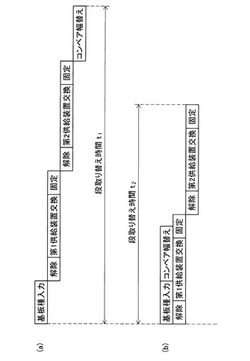
【課題】対基板作業において、段取り替え時間を短縮することを課題とする。
【解決手段】回路基板の種類を変更するとともに複数の段取り替えを行うことで、種類の異なる回路基板に対応可能な対基板作業機において、複数の段取り替えのうちの自動で行うことが可能な段取り替えを実行する自動段取り替え機構と、複数の段取り替えのうちのオペレータによる手動段取り替えの実行が禁止された状態と許容された状態とで切り換える切換機構と、自動段取り替え機構による段取り替え(図5(b)でのコンベア幅替え)が行われている状況下において、手動段取り替え(図5(b)での第1供給装置交換)の許容状態が実現されるように、自動段取り替え機構と切換機構との各々の作動を制御する制御装置とを備えるように構成する。このような構成により、自動段取り替えと手動段取り替えとを並行に行うことが可能となり、段取り替え時間を短縮することが可能となる。
(もっと読む)
部品実装システム及び部品実装方法

【課題】基板に反りや歪み等の変形が生じている場合であっても印刷検査作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像し、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成して、そのデータを下流工程側の印刷検査機12に送信する。印刷機11は基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13はそのランド3に部品4を装着する。印刷検査機12は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に対してペーストPtがどれだけずれて印刷されているかの検査を行う。
(もっと読む)
部品実装ラインの基板搬送制御方法および基板搬送制御装置
【課題】部品が基板端部からはみ出るように実装されたはみ出し基板でも、部品実装機の実装位置および待機位置に正確に停止させることができるコスト低廉な部品実装ラインの基板搬送制御方法および基板搬送制御装置を提供する。
【解決手段】複数台の部品実装機2〜4を直列に配置した部品実装ライン1の基板搬送制御方法であって、各部品実装機2において実装位置に停止された基板に実装される部品C1、C2が基板端部から搬送方向にはみ出す場合に当該はみ出し量A1、A2を算出するはみ出し量算出工程と、下流側の部品実装機3、4にはみ出し基板K4〜K6を順次搬送する以前にはみ出し量A1、A2を順次伝達するはみ出し量伝達工程と、下流側の部品実装機3、4において所定距離L1、L2からはみ出し量A1、A2を減算した距離L1A、L2Aだけはみ出し基板K4〜K6を搬送して所定位置に停止させるはみ出し基板搬送工程と、を有する。
(もっと読む)
電気回路製造支援装置および電気回路製造支援方法
【課題】 電気回路製造ラインによる電気回路製造の品質面の支援を効率的に行う。
【解決手段】 対基板作業において対基板作業機が行った動作と対基板作業機に対して行われた処置との少なくとも一方に関する情報を含む作業機関連情報に基づいて、対基板作業における作業条件変動を認識し(154)、その作業条件変動が作業品質に影響を及ぼす可能性のある作業部位を特定し、それらの作業部位の少なくとも1つを、監視対象部位として認定し(156)、対基板作業機の動作に依拠して取得された動作依拠取得データと、作業結果を検査する検査機による検査データとの少なくとも一方を含む対照用データの、上記認識された作業条件変動の発生前に対基板作業が実行された回路基板についてのものと、その作業条件変動の発生後に対基板作業が実行された回路基板についてのものとを対照して、監視対象部位の作業品質の変化に関する判断を行う(158)。
(もっと読む)
画像処理装置および電子部品実装機
【課題】画像から簡単にはんだ部を抽出可能な画像処理装置および電子部品実装機を提供する。
