
国際特許分類[B24C1/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683)
国際特許分類[B24C1/00]の下位に属する分類
切削工具を刃砥ぎまたはクリーニングするための方法,例.ヤスリ (47)
表面の必要部分のみを処理するための方法,例.石またはガラスの模様づけのためのもの (137)
つやのない表面を作るための方法,例.プラスチック,ガラスの表面 (43)
つやのある表面を作るための方法,例.液体と混合した砥粒を用いることによる方法 (32)
表面を引き締める方法,例.ショット・ピーニング (235)
国際特許分類[B24C1/00]に分類される特許
41 - 50 / 189
接合体の製造方法
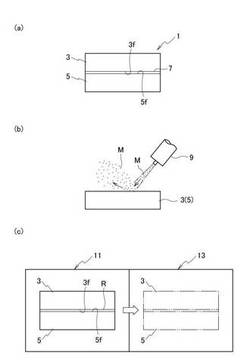
【課題】接合体1を製造するための設備を簡素化すると共に、ランニングコストの低減を図る。
【解決手段】各金属部品3,5の接合面3f,5fにブラストメディアを吹付けることにより、各金属部品3,5の接合面3f,5fに対してブラスト処理を行うブラスト工程と、ブラスト工程の終了後に、一対の金属部品3,5の接合面3f,5fの間に溶融したロウ材Rを充填することにより、一対の金属部品3,5に対してロウ付け処理を行うロウ付け工程と、を具備し、ブラストメディアは、鉄系のカットワイヤ又はNi−Cr−Fe系の粉末であって、ブラストメディアの吹付け圧力は、250KPa以上であること。
(もっと読む)
鍛造品の製造方法

【課題】限界据込み率の更なる改善することができる鍛造技術を提供することを課題とする。
【解決手段】図(a)に示すように、丸棒を鋸で切断することで、所定の長さの鍛造用素材41を準備する。準備した素材41に、(b)に示すように、ショット粒42を、高速で衝突させる。この処理を第1のショットブラスト処理という。(c)に示すように、ショット後の素材43を、焼鈍炉44に入れ、焼鈍温度まで加熱し、所定時間保持することで、焼鈍処理を実施する。
【効果】焼鈍前にショットブラスト処理を施さない場合に比較して、本発明によれば限界据込み率を大幅に向上させることができる。
(もっと読む)
軌道輪および転がり軸受の製造方法
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪および転がり軸受の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱コイルを、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。そして、加熱領域を形成する工程(S30)では、環状領域に面して環状領域の加熱に寄与する領域が同一平面内に含まれる形状を有する誘導加熱コイルが用いられる。
(もっと読む)
磨鉱装置及び再生骨材の生産方法
【課題】再生骨材の過破砕を防止つつ、モルタル等の付着物を効率的に除去すること。
【解決手段】コンクリート廃材を破砕する工程と、破砕物を分級して再生骨材を取り出す分級工程と、取り出した破砕骨材を磨鉱して付着モルタルを除去する磨鉱工程とを含む再生骨材の生産方法であって、研磨粒を連続的に放射する工程と、研磨粒群の放射域に再生骨材を落下させる工程とを並行して行い、再生骨材に研磨粒を衝突させて付着モルタルを除去すること。
(もっと読む)
フランジ付部材の接続方法及びフランジ付部材
【課題】一対のフランジ相互の接続を、ガスケットを無くしてシール性を確保し、部品点数を削減する。
【解決手段】一対の金属材等のフランジ付部材1A,1Bのフランジ11の締結面に、開口の外周側で環状に繋がる領域を、ショットブラスト処理等の表面改質処理を施して無数の微細な凹凸を有した凹凸部13を形成し、ボルトとナットとでフランジ11相互を軸方向に締結する。これにより、各フランジの凹凸部13が、相手方の凹凸部13に押しつぶされることにより、高いシール効果が得られ、ガスケットを省略できる。
(もっと読む)
セラミック基板の製造方法及び発光体並びに発光装置
