
国際特許分類[B24C1/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683)
国際特許分類[B24C1/00]の下位に属する分類
切削工具を刃砥ぎまたはクリーニングするための方法,例.ヤスリ (47)
表面の必要部分のみを処理するための方法,例.石またはガラスの模様づけのためのもの (137)
つやのない表面を作るための方法,例.プラスチック,ガラスの表面 (43)
つやのある表面を作るための方法,例.液体と混合した砥粒を用いることによる方法 (32)
表面を引き締める方法,例.ショット・ピーニング (235)
国際特許分類[B24C1/00]に分類される特許
21 - 30 / 189
真空装置用部材および真空装置用部材の製造方法
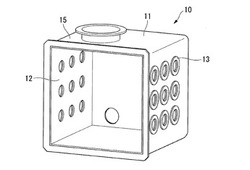
【課題】耐発錆性に優れた真空装置用部材および耐発錆性に優れた真空装置用部材の製造方法を提供する。
【解決手段】空調環境下で用いられる真空装置用部材10であって、質量%で、Cr:4.0%以上9.0%以下、Al:0.10%以上1.50%以下を含有する鋼材からなる部品15を備え、部品15が大気に露出される一面側表面11と、真空空間に露出される他面側表面12とを有し、一面側表面11の粗さパラメータRaが0.6以下および/または一面側表面に垂直な方向に対して20±5度傾いた方向から光を照射して撮影した画像の単位面積1.5mm2当たりの輝度分布0〜255の領域のうち輝度分布128以下の領域の占める割合が20%以下であり、他面側表面12の粗さパラメータRaが0.1以下である真空装置用部材10とする。
(もっと読む)
ドライアイスパウダーブラスト装置及び方法

【課題】 ドライアイスパウダーを圧縮空気とともに対象物に噴射する際に、パウダー同士の氷結を防止し、噴射時の詰りや対象物に対する損傷を防止する。
【解決手段】 ドライアイスブロックに切削刃を食い込ませつつモータで回転することによりドライアイスブロックを切削し、その切削で得たドライアイスパウダーをホッパに収容する。そのドライアイスパウダーをパウダーホースにより噴射ガンへ導き、かつ圧力源からの圧縮空気をエアホースによりその噴射ガンへ供給してドライアイスパウダーを圧縮空気とともに噴射する。噴射を停止して再開する際に、少なくともパウダーホースに残留するドライアイスパウダーを噴射ガンから排出して清浄化した後噴射を再開する。
(もっと読む)
硬脆性ウェーハの平坦化加工方法
【課題】ウェーハ加工速度、ウェーハの表面粗さおよび加工歪の大きさを制御でき、これにより総平坦化加工の工程数の低減、総平坦化加工時間の短縮が可能で、コスト低減も図れる硬脆性ウェーハの平坦化加工方法を提供する。
【解決手段】スライス後の硬脆性ウェーハの表面および裏面のうち、少なくとも表面に砥粒のみをガス噴射してブラストによる粗平坦化加工を行い、その後、粗平坦化加工された硬脆性ウェーハの表面を仕上げ研磨する。これにより、ウェーハ加工速度、ウェーハの表面粗さおよび加工歪の大きさを制御することができる。よって、総平坦化加工の工程数の低減、総平坦化加工時間の短縮が可能となり、コスト低減も図ることができる。
(もっと読む)
ブラスト材およびブラスト方法
【課題】大掛かりなブラスト装置が不要であり、ブラスト処理後の水処理を不要とすることが可能なブラスト材およびブラスト方法の提供。
【解決手段】研削材に対して5〜30質量%の水分を含み、全ての粒子が濡れるように事前に調製したブラスト材1であり、ブラスト材貯留タンク2に入れ、圧縮エアにより被処理物Xへ噴射することで、ブラスト材が保有する水分により粉塵を捕集することができ、粉塵の発生を防止することができる。