【解決手段】画像処理装置6は、基板の撮像エリアに照明光を照射する照明部61と、照明光が照射された撮像エリアを撮像する撮像部60と、撮像により取得された画像を処理する画像処理部62と、を備える。照明部61は、撮像エリアに対して直交する方向から照明光を照射し、撮像エリアは、基板に塗布されたはんだが露光するはんだ部と、はんだが露光しない非はんだ部と、を有し、画像処理部62は、はんだ部と非はんだ部との照明光に対する反射率の違いを利用して、画像からはんだ部を抽出する。
(もっと読む)
突き上げピンの位置補正方法
【課題】ダイシングレーンあるいはダイと、突き上げ痕の位置関係を画像処理によって認識することにより、突き上げピンの中心とダイの中心とのずれ量を算出して、突き上げピンを位置補正するようにした突き上げピンの位置補正方法を提供する。
【解決手段】ダイシングレーン44およびダイ部品Pの少なくとも一方と、突き上げピン45による突き上げによって粘着シート43に形成された突き上げ痕48とを撮像装置25により撮像して画像処理し、ダイシングレーンおよびダイの少なくとも一方と、突き上げ痕の位置関係を画像処理によって認識することにより、突き上げピンの中心とダイ部品の中心とのずれ量を算出し、該ずれ量に基づいてダイ部品に対する突き出しピンの突き上げ位置を補正するようにした。
(もっと読む)
生産装置の制御方法、プログラム及び記録媒体
【課題】生産の安定性を損なうことなく効率的に電力消費を低減する。
【解決手段】制御装置は、上流バッファ数Nuが第3の閾値Tu2以上かつ下流バッファ数Nlが第4の閾値Tl2以下であるか否かを判断する(S17)。次に、制御装置は、上流バッファ数Nuが第3の閾値Tu2以上かつ下流バッファ数Nlが第4の閾値Tl2以下ではないと判断した場合、上流バッファ数Nuが第1の閾値Tu1以下又は下流バッファ数Nlが第2の閾値Tl1以上であるか否かを判断する(S18)。次に、制御装置は、上流バッファ数Nuが第1の閾値Tu1以下又は下流バッファ数Nlが第2の閾値Tl1以上であると判断した場合、電力消費低減制御を実行する(S19)。また、制御装置は、上流バッファ数Nuが第3の閾値Tu2以上かつ下流バッファ数Nlが第4の閾値Tl2以下であると判断した場合、電力消費低減制御を停止する(S21)。
(もっと読む)
電子部品実装機
【課題】ワークと電子部品との平行度を高くすることができる電子部品実装機を提供することを課題とする。
【解決手段】電子部品実装機1は、ワークBf、Brのうち電子部品Pが装着される装着領域Aを下側から支持するバックアップ部351fと、装着領域Aの上方に配置され電子部品Pを装着領域Aに装着する吸着ノズル37と、電子部品Pを装着領域Aに装着する際に装着領域Aの上面と電子部品Pの下面とが略平行に揃うように、バックアップ部351fおよび吸着ノズル37のうち少なくとも一方を傾動させる傾動部352fと、を備える。
(もっと読む)
部品ピッチ計測装置及び部品ピッチ計測方法
【課題】トレイフィーダのトレイ上に配列された部品のピッチを自動的に計測する。
【解決手段】マークカメラ18をトレイ上の先頭の部品の中心位置の真上に移動させて先頭の部品を撮像し、その撮像画像を基準画像として記憶装置に記憶した後、マークカメラ18を部品の配列方向に移動させながら連続的に撮像し、その撮像毎にその撮像画像と記憶装置14に記憶された基準画像(先頭の部品の撮像画像)との相関値を算出して、その相関値のデータを記憶装置14に時系列的に記憶していく。マークカメラ18の移動量がトレイの幅を越えた時点で、マークカメラ18の移動と撮像を終了して、記憶装置14に記憶されている相関値の時系列データを分析して相関値のピーク点をサーチし、その相関値の変動の1周期分である相関値のピーク点間のマークカメラ18の移動量を計算して、その計算値を部品ピッチとして記憶装置に記憶する。
(もっと読む)
吸着状態検査装置、表面実装機及び部品試験装置
【課題】部品を吸着するノズルが複数配置された場合であっても、検査対象となるノズルに吸着される部品と背景とを高いコントラスト比で撮像して当該ノズルによる部品の吸着状態を良好に検査する。
