
セラミックマトリクス複合体の前駆物質スラリ組成物及びシート成形コンパウンド
【課題】セラミックマトリクス複合体(CMC)物品を製造時における時間短縮を図る。
【解決手段】熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含み、前記熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量の炭素チャーを生成し、且つ前記溶剤の除去後、硬化前の前駆物質スラリ組成物は70体積%までの固体を含む前駆物質スラリ組成物。シート整形コンパウンドは、前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と、第1の外側膜と第2の外側膜との間に支持された無作為に分散された補強材料とを含む。
【解決手段】熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含み、前記熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量の炭素チャーを生成し、且つ前記溶剤の除去後、硬化前の前駆物質スラリ組成物は70体積%までの固体を含む前駆物質スラリ組成物。シート整形コンパウンドは、前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と、第1の外側膜と第2の外側膜との間に支持された無作為に分散された補強材料とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般にセラミックマトリクス複合体(CMC)物品を製造するための前駆物質スラリ組成物及びシート成形コンパウンドに関し、特に、急速硬化熱可塑性樹脂を利用するスラリ組成物に関する。
【背景技術】
【0002】
CMC材料は、セラミックマトリクス材料に埋め込まれたセラミック繊維補強材料を一般に含む。補強材料は、マトリクスに亀裂が発生した場合にCMCの荷重を支える構成要素として有用である。一方、セラミックマトリクスは、補強材料を保護し、繊維の向きを維持し且つ荷重を補強材料に消散する働きをする。高温になる環境でマトリクス材料及び/又は補強材料として適用される場合に特に関心を集めているのが炭化ケイ素(SiC)のようなケイ素系複合体である。SiC繊維は、SiC、TiC、Si3N4及びAl2O3を含む多様なセラミックマトリクス材料に補強材料として使用されている。
【0003】
CMCを製造する1つの技術は、CMCマトリクス材料の前駆物質を含浸させた所望のCMCの補強材料を含むテープ状構造である場合が多い「プレプレグ」の複数の層を含む。ほぼ2次元の積層構造を形成するために、プレプレグは、マトリクス前駆物質を含浸させた一方向に整列されたトウから成る1つの層を含む2次元繊維アレイを具備してもよい。このように形成されたプレプレグの複数のパイルを積み重ね且つ減量縮小することにより、積層プレフォームが形成される。この処理は「レイアップ」と呼ばれる。最終的に製造されるCMC部品の主方向、すなわち、荷重支え方向に対応してプレフォームの積層平面の強度を向上するために、プレプレグ層の繊維トウが互いに横方向に向くように(例えば、直交するように)プレプレグは通常配列される。レイアップ後、積層プレフォームは、通常、オートクレーブなどの中で圧力及び高温にさらされながら減量縮小及び硬化の処理を受ける。
【0004】
有機結合剤を分解するために、プレフォームは真空中又は不活性雰囲気の中で加熱されてもよい。この加熱処理の間に有機結合剤のうち少なくとも1つは熱分解され、炭素チャーを形成すると共に、メルト溶浸のための多孔質プレフォームを形成する。メルト溶浸中、溶融ケイ素は、多孔質プレフォームに浸透し、マトリクスの炭素成分と反応することにより炭化ケイ素を形成し且つ多孔質構造を充填することにより、所望のCMC部品を形成する。
【0005】
1つの方法は、米国特許第5,015,540号公報、第5,330,854号公報及び第5,336,550号公報に記載される。それらの特許に説明されるように、プレフォーム中の補強繊維は、加熱時に分解するポリマーを含有する低チャー収率スラリ組成物で被覆される。ポリマーは、チャーをほとんど又はまったく生成しない。すなわちバーンアウト後に、固体材料はほとんど又はまったく残らず、その結果、プレフォームの強度は低くなる。従って、バーンアウト後も高い強度を保つ改良されたプレフォームが必要とされる。
【0006】
バーンアウト後も強靭なプレフォームが必要とされるという問題に対処するために、米国特許第6,258,737号公報は、高チャー収率樹脂スラリ組成物を使用するCMC物品を形成する方法を説明する。開示される方法は実施可能ではあるが、特にサイクル時間の短縮及び溶剤によって起こる欠陥を最小限に抑えることに関して、方法及び製品に改善の余地はある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第6,258,737号公報