(もっと読む)
研磨材、および、研磨材の製造方法
【課題】建造物または乗物を構成する金属製部材の表面に付着している付着物を除去するための作業環境を良好なものとすることができる、技術を提供することを課題とする。
【解決手段】建造物または乗物を構成する金属製部材の表面に吹付けられて、前記金属製部材の表面に付着している付着物を除去する、研磨材1であって、粒状体2における表面の一部が露出するように、粒状体2に樹脂素材3が設けられて構成される研磨材1とする。
(もっと読む)
筐体の製造方法
【課題】高意匠でかつ防錆効果および絶縁効果がある筐体を提供する。
【解決手段】筐体を製造する方法であって、金属が絶縁膜で被覆された所定の形状の部材を用意するステップ(S01−S03)と、前記部材の一方の面の一部をマスキングするステップ(S04)と、前記部材の両面から微粒子を吹き付けてブラスト加工するステップ(S05)と、前記部材の他方の面においてブラスト加工された部分に、保護層を形成するステップ(S07)と、を備える。
(もっと読む)
熱処理用表面処理鋼材および熱処理鋼部材の製造方法
【課題】熱処理された後の酸化亜鉛層の除去が容易な熱処理用表面処理鋼材を提供する。
【解決手段】素地鋼材の表層から順に、合金化溶融亜鉛めっき皮膜と、及び、付着量がP量として150〜800mg/m2であるリン酸塩皮膜とを備える熱処理用表面処理鋼材である。熱処理により形成される酸化亜鉛層が、ショットブラストによって容易に除去される。
(もっと読む)
表面処理方法及びそのための装置
【課題】 省力化され且つ新規の塗装と遜色のない美観的に美しい再塗装が可能な、そのための表面処理方法及び該方法を実施するための装置を提供することを目的とする。
【解決手段】 ウォータージェット装置Aの高圧噴射ノズル19から鋼構造物に対して高圧液を噴射してその表面の塗装を剥離させ且つ錆を除去する表面処理方法において、前記高圧液中に方解石又はシラスを混入させて噴射する。
(もっと読む)
山形フィルム冷却穴を有する物品と関連の加工処理
【課題】第1の流体に曝される内面と、入口と、内面から離間した外面であって、より高温の第2の流体に曝される外面とを有する物品を提供する。
【解決手段】この物品は、少なくとも1つの列状又はその他のパターンの通路穴28を更に有する。各通路穴は、基板20を貫通して内面の入口から外面26に近接する通路穴出口部まで延在する入口ボア34を有し、この入口ボアは、穴出口部に隣接する山形出口32で終端する。山形出口は、共通表面領域を自身間に有する1対のウィング状溝を有する。共通表面領域は、穴出口部に隣接する谷状部と、この谷状部に隣接する台地状部を含む。この物品はエアフォイルであってもよい。
(もっと読む)
研磨装置
【課題】任意の形状の被研磨物を研磨することができる研磨装置を提供する。
【解決手段】加工テーブル11の上面に支持された凹レンズ12の被研磨面12aと所定の隙間gをもって移動される研磨ヘッド16に供給孔16b及び排出孔16cを形成し、研磨ヘッド16の上面に供給孔16bと対応して、噴射孔23aを有する供給ノズル23を設ける。該供給ノズル23に形成された導入孔23bに貯留タンク24から可撓配管25を介して研磨液Kを供給する。前記供給ノズル23の噴射孔23aに連通するように空気噴射ノズル27を設け、圧縮空気供給源28から可撓配管29を介して空気噴射ノズル27に圧縮空気を供給し、エゼクタ作用により研磨液Kを供給孔16bから隙間gに供給する。隙間gを流れる研磨液Kによって凹レンズ12の被研磨面12aが研磨される。前記排出孔16cによって隙間g内の使用済みの研磨液Kが排出される。
(もっと読む)
21 - 30 / 189
[ Back to top ]