
国際特許分類[B23K37/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 加工物を保持または配置するためのもの (392)
国際特許分類[B23K37/04]の下位に属する分類
国際特許分類[B23K37/04]に分類される特許
41 - 50 / 247
ワークの位置決め装置
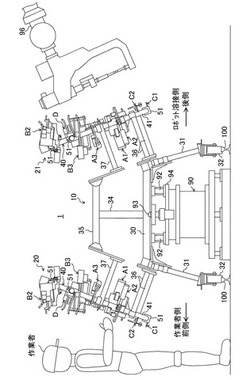
【課題】ワークの位置の調整や修正を、低コストで、かつ、簡単に行えるようにする。
【解決手段】ワークを所定位置に位置決めし固定するためのワークの位置決め装置1は、パイプ部41を有する位置決め用基台10と、パイプ部41をクランプする汎用のパイプクランプ51と、パイプクランプ51によってパイプ部に取り付けられるインナパネル保持装置A1,A2とを備えている。パイプクランプ51がパイプ部41をクランプした状態で、インナパネル保持装置A1,A2によってワークを保持することによりワークを所定位置に位置決めする。
(もっと読む)
切断用定盤

【課題】被切断材を溶融しながら切断する際に用いられ、フラットバーを平行に立設し、フラットバー上端部には、該上端部を溶損から保護するために保護カバーを取着してなる切断用定盤において、定盤下に砂利を敷設したり、搬出機を設置することなく、きわめて簡単な構成でもって、切断時に発生するノロを受けることができるようにする。
【解決手段】フラットバー上端部に一定間隔で取着される保護カバー3は、上下方向の中央に左右両側方に突出するノロ受け6を設け、切断時に発生するノロを受けるようにする。保護カバー3はまた、上側部が上端に向かって先細りの楔状をなし、熱源が保護カバー3に当たっても該保護カバー3に案内されて逃げ、跳ね返って被切断材を損傷することがないようにする。
(もっと読む)
溶接治具及びそれを用いた溶接方法
【課題】ウェブとその両端に夫々直角に同じ長さで形成されたフランジとを有する型鋼に、被溶接板をウェブに対して直角且つフランジに対して直角に溶接する際に用いる溶接治具であって、型鋼に対する治具の位置を容易に微調節でき、作業効率が高く、作業時間の短縮化を図れ、作業員の負担を軽減できる溶接治具を提供する。
【解決手段】フランジ3が鉛直でウェブ2が水平となるように設置された型鋼4に、フランジ3の上端3xを架け渡して載せられる載せ板6と、載せ板6に直角に取り付けられ、フランジ3の一方の外側面3aに当接されるガイド板7と、載せ板6にフランジ3同士の間に位置して取り付けられ、被溶接板5が当てがわれる当て板8とを備え、当て板8が、載せ板6に対して直角且つガイド板7に対して直角に配置されたもの。
(もっと読む)
食い違い修正用治具
【課題】支点部材の当接部位を修正すべきフランジの板面の基準面となるダイヤフラムの板面に当接させ、押圧ボルトを締付回動することによりフランジの修正すべき板面を接触部に強制的に接触させ、フランジとダイヤフラムとの突き合わせ部分の食い違いを容易に修正することができる。
【解決手段】治具本体1はフランジFの食い違いを修正すべき板面F1に接触可能な接触部2aをもつ受け部材2及びフランジの修正すべき板面と背中合わせの反対側の板面F2を押圧してフランジの修正すべき板面を接触部に接触させる押圧ボルト3が螺着された保持部材4を備え、治具本体にフランジの修正すべき板面の基準面となるダイヤフラムの板面に当接可能な支点部材6を設けてなる。
(もっと読む)
積層モータコア自動溶接装置のモータコア搬送システム
【課題】生産ロス時間を短縮できると共に、作業性の向上が図れる積層モータコアの搬送システムを提供する。
【解決手段】モータコア搬送システム5は、積層したコア材Wを搬送する搬送台車15と、積層モータコア自動溶接装置の作業テーブル2に設けられ、作業テーブル2の左側又は右側の何れか一方に搬送台車15の搬入口Aを、また、何れか他方に搬送台車15の搬出口Eをそれぞれ有し、搬送台車15を搬入口Aから搬入待機位置B、溶接位置C、搬出待機位置D、搬出口Eの順に案内する搬送台車15の案内搬送路47と、搬送台車15を搬入口Aから搬入待機位置Bへ搬送する搬入装置49と、搬送台車15を搬入待機位置Bから溶接位置C及び搬出待機位置Dへ順次搬送する横送り搬送装置50と、搬送台車15を搬出待機位置Dから搬出口Eへ搬出する搬出装置51とから構成する。
