
Fターム[5H011CC06]の内容
電池の電槽・外装及び封口 (26,218) | 電槽、外装の材料 (5,410) | 無機材料 (2,508) | 金属、合金 (2,333)
Fターム[5H011CC06]に分類される特許
21 - 40 / 2,333
蓄電素子
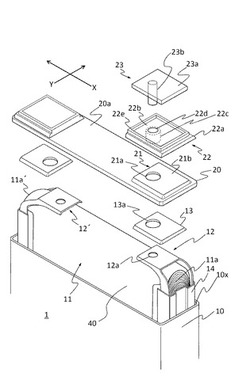
【課題】 蓄電素子において電極体と集電体との干渉を低減する。
【解決手段】 電池本体10及び蓋部20からなる電池容器と、電池容器に設けられた電極端子23と、電極端子23とそれぞれ接続する集電体12と、電池容器内に収納され、集電体12と接続される電極体11とを備え、電極体11は、電極体本体20と、電極体本体30と集電体11との間に設けられたタブ41a及び41a´を含む絶縁シート40とを有する非水電解質二次電池1。
(もっと読む)
蓄電素子

【課題】バスバーなどの取付に供されるボルトの空回りを防止する。
【解決手段】発電要素101と、筐体102と、電極端子105とを備える蓄電素子100であって、電極端子105は、接続部151と、筐体102と集電体104とに挿通状態で配置される軸部152と、集電体104と当接する当接部153と、他の機器と前記接続部とを電気的に接続するためのボルト108が挿通される貫通孔154とを備え、筐体102は、外向きに膨出する膨出部131を備え、電極端子105の軸部152は、膨出部131に挿通された状態で配置され、貫通孔154は、挿通されたボルト108の頭部182が回転しようとする際に膨出部131と頭部182とが干渉する位置に配置される。
(もっと読む)
フィルム外装電気デバイス及び組電池
【課題】製造コストを抑制しつつ、寸法精度良く、絶縁特性を向上させたフィルム外装電気デバイス及び組電池を提供する。
【解決手段】本発明のフィルム外装電気デバイス1は、複数の正極板と複数の負極板とを対向させて積層させてなる発電要素2と、金属層5b、6bと、金属層5b、6bの一方の面に設けられた熱融着性を有する熱融着性樹脂層5c、6cと、金属層5b、6bの他方の面に設けられた保護層5a、6aとを有するラミネートフィルム5、6と、を有している。発電要素2は、ラミネートフィルム5、6の周縁部が熱融着されることにより封止されている。フィルム外装電気デバイス1は、ラミネートフィルム6のみ端部が折り曲げられることで形成された折り曲げ部6eを有している。
(もっと読む)
電池
【課題】電池の箔状正極板の未塗工部と箔状負極板との間で生じる短絡故障を可及的に抑制する。
【解決手段】活物質層を形成した箔状正極板と箔状負極板とをセパレータを挟んだ状態で積層した発電要素3が備えられ、発電要素3における設定方向の端部において、前記箔状正極板及び前記箔状負極板に前記活物質層を形成していない未形成部3a,3bが配置され、前記箔状正極板の未形成部3aと前記箔状負極板の未形成部3bとは、前記設定方向で逆側に位置し、且つ、前記セパレータ及び対向する前記箔状負極板又は前記箔状正極板よりも前記設定方向で突出する状態で配置された電池において、前記箔状正極板の未形成部3a側に位置する第1の端部から前記箔状負極板の未形成部3b側に位置する第2の端部に亘って配置されている前記セパレータにおいて、前記第1の端部が、前記第2の端部よりも強く押圧される状態とする押圧手段PSが備えられている。
(もっと読む)
バッテリーセル、及びこれを含むバッテリーモジュール
【課題】本発明は、バッテリーセル、及びこれを含むバッテリーモジュールに関する。
【解決手段】本発明は、バッテリーセル、及びこれを含むバッテリーモジュールに関し、より詳細には、ケースの密封部の一定領域が接合される幅が、他の領域が接合される幅より狭く形成されるベント部が形成されることにより、ガスの排気を容易にすることができるバッテリーセル、及びこれを含むバッテリーモジュールに関する。