【解決手段】8本の吸着ノズル83で取り込まれた空間SPに拡散部材110が配置されるとともに、仮想鉛直面VPに対して一方側の領域にLED照明部120が配置される一方、他方側の領域に撮像部130が配置されている。そして、撮像部130は、複数のノズル83のうち拡散部材110から(+Y)軸方向に位置するノズル83Aに吸着される部品PAの像を撮像する。したがって、当該撮像時に、拡散部材110が背景部材となり、ノズル83Bおよびノズル83Bで吸着される部品PBの像が撮像部130で撮像される像に映り込むのを防止してコントラスト比を高める。
(もっと読む)
基板製造装置および印刷機
【課題】複数の作業装置を備えた構成において、いずれかの作業装置の開閉カバーを開けて段取りを行う際に、作業形態の自由度を高めながら生産効率が低下するのを抑制することが可能な基板製造装置および印刷機を提供する。
【解決手段】この印刷機100(基板製造装置)は、基板200を搬送する基板搬送部11と開放位置および遮蔽位置に移動可能なコンベアカバー14とを含む第1印刷装置1と、第1印刷装置1に隣接して配置される第2印刷装置2とを備え、コンベアカバー14は、コンベアカバー14が開放位置に位置する場合のコンベアカバー14と段取り時位置に位置する基板搬送部11との間の第2印刷装置2側に通じる開口隙間500の最大間隔D1が、コンベアカバー14が遮蔽位置に位置する場合の開口隙間500の最大間隔D2よりも小さい所定値以下(たとえば6mm以下)となる形状に形成されている。
(もっと読む)
基板の搬送装置及び搬送方法
【課題】基板のサイズに応じて基板を搬送する一対のガイドレールの間隔を基板を支持するステージに対して中心を一致させて変更できるようにする。
【解決手段】一対のガイドレール1の間隔を設定する回転駆動源9と、一対のガイドレールによって幅方向両端部が支持された基板の下面を支持するステージ3と、一対のガイドレール間に位置するステージの幅方向の端面に対して正圧或いは負圧の気体圧を作用させるノズル体19と、基板のサイズ変更にともなってステージが異なる幅寸法のステージに交換されたとき、ノズル体から交換されたステージの側面に向かって気体圧を作用させながらノズル体が設けられたガイドレールがステージの側面に接近する方向に駆動されることで、ノズル体とステージの側面との間隔の変化によって生じる気体の圧力変化を検出する圧力センサ24と、圧力センサが検出するノズル体に流れる気体の圧力変化によって回転駆動源の駆動を制御して一対のガイドレールの間隔を設定する制御装置を具備する。
(もっと読む)
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
(もっと読む)
部品実装用装置及び部品実装用装置における段取り替え方法
【課題】機種切り替えがなされた場合の作業効率の低下を防止することができる部品実装用装置及び部品実装用装置における段取り替え方法を提供することを目的とする。
【解決手段】基板PBの機種切り替えがなされたことが検知された場合に、機種切り替えに必要な段取り替えの作業項目の中に、オペレータが手作業で行うべき作業項目があるか否かの判断を行い(ステップST53)、オペレータが手作業で行うべき作業項目がない場合には作業実行部16の運転を停止させることなく、機種切り替えに必要な段取り替えの全ての作業項目を自動で実行する(ステップST54)。
(もっと読む)
部品供給装置
【課題】部品を載せたパレットの出し入れ時等に落下する塵埃の付着による部品実装信頼性の低下を防止できるようにする。
【解決手段】マガジン18内には、パレット50を収納するための複数段のスロット51が設けられ、各スロット51の両側にそれぞれパレット50を出し入れ可能に支持する支持部材52が設けられ、最下段のスロット51を除く各段のスロット51の支持部材52に、それぞれ塵埃受け板53を着脱可能に装着する装着溝54が形成されている。予めマガジン18内の装着溝54に塵埃受け板53を装着しておけば、該塵埃受け板53の上側でパレット50を出し入れする際に、該パレット50の下面に付着していた塵埃が摩擦や振動等で落下しても、落下する塵埃が塵埃受け板53で受け止められ、塵埃受け板53の下側に収納されたパレット50上の部品に塵埃が付着することを防止できる。
(もっと読む)
部品実装ラインの部品実装方法