(もっと読む)
溶接形鋼の仮組装置
【課題】H形鋼を構成するフランジ材二枚とウェブ材一枚の三枚を同時に、効率よくH形状に組み、かつ保持することが可能な装置を提供する。
【解決手段】上部フレーム8を下方へ押込んで昇降支柱9a、9bの先端に設けられたバキューム式パット16a、16bを下方へ移動させ、このバキューム式パット16a、16bをそれぞれフランジ材1、ウェブ材2に当接させて、バキューム式パット16a、16bにフランジ材1、ウェブ材2を吸引し、各材料を吸引した状態で上部フレーム8に上昇させる。フランジ材1を吸引しているバキューム式パット16bは回転部材17のストッパ18が回転付勢部材20に接触することにより90°回転して向きを変える。すなわち、ウェブ材2は水平を保ったまま引き上げられ、フランジ材1は引き上げられるときにその幅方向が垂直方向になるように向きが変えられて、H形状とする。
(もっと読む)
鋼板等の切断方法および切断装置
【課題】鋼板等を切断加工する場合、切断加工時の熱ひずみや残留応力等により被切断材が移動し、寸法形状が指示と異なる場合が発生するという問題があった。
【解決手段】問題点を解決するため、
被切断材の切断進行に伴い、上部から被切断材を拘束することにより被切断材の移動を抑制することを特徴とする切断加工方法、
被切断材の切断進行に伴い、上部から被切断材を拘束することにより被切断材の移動を抑制することを特徴とする切断加工装置、
前述の切断加工において、マグネットまたは吸盤を用い被切断材を拘束することを特徴とする切断加工方法、
前述の切断加工において、マグネットまたは吸盤を用い被切断材を拘束することを特徴とする切断加工装置、
前述の切断加工において、移動可能な押さえジグを用い上部から圧力を付与することにより被切断材を拘束することを特徴とする切断加工方法、
前述の切断加工において、移動可能な押さえジグを用い上部から圧力を付与することにより被切断材を拘束することを特徴とする切断加工装置、
を 提供することを手段とする。
(もっと読む)
クランプ確認システム、溶接ロボットシステム、クランプ治具制御装置およびクランプ確認方法
【課題】クランプ治具によるワークのクランプ動作の成否を正しく判断する。
【解決手段】溶接ロボットシステム(クランプ確認システム)1は、クランプ治具2と、システム制御盤(クランプ治具制御装置)8とを備える。クランプ治具2は、ワークWに係合する係合部25と、係合部25の現在位置を検出する位置検出センサ24とを備える。システム制御盤8は、係合部25の動作停止位置をワークW毎に記憶する移動距離DB121と、クランプ治具2の駆動源の油圧が基準値以上であって、かつ、位置検出センサ24で検出された現在位置が移動距離DB121に記憶された動作停止位置の許容範囲内にあることを示す動作完了条件を満たすか否かを検知する演算処理手段13と、動作完了条件を満たさない場合には異常を報知し、動作完了条件を満たす場合には正常を報知するユーザインターフェース部14とを備える。
(もっと読む)
円板マグネットチャックとその支持装置
【課題】
小型軽量で強力な円板型マグネットチャック構造をつくること。そして自在な作業姿勢がとれるように支持構造を工夫することである。
【解決手段】
半円2枚型と扇8枚型の2種類の小型軽量で強力が達成できる円板マグネットチャック構造を提案した。円板マグネットチャックはそのままでも有用であるが、自由度1の支持装置、自由度2の支持装置、自由度3の支持装置の構造をあわせて提案した。
(もっと読む)
挿し口突部形成素材の押圧装置
【課題】金属管の挿し口の外周面に溶接される突部形成素材を、挿し口の軸方向に的確に位置決めできるようにすることである。
【解決手段】鋳鉄管41の挿し口42を、突部形成素材44よりも幅の広い外周溝43が形成され、この外周溝43の底に突部形成素材44が押圧ローラ5で押圧されるものとし、押圧ローラ5の一端側に突部形成素材44の片側の側端面に当接される大径段差部5aを設け、この押圧ローラ5の大径段差部5aで、突部形成素材44を外周溝43の一端側の側壁に押し付ける押し付け手段を設けることにより、鋳鉄管41の挿し口42の外周面に溶接される突部形成素材44を、挿し口42の軸方向に的確に位置決めできるようにした。
(もっと読む)
41 - 50 / 247
[ Back to top ]