(もっと読む)
リチウムイオン電池封口材用アルミニウム合金板材およびその製造方法
【目的】加工硬化性が低減されて、プレス加工後の熱処理が不要となるとともに、防爆弁の作動圧の増加を抑制でき且つケースの高強度化を達成することを可能とするリチウムイオン電池封口材用アルミニウム合金板材を提供する。
【構成】質量%で、Mn0.8%以上1.5%以下、Si0.6%以下、Fe0.7%以下、Cu0.20%以下、Zn0.20%以下を含有し、残部Alおよび不可避不純物からなる組成を有し、元板の厚みをT0、プレス加工後の厚みをT1とし、冷間加工度R(%)=[(T0−T1)/T0]×100としたとき、Rが80%の時の引張強さTS80(MPa)とRが96%の時の引張強さTS96(MPa)を比較した場合、(TS96−TS80)が15MPa未満であり、TS80が200MPa以上であることを特徴とする。
(もっと読む)
パウチ型二次電池
【課題】本発明は、パウチ型二次電池に関する。
【解決手段】本発明によると、電極組立体、パウチ型電池ケース、封止部及び排気部を含んで形成され、前記排気部は前記封止部より弱い接着力を有するように形成されて、過充電または内部短絡などの過熱条件で電池内で高圧が発生してパウチ型二次電池が膨らむ場合、前記排気部の封止が解除されて前記パウチ型二次電池の内部物質が排出されることにより、安全性を確保することができるパウチ型二次電池が提供される。
(もっと読む)
密閉型電池及びその製造方法
【課題】外部端子への外力に対する耐性を向上した密閉型電池を提供する。
【解決手段】ケース内部から外部に延出されるリベットを有する内部端子と、前記内部端子のリベットをかしめることにより、前記内部端子と接続されるとともに、外部電極と接続可能な外部端子と、前記ケースと前記内部端子及び前記外部端子の間をシールするシール部材と、を具備し、前記内部端子のリベットをかしめることにより形成されるかしめ部は、前記外部端子の外部電極との接続側の部位で前記シール部材の圧縮率が他の部位よりも大きくなるように形成される。
(もっと読む)
二次電池用外装材及び二次電池
【課題】冷間成型時に成型金型に滑剤が移行し難く、かつ最外面及び最内面の耐ブロッキング性及び滑り性が高く、優れた生産性及び成型性を有している二次電池用外装材、及び該二次電池用外装材を備えた二次電池の提供を目的とする。
【解決手段】外側から、基材保護層17、基材層11、第1接着層12、金属箔層13、腐食防止処理層14、第2接着層15、滑剤が付与されたシーラント層16が順次積層され、JIS B0601−1982に準拠して測定された最内面の輪郭曲線最大高さ(Rz)が100nm〜2000nmで、輪郭曲線要素の平均長さ(Rsm)が100μm〜1500μmであり、かつ最外面の輪郭曲線最大高さ(Rz)が500nm〜2000nmで、輪郭曲線要素の平均長さ(Rsm)が100μm〜1500μmである二次電池用外装材1。また二次電池用外装材1を備えた二次電池。
(もっと読む)
樹脂フィルム付金属製外装材及びその製造方法
【課題】アルミニウムやステンレス等の基材金属に樹脂フィルムをラミネートし又は樹脂塗膜を形成し、その後に深絞り加工、しごき加工又はストレッチドロー加工等の厳しい成形加工を施した場合であっても、そのラミネートフィルム又は樹脂塗膜が剥離しないような高い密着性を付与することができ、更には酸や溶剤等に長時間接触しても高い密着性を維持し得る耐薬品性に優れた樹脂フィルム付金属製外装材を提供する。
