
国際特許分類[B22D11/04]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 両端が貫通している鋳型へのもの (670)
国際特許分類[B22D11/04]の下位に属する分類
垂直型 (69)
湾曲鋳型 (8)
水平型 (16)
ダイレクト・チル型,例.電磁鋳造 (49)
鋳型の幅・テーパーの変更 (26)
振動壁を持つ鋳型 (9)
鋳型の振動手段 (17)
鋳型の冷却 (72)
鋳型の製造または調整 (6)
鋳型の材料またはメッキ (61)
国際特許分類[B22D11/04]に分類される特許
11 - 20 / 337
チタンまたはチタン合金からなるスラブの連続鋳造装置
【課題】表面に欠陥が少ないスラブを鋳造することができるようにする。
【解決手段】プラズマトーチ7が発生させるプラズマアークで、鋳型2内に注入された溶湯12の湯面を加熱する。また、鋳型2の側方に設けられたEMS8で、溶湯12の湯面もしくは湯面近傍を電磁攪拌する。
(もっと読む)
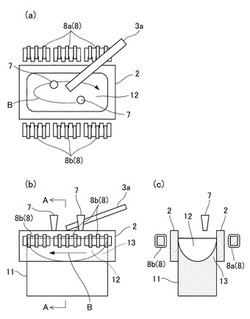
チタンまたはチタン合金からなる鋳塊の連続鋳造用の鋳型およびこれを備えた連続鋳造装置

【課題】表面に欠陥が少ない鋳塊を鋳造することができるようにする。
【解決手段】鋳型2の内周面の少なくとも一部において、少なくとも溶湯12の湯面が接触する箇所に、緩冷却板8a,8bを設けることで、緩冷却板8a,8bに接触する溶湯12からの抜熱量が、鋳型2に接触する溶湯12からの抜熱量よりも小さくなるようにする。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置
【課題】鋳肌の状態が良好なスラブを鋳造することができるようにする。
【解決手段】断面長方形状の鋳型2の長辺方向の両端部にフラックス9の投入領域14をそれぞれ設ける。フラックス投入装置8から投入領域14に投入されたフラックス9は、溶湯12の湯面全域に拡散する。フラックス9による緩冷却効果が鋳型2内で均一になるように、鋳型2の長辺方向の両端部へのフラックス9の単位時間あたりの投入量を、鋳型2の長辺方向の中央部へのフラックス9の単位時間あたりの投入量よりも多くする。
(もっと読む)
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
連続鋳造鋳型
【課題】対向配置された長辺の間に対向配置される短辺の内側角部の欠け及び磨耗を防止することが可能な連続鋳造鋳型を提供する。
【解決手段】対向配置される長辺11、12と、長辺11、12の間に対向配置される短辺13、14とを有する連続鋳造鋳型10において、長辺11、12の内側表面に当接する短辺13、14の内側角部、又は短辺13、14のメニスカス部を含む下側領域であって長辺11、12の内側表面に当接する内側角部に面取りを施し、内側角部と長辺11、12の内側表面との間に空間部19を形成し、短辺13、14の内側角部の損傷を防止した。
(もっと読む)
連続鋳造用鋳型内の磁束密度測定装置
【課題】 スラブ連続鋳造機の鋳型背面に配置される交流移動磁場発生装置や直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場や直流静磁場の磁束密度を短時間で且つ磁束密度の最大値及び最小値を正確に測定する。
【解決手段】 本発明の磁束密度測定装置1は、スラブ連続鋳造機の鋳型背面に設置された交流移動磁場発生装置または/及び直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場または/及び直流静磁場の磁束密度を測定する磁束密度測定装置であって、磁束密度を測定するための磁束測定素子2と、該磁束測定素子を保持するためのガイド3と、該ガイドを保持し、ガイドを保持した状態で手動操作による鋳型長辺方向への移動が可能な移動架台4と、該移動架台を支持するための固定架台5と、を有する。
(もっと読む)
Cr含有銅合金線材の製造方法
【課題】Crを含有する銅合金からなるCr含有銅合金線材を、効率良く、かつ、安定して製出することが可能なCr含有銅合金線材の製造方法を提供する。
【解決手段】Crを0.2質量%以上1.5質量%以下の範囲で含む銅合金からなるCr含有銅合金線材の製造方法であって、銅原料を溶解してCrを0.2質量%以上1.5質量%以下の範囲で含む銅合金溶湯を生成する銅合金溶湯生成工程S01と、この銅合金溶湯を鋳型に導入して鋳造素線を連続的に製出する鋳造工程S04と、前記鋳造素線に対して伸線加工及び圧延加工のいずれか一方又は両方を実施する加工工程と、を有し、前記鋳造工程では、前記鋳造素線の導電率が60%IACS以下とされている。
(もっと読む)
溶融金属を鋳て自らの形状を維持することができる金属体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限して、開放式鋳型キャビティによる溶融金属を鋳造する方法及び装置を提供することである。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、始動材料体はこれとタンデム関係をなして一連の第2の横断面(74)を通って往復動し、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層がキャビティの輪郭とは異なっている所定の外周輪郭を維持する。
(もっと読む)
鋼片の連続鋳造方法
【課題】炭素鋼や合金鋼などの連続鋳造において、現行の設備に特段の改造を施す必要なしに、未凝固圧下効果を高めて、中心偏析を大幅に低減することができる鋼片の製造方法を提供する。
【解決手段】鋳型内鋳造空間の長辺側の両端部は所定の厚みDとする一方、該鋳型内鋳造空間の中央部にはDよりも厚みの大きい厚肉部を設けた鋳型を用いて鋳造し、ついで、二次冷却帯における鋳片内部の凝固が完了するまでの間に、パスラインで、該鋳片の長辺側の中央部の厚肉部にロール圧下を加えて、所定の厚みDとするものとし、その際、該鋳型内鋳造空間の厚肉部の長さをそれぞれ、上記Dの1/2以上とする。
(もっと読む)
連続鋳造用鋳型の温度測定方法及び装置
【課題】正確な鋳型温度を得る。
【解決手段】鋳型内溶鋼の電磁攪拌装置3を備えた連続鋳造機の鋳型温度を熱電対2で測定するに際し、熱電対2からの電圧信号を温度信号に変換した後、電磁攪拌装置3から発せられる電磁ノイズが原因の前記温度信号に変換した後の信号における周期的なノイズ波形をローパスフィルタ5で除去する鋳型温度測定方法において、電磁攪拌開始後における任意時刻のローパスフィルタ5からの出力値と鋳型温度との間の偏差を、電磁攪拌開始直前と同開始直後と前記任意時刻におけるローパスフィルタ5からの出力値を用いて算出して前記任意時刻におけるローパスフィルタ5の出力値から除去し、当該任意時刻の鋳型温度とする。
【効果】電磁ノイズがあっても、連続鋳造用鋳型の温度を熱電対により正確に測定できるので、鋳型の温度分布または温度測定値の時間変動を用いたブレイクアウトの予知や鋳型内溶鋼流動の推定が可能になる。
(もっと読む)
11 - 20 / 337
[ Back to top ]