【課題】生産中の基板種に関わる部品補給作業および次に生産する基板種に関わる部品準備作業を行うそれぞれの作業者の動線が重ならずに作業効率が良好であり、マルチジョブの生産形態で生産中断を極力回避できる部品実装ラインの部品実装方法を提供する。
【解決手段】部品実装機1が複数段直列に配置された部品実装ライン8の部品実装方法であって、生産順序に従って生産する基板の基板種を第1および第2部品供給装置側基板種に交互に振り分け、部品移載装置が第1および第2部品供給装置3、4のうちの一方3から部品(部品種PA、PB)を採取して一方側基板種の基板に装着しているときに、当該生産中の一方側基板種に続いて生産する他方側基板種の基板に装着される部品種PC〜PFの部品をそれぞれ収容する部品収容装置を第1および第2部品供給装置のうちの他方4にセットすることを各段の部品実装機1において行うようにした。
(もっと読む)
画像形成装置および画像形成方法ならびに部品実装装置
【課題】安定した3次元認識画像を形成して正しい部品認識結果を得ることができる画像形成装置および画像形成方法ならびに部品実装装置を提供する。
【解決手段】計測対象面への入射方向を挟んで対称に配置され受光面の計測対象面に対する傾斜角度が各対毎に相異なる2対の位置検出素子群25A,25Bを有し、走査光の計測対象面からの反射光の受光位置を検出する位置検出部25と、各位置検出素子が受光する光量が所定の範囲内にあるか否かを判定する受光量判定部34と、同一の位置検出素子群に属する位置検出素子による反射光の受光位置検出結果の差異の大きさが所定の基準値以下であるか否かを判定する受光位置検出結果判定部35とを備え、位置検出部25の受光位置検出結果に基づき受光量判定部34および受光位置検出結果判定部35の判定結果を加味して計測対象面の3次元認識画像を形成する構成とする。
(もっと読む)
プリント配線板の設計支援システム、プリント配線板の未実装部品に対するノイズ対策方法およびプログラム
【課題】プリント配線板の未実装部品の接続箇所としての端子の中から、ノイズの対策部品の取り付けが必要とされる端子を人手を介さずに判別したり表示できるプリント配線板の設計支援システム、プリント配線板の未実装部品に対するノイズ対策方法およびプログラムを得ること。
【解決手段】未実装部品用端子特定手段13は、互いに関連する製品のいずれかに少なくとも使用する実装部品のすべてを1枚のプリント配線板に実装可能に設計した共通化配線パターンにそのうちの1つの製品の部品を配置したときの未実装部品の端子を特定する。対策部品要否判別手段14はこれらの端子がノイズ対策が必要かを判別して対策必要端子記憶手段15がその結果を記憶する。
(もっと読む)
チップ状電子部品
【課題】 実装不良が起こることを効果的に防止した積層セラミックコンデンサ、積層セラミックインダクタ、積層バリスタなどのチップ状電子部品を提供する。
【解決手段】 チップ状電子部品2は、一対の端面とその両端面の間の4つの側面を有する略直方体の素体と、素体に内蔵されかつ一対の端面に引き出されている内部導体と、内部導体と電気的に接続するように、一対の端面にそれぞれ形成された一対の外部電極とを有し、4つの側面のうち、少なくとも一面が残りの面よりも表面粗さが大きくされている。
(もっと読む)
基板生産管理システム
【課題】データ作成、データ管理が簡単な基板生産管理システムを提供することを課題とする。
【解決手段】基板生産管理システム1は、電子部品実装機3と管理装置2とを備える。管理装置2は、ファミリー基板群に属する全ての基板に共用される座標データと、ファミリー基板群に属する全ての基板に個別に用いられるBOMを有するBOMデータ22と、ファミリー基板群に属する全ての基板に共用される基板種対応データ24と、を有する。管理装置2は、基板種が入力されることにより、基板種対応データ24を基にBOMデータ22からBOMを選択するBOM選択ステップと、BOMと座標データ21とから装着座標を認識する装着座標認識ステップと、電子部品実装機3に装着対象となる電子部品を通知する通知ステップと、を実行する。
(もっと読む)
141 - 160 / 1,222
[ Back to top ]