【解決手段】基材金属1と、基材金属1の一方又は両方の面に設けられた下地皮膜2と、下地皮膜2上に設けられたラミネートフィルム又は樹脂塗膜3とを有し、その下地皮膜2が金属亜鉛皮膜又は金属亜鉛含有皮膜である樹脂フィルム付金属製外装材。このとき、金属亜鉛皮膜又は金属亜鉛含有皮膜は、置換めっき法又は電気めっき法で形成することが好ましい。
(もっと読む)
電池用外装体、電池用外装体の製造方法およびリチウム二次電池
【課題】電池用外装材の内層同士をヒートシールすることにより、新たな工程を追加することなく容易に製造でき、外装体内部で発生したガスに対する安全性の高い電池用外装体と、その製造方法およびリチウム二次電池を提供する。
【解決手段】耐熱性樹脂フィルムを含む外層11と、金属箔層10と、内層8とがこの順で積層されてなる電池用外装材4の前記内層8同士がヒートシールされてなる電池用外装体2であり、ヒートシールされた前記内層8同士のシール強度が20N/15mm幅〜50N/15mm幅である電池用外装体2とする。
(もっと読む)
蓄電デバイス用外装材
【課題】基材層に積層フィルムが使用された、優れた成型性を有する蓄電デバイス用外装材の提供を目的とする。
【解決手段】基材層11の一方の面側に、外側接着層12、金属箔層13、腐食防止処理層14、内側接着層15及びシーラント層16が順次積層され、基材層11が、延伸方向に対する45度方向と135度方向についてのテンシロンによる引張試験の10%延伸時の応力値が大きい方向と、小さい方向とが揃うように積層された第1の二軸延伸フィルム11A及び第2の二軸延伸フィルム11Bを有している蓄電デバイス用外装材1。
(もっと読む)
リチウムイオン電池用外装材
【課題】成型性に優れ、さらに成型加工後の耐久性にも優れ、冷間成型後に基材層と金属箔層の間で剥離が生じ難いリチウムイオン電池用外装材の提供を目的とする。
【解決手段】基材層11の一方の面側に、第1接着層12、金属箔層13、腐食防止処理層14、第2接着層15及びシーラント層16が順次積層され、基材層11の厚みが15〜40mmであり、伸び量が5mmとなるように延伸(試料幅6mm、チャック間距離10mm、延伸速度300mm/分)したときの基材層11と金属箔層13の密着力(T型剥離、剥離速度30mm/分)が5N以下であり、伸び量が10mmとなるように延伸したときの基材層11と金属箔層13の密着力が2N以上であるリチウムイオン電池用外装材1。
(もっと読む)
板状二次電池及びこれを用いた電子機器システム
【課題】形状安定性に優れ、且つ機器に設置された際に電気配線等の冗長化を低減できる、板状二次電池を提供する。
【解決手段】本発明の板状二次電池は、扁平状の電極群11と、電解質と、電極群11及び前記電解質を収納する板状のケース1と、電極群11を厚さ方向に貫通する支柱3と、を備える。支柱3は、その両端が電池ケース1の両主面4とそれぞれ接合されることによって両主面4の変形を制限する。電極群11は、正極板と、負極板と、正極板と負極板との間に配置されたセパレータとが、積層されること又は扁平状に捲回されることによって形成されている。支柱3は管形状を有し、且つケース1の両主面4には支柱3の中空部分と連通する開口部4aが設けられている。支柱3の中空部分とケース1の開口部4aとによって、ケース1を厚さ方向に貫通し、且つケース1の電極群11及び前記電解質が収納されている空間と隔離された貫通孔5が形成されている。
(もっと読む)
小型非水電解質二次電池及びその製造方法
【課題】大きな充放電容量特性と優れたサイクル特性をもつ小型非水電解質二次電池を提供する。
【解決手段】負極と正極とリチウムイオン導電性の非水電解質とから成る小型非水電解質二次電池において、前記負極の負極活物質は表面に炭素被膜を有するSiOx(0<x<2)であり、前記負極活物質の粒度分布D10が1μm以上かつD90が5μm以下であり、前記炭素被覆の厚さが10nm〜1100nmであることを特徴とする。