【特許文献2】米国特許第6,280,550号公報
【特許文献3】米国特許第7,560,139号公報
【特許文献4】米国特許第4,546,674号公報
【特許文献5】米国特許第5,015,540号公報
【特許文献6】米国特許第5,330,854号公報
【特許文献7】米国特許第5,336,350号公報
【特許文献8】米国特許第5,509,555号公報
【特許文献9】米国特許第5,730,915号公報
【特許文献10】米国特許第4,737,328号公報
【特許文献11】米国特許出願公開第2006/0081323号明細書
【特許文献12】米国特許出願公開第2006/0219346号明細書
【特許文献13】米国特許出願公開第2007/0082201号明細書
【特許文献14】米国特許出願公開第2007/0092762号明細書
【特許文献15】米国特許出願公開第2009/0169738号明細書
【特許文献16】米国特許出願公開第2009/0214845号明細書
【発明の概要】
【0008】
先に挙げた要求は、加工性及び未加工強度を考慮して選択された樹脂系を提供する例示的な実施形態により満たされてもよい。選択された樹脂系は、必要とされる溶剤の量を大幅に減少するので、溶剤処理の必要が少なくなる。例示的な実施形態は樹脂系から容易に除去される溶剤を使用する。所望の炭素チャーレベルを実現するために、例示的な実施形態は従来より多くの量の有機結合剤を利用する。
【0009】
例示的な一実施形態は、セラミックマトリクス複合体物品を形成するための前駆物質スラリ組成物を含む。前駆物質スラリ組成物は、熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される溶剤を含む。熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂を含む。炭素質固体成分は熱分解時に適切な量の炭素チャーを生成する。溶剤の除去後、硬化前の前駆物質スラリ組成物の実施例は約70体積%までの固体を含んでもよい。
【0010】
例示的な一実施形態は、前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と、第1の外側膜と第2の外側膜との間に支持された無作為に分散された補強材料とを含むシート成形コンパウンドを含む。前駆物質スラリ組成物は、熱硬化性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含む。熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂を含む。炭素質固体成分は熱分解時に適切な量の炭素チャーを生成する。最終チャー生成物は樹脂チャー生成物及び炭素質固体成分を源とする炭素チャーを含む。溶剤の除去後、硬化前の前駆物質スラリ組成物の実施例は約70体積%までの固体を含んでもよい。
【図面の簡単な説明】
【0011】
本発明であるとみなされる主題は、本明細書の末尾の部分に特定して指摘され且つ明確に特許請求される。しかし、添付の図面と関連させて以下の説明を参照することにより本発明は最もよく理解されるだろう。
【図1】図1はCMC部品の一実施例を示した斜視図である。
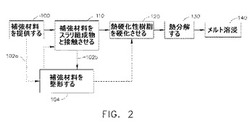
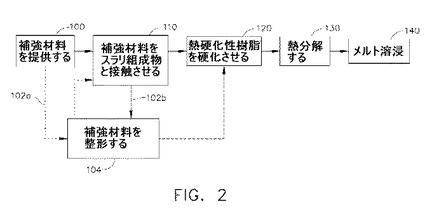
【図2】図2はCMC物品を形成する方法の一実施例を示したフローチャートである。
【発明を実施するための形態】
【0012】
図面を参照すると、図1は、ガスタービンエンジン構体において使用するように特に構成されたセラミックマトリクス複合体部品10の一実施例を示す。部品10はガスの流れが衝突するエーロフォイル部分12を含む。エーロフォイル部分12から下方へ延出し且つ円板(図示せず)の相補形形状の溝穴に係合するダブテール14により、部品10は円板に取り付けられる。エーロフォイルは前縁部分18及び後縁部分16を有する。このような複合体エーロフォイルは、複数のプライをレイアップすることにより製造される。他のセラミックマトリクス複合体部品を製造するために、本明細書において開示される実施形態が広く適応されてよいことが当業者には容易に理解されるだろう。
【0013】