【課題】はんだをセラミック基板の配線層に的確に密着させることができ、セラミック基板に加わる負荷に対して効率良く抗することのできるセラミック基板の製造方法及びこのセラミック基板を有する発光体並びにこの発光体を備えた発光装置を提供する。
【解決手段】セラミック基板3を製造するにあたり、セラミック基板3における略平坦な裏面の外縁側に、ブラスト加工を施して、内側より外縁側が凹んだ湾曲面34を形成するブラスト加工工程と、ブラスト加工工程により形成された湾曲面34に、配線層6を形成する配線層形成工程と、を有するようにした。
(もっと読む)
粒状物噴射ユニットとマーキング工具とを含む、加工用門形上を移動可能な工具ステーション
【課題】板加工における生産性を高める工具ステーションを提供する。
【解決手段】加工用門形上を移動可能な工具ステーションは、粒状物噴射ヘッド9を含む粒状物噴射ユニット7を有し、少なくとも1つのマーキング工具14と、粒状物噴射ユニットとマーキング工具とをそれぞれ高さ調整し得る少なくとも1つの高さ調整装置とを備える。高さ調整装置は、粒状物噴射ユニット7とマーキング工具14とに連結されかつモータによって位置決め可能な鉛直回転軸4を含む共有の主高さ調整装置である。粒状物噴射ユニット7は、鉛直回転軸4から離間され、粒状物噴射ユニット7を鉛直回転軸4によって回動させることができるように、回動ユニット5、6によって鉛直回転軸4に連結される。マーキング工具14は、鉛直回転軸4を中心として配置される。
(もっと読む)
焼結材の封孔処理方法
【課題】焼結材の表面を荒くさせたり、損傷させたりすることなく、低コストで、焼結材の焼結工程後の空孔を塞ぐ。
【解決手段】封孔処理装置2から噴射する粒子を焼結材1よりも低硬度かつ低融点の粒子(例えば、錫(Sn))とする。Snは硬度が1.5(モース硬度)、融点が232℃であり、本発明で用いる粒子として最も適している。また、封孔処理装置2から噴射する粒子の粒子径を5〜50μmとする。封孔処理装置2から粒子Pが噴射され、焼結材1の表面に叩きつけられると、その時の摩擦熱で粒子Pが溶け、焼結材1の焼結工程後の空孔(1h)に流れ込み、その空孔(1h)を塞ぐ。
(もっと読む)
ブラスト装置
【課題】極めて硬質な研削材が用いられる場合でも、所期の性能を長期に亘って維持することのできるブラスト装置を提供する。
【解決手段】研削材タンク1と、研削材を処理物に向けて投射するブラストノズル3と、ブラストノズル3に研削材を供給する研削材フィーダ2とを備える。研削材フィーダ2は、内筒21、その内部に設けられるベーンロータ24、ベーンロータ24を一方向に回転させる可変速制御モータ26、ならびに内筒21を囲繞する外筒22を含む。内筒21の上面部には研削材タンク1の下端開口部と連通する研削材受入口21aが形成され、これに対向する底面部には研削材排出口21bが形成される。内筒21には、研削材受入口21aの両側縁に沿ってベーンロータ24の回転軸方向に延びるエアシールスリットS1,S2が形成され、外筒22にはエアシールスリットS1,S2を通じて内筒21の内部に空気を送り込むための給気管16が接続される。
(もっと読む)
ガードレール研磨装置
【課題】中央分離帯側に設置されたガードレールにも適用でき、しかも、支柱の位置によらず作業を連続的に行うことができるガードレール研磨装置を提供する。
【解決手段】車両に搭載されたショット供給部から供給されるショットを噴射するノズルが、研磨対象となるガードレールの湾曲面と同じ湾曲を有し前記ガードレールの前面に配置される支持部に沿って設けられる。また、前記支持部の上方及び下方に、前記ガードレールを前記ガードレールと平行する方向に前記車両の先端と後端の間の範囲で覆う上方カバーと下方カバーが設けられる。更に、前記上方カバーは前記ガードレールの背面において前記ガードレールの上側縁辺の高さ位置近傍まで伸びる垂下部を有し、前記下方カバーは前記ガードレールの背面において前記ガードレールの下側縁辺の高さ位置近傍まで伸びる起立部を有する。
(もっと読む)
41 - 50 / 189
[ Back to top ]