(もっと読む)
電柱
【課題】倒壊したような場合でも、電柱が活用できるようにする。
【解決手段】管内が密閉可能な鋼管101から構成されている。鋼管101は、円筒状の容器であり、例えば、一端(上端)に開口部を備え、この開口部が蓋101aにより密閉可能とされている。また、鋼管101の管内には、鋼管101と絶縁分離して配置されて鋼とは酸化還元電位が異なる金属から構成された電極102を備える。また、電極102には、引き出し配線103が接続されている。引き出し配線103は、鋼管101の外部に取り出されている。
(もっと読む)
二次電池用アルミニウム缶体及びその製造方法
【課題】 健全な溶融接合部を安定的に与え得る二次電池用アルミニウム缶体及びその製造方法の提供。
【解決手段】アルミニウム合金板体からなる蓋体及び外装体をレーザ溶接して組み立てた二次電池用アルミニウム缶体及びその製造方法である。少なくとも、質量比で、Siを0.30%以下とした上でBを2〜30ppmの範囲内で含むアルミニウム合金からなる合金板体を用意し、第1の合金板体の側縁端部に沿って第2の合金板体の端面を突き合わせる。第1の合金板体の端面にできる突き合わせ線に沿って連続レーザ溶接する。ここで突き合わせ線を挟んで与えられる溶融接合部の深さDに対する幅Wの比を1.5以上とするようにレーザ溶接条件が制御される。缶体には、0.35mm以上の深さDが与えられる。
(もっと読む)
密閉型電池
【課題】電池ケースの内圧が上昇した場合でも該電池ケースの側面の変形を抑制可能な構成を得る。
【解決手段】密閉型電池(1)は、内部に電極体(30)及び電解液が封入される柱状の電池ケース(2)を備える。電池ケース(2)の側面には、該電池ケース(2)が内圧の上昇によって膨らんだ際に該電池ケース(2)の側面に形成される稜線(L)上に、該電池ケース(2)の内方に向かって凹む凹部(41)を形成する。
(もっと読む)
電池及び電池の製造方法
【課題】 製造の際には、電極体を電池ケース内に容易に挿入でき、しかも、電池特性の低下を抑制した電池の製造方法、及び、電池を提供する。
【解決手段】 電池1の第1ケース壁部13は、板厚TWが長辺方向端部13Eから中央部13Cに向かうに連れて漸減する形状を有し、挿入前電池ケース本体11Bは、電極体対向面14が外側に凸の形態とされてなる。電池1の製造方法は、電池外の押圧部材60で第1ケース壁部を押圧して、その外側面15が内側に凸となり、電極体主平面30SF全体に電極体対向面が当接する形態に反転変形させ、押圧部材により第1ケース壁部を介して電極体30を厚み方向DNに圧縮する変形圧縮工程と、第1ケース壁部による電極体の圧縮を継続させる圧縮継続処理を行う圧縮継続処理工程とを備える。
(もっと読む)
薄膜型電気化学素子の製造方法
【課題】曲げ特性を改善し、素子特性の劣化を回避することができる薄膜型電気化学素子の製造方法を提供すること。
【解決手段】電極固定工程では、正極21が支持された正極集電体23を正極用ラミネートフィルム53aに固定するとともに、負極31が支持された負極集電体33を負極用ラミネートフィルム53bに固定する。容器形成工程では、各ラミネートフィルム53a,53bを重ね合わせた後、該各ラミネートフィルム53a,53bにおける外周部58をその一辺59aを除いて熱溶着により封止して矩形袋状の容器51を形成する。電解液注入工程では、容器51の一辺59aの非封止部を注入口として電解液を容器51内に注入する。容器封止工程では、容器51の一辺59aを熱溶着により密封封止する。
(もっと読む)
21 - 40 / 2,333
[ Back to top ]