例示的な一実施形態において、複合体部品10は、本明細書で開示され且つ図2に概略的に示される実施例の方法により形成されてもよい。例示的な一実施形態において、炭化ケイ素含有繊維などの補強材料は、例えばトウの束として提供されてもよい(ステップ100)。最終段階でCMC物品を形成するための土台として利用される繊維プレフォームを形成するために、補強材料は複雑な形状に形成されてもよい。当該技術においては周知であるように、繊維は、窒化ホウ素被覆膜及び/又は他の被覆膜(例えば、ケイ素湿潤被覆膜)によって被覆された形で提供されてもよい。例示的な一実施形態において、繊維は、繊維の長さが1cm以上であることを意味する「連続長」繊維であることを特徴としてもよい。他の例示的な実施形態は、不連続繊維又は切断繊維として補強材料を提供してもよい。他の例示的な実施形態において、例えば、当該技術においてフィラメントワインディングとして知られる方法により、繊維トウは工具上に直接レイアップされてもよい。
【0014】
例示的な一実施形態において、一実施例に係るスラリ組成物と補強材料を接触させる(ステップ110)。ある特定の例示的な実施形態において、例えば、プレプレグテープ又は積層構造などのプレフォームへの整形(ステップ104)前に、補強材料をスラリ組成物と接触させる。他の例示的な実施形態において、補強材料は、まず整形され(ステップ104)且つ次にスラリ組成物を注入されてもよい。言い換えれば、点線102aにより示されるようにプレフォーム整形した後に補強材料をスラリ組成物と接触させるか、又は破線102bにより示されるように整形前に接触させるかのいずれかである。
【0015】
スラリ組成物の一実施例は、硬化(ステップ120)後に所望の未加工強度及び未加工靭性を示す硬化プレフォームを形成する急速硬化熱可塑性樹脂系を含む。更に、硬化中に除去されなければならない溶剤の量が最小限で済むように、熱可塑性樹脂系は選択されてもよい。CMC部品を形成する際に現在使用されている他の樹脂系と比較して非常に急速に硬化するように、熱可塑性樹脂系は選択されてもよい。例示的な一実施形態において、樹脂系は7〜10分で硬化されてもよく、溶剤が使用されている場合、硬化前にほぼすべての溶剤は除去される。溶剤の量が減少すれば、特に、タービン羽根及びタービンシュラウドなどの許容差の厳しい部品を形成する場合の寸法制御を改善可能である。本実施例の熱硬化性樹脂系のもう1つの利点は、体積をより一定に保てるために密閉ダイ成形技術を使用可能なことである。硬化サイクルが速いので、成形装置における材料のターンアラウンド時間を短縮できる。更に、溶剤の含有量を減少させることにより嵩が減るので、整形/成形処理中に滑り又はしわが発生しにくくなり、その結果、再現性は向上する。
【0016】
樹脂の例は、ポリエステル、ビニルエステル、エポキシ樹脂又は他の急速硬化熱硬化性樹脂である。スラリ組成物の一実施例は、ポリエステル樹脂、適切な硬化剤(例えば、過酸化ベンゾイル)、セラミック成分(例えば、SiC)及び有機結合剤又は他の充填剤を含む炭素質固体成分を含む。高チャー収率樹脂系に匹敵する炭素収量を実現するために、先に挙げた高チャー収率樹脂系で使用されるレベルと比較して、炭素充填剤の装填量は一般に多い。例えば、周知の高チャー収率樹脂系の炭素含有充填剤は約27体積%であってもよい。本明細書において開示される例示的な実施形態において、整形前に溶剤(例えば、アセトン)を利用し且つ硬化前にその溶剤を除去することにより、硬化前のプレフォームは、約60〜70体積%までの量の炭素充填剤を含んでもよい。他の例示的な実施形態は約30体積%を超える量の炭素質固体成分を含んでもよい。炭素質材料の例は、グラファイト粒子、グラファイト薄片、グラファイトホイスカー、あるいは非晶質炭素の繊維、単結晶炭素の繊維又は多結晶炭素の繊維、炭化植物繊維、ランプブラック、微粉砕石炭、木炭、及びレーヨンポリアクリロニトリル及びレーヨンポリアセチレンなどの炭化ポリマー繊維又はフェルトを含んでもよい。樹脂は大量の溶剤を必要とせずに適切な流量で流れるのが理想的である。「適切な流量」は、硬化段階の間に樹脂系を圧密するために必要とされる流量のような処理条件により判定されてもよい。スラリを混合することにより均質な混合物を形成する方法又はテープの形に巻き付ける方法などの他の処理方法は、圧密ほど粘度を必要としない。所望の成果を達成するために必要とされる流量条件が当業者には理解されるだろう。例示的な実施形態はアセトン又は除去の容易な他の溶剤を含んでもよい。樹脂の重合を開始するために、過酸化ベンゾイル又は他の試剤が利用されてもよい。
【0017】
例示的な実施形態は、アセトン又は他の容易に除去可能な溶剤を含んでもよい。樹脂の重合を開始するために、過酸化ベンゾイル又は他の試剤が利用されてもよい。
【0018】
溶剤が使用されている場合、硬化前にほぼすべての溶剤を除去し且つ相対的に急速に硬化する熱硬化性樹脂を使用することにより、硬化は相対的に促進されるので、プレフォームの寸法安定度は向上する。その後の処理に備えて多孔質繊維構造を形成するために、当該技術においては周知のように、硬化プレフォームは熱分解される(ステップ130)。熱分解により、後に溶融ケイ素と反応することによりケイ素‐炭化ケイ素複合体を形成する炭素含有物が形成される。
【0019】
メルト溶浸処理(ステップ140)の一実施例は、本明細書に参考として取り入れられている米国特許第4,737,328号公報に開示される。複合体部品を製造するために、十分な量の溶融ケイ素浸透剤をプレフォームに浸透させる。特に、溶融ケイ素浸透剤は、可動性であり且つ炭素原子と高い反応度で反応することにより炭化ケイ素を形成する。メルト溶浸に必要とされる時間の長さは、実験により判定されてもよく且つプレフォームの大きさ及び必要とされるメルト溶浸の程度によって大きく異なる。その後、重大な有害影響を回避するための条件(雰囲気及び冷却速度)の下で、メルト溶浸済みの本体は冷却される。熱分解及びケイ素メルト溶浸は、連続する作業として実行されてもよいが、当業者には理解されるように別の作業として実行されてもよいと考えられる。
【0020】
メルト溶浸の温度範囲は、約1,400℃〜約1,800℃であってもよく、約1,400℃〜約1,450℃であるのが好ましい。プレフォームは、窒化ホウ素被覆グラファイト板の上に支持された炭素芯に配置されてもよい。溶融した場合に芯を完全に飽和し且つプレフォームを完全に充填するのに十分な量のケイ素(例えば、95%Si‐5%B合金)が芯上に配置されてもよい。
【0021】
冷却後、切断及びダイアモンド砥石車などの周知の技術により、メルト溶浸済み複合体は、装着されている炭素芯(大部分は炭化ケイ素及びケイ素に変換されている)から取り外されてもよい。複合体の実施例は高い密度(多孔率は約3%を超えない)を有する。
【0022】
以上説明した処理により、十分な量の残留炭素チャー及び補強材料を有し、SiCマトリクスを形成するために溶融Siが浸透されている多孔質プレフォームが提供される。多孔質プレフォームは、従来の方法では容易に得られないような複雑な形状を含むニアネットシェイプの形状を有してもよい。
【0023】
別の実施形態において、シート成形コンパウンドが開示される。シート成形コンパウンドの一実施例は、無作為に分散された切断繊維から成る補強材料、例えば、通常は長さが約1〜5cmであり且つ両側でセラミック前駆物質スラリ(すなわち、先に説明したような熱硬化性樹脂系)の膜により挟まれている切断された被覆SiCトウ束から成る補強材料を含む。成形型内における流動性及び成形後、熱分解前の未加工強度の双方を得るために、急速硬化熱硬化性樹脂が使用される。その後、CMC前駆物質シート成形コンパウンドは、例えば、圧縮成形により適切な未加工強度まで処理されてもよい。最終的に形成される分厚いCMCシート成形コンパウンド材料の形態は、材料が流動及び架橋可能であることにより、CMC部品の処理時間を数時間短縮できる。
【0024】
以上、最良の態様を含めて本発明を開示するため並びに当業者による本発明の製造及び使用を可能にするために、実施例を使用して本発明を説明した。本発明の特許性の範囲は、特許請求の範囲により定義され、当業者には明らかである他の実施例を含んでもよい。そのような他の実施例は、特許請求の範囲の用語と相違しない構造要素を有する場合又は特許請求の範囲の用語と実質的に相違しない同等の構造要素を有する場合には特許請求の範囲の範囲内にあることを意図する。
【符号の説明】
【0025】
10 セラミックマトリクス複合体部品
12 エーロフォイル部分
14 ダブテール
16 後縁部分
18 前縁部分
100 ステップ:補強材料を提供する
102a 点線
102b 破線
104 ステップ:補強材料を整形する
110 ステップ:補強材料をスラリ組成物と接触させる
120 ステップ:熱硬化性樹脂を硬化させる
130 ステップ:熱分解する
140 ステップ:メルト溶浸
【技術分野】
【0001】
本発明は、一般にセラミックマトリクス複合体(CMC)物品を製造するための前駆物質スラリ組成物及びシート成形コンパウンドに関し、特に、急速硬化熱可塑性樹脂を利用するスラリ組成物に関する。
【背景技術】
【0002】
CMC材料は、セラミックマトリクス材料に埋め込まれたセラミック繊維補強材料を一般に含む。補強材料は、マトリクスに亀裂が発生した場合にCMCの荷重を支える構成要素として有用である。一方、セラミックマトリクスは、補強材料を保護し、繊維の向きを維持し且つ荷重を補強材料に消散する働きをする。高温になる環境でマトリクス材料及び/又は補強材料として適用される場合に特に関心を集めているのが炭化ケイ素(SiC)のようなケイ素系複合体である。SiC繊維は、SiC、TiC、Si3N4及びAl2O3を含む多様なセラミックマトリクス材料に補強材料として使用されている。
【0003】
CMCを製造する1つの技術は、CMCマトリクス材料の前駆物質を含浸させた所望のCMCの補強材料を含むテープ状構造である場合が多い「プレプレグ」の複数の層を含む。ほぼ2次元の積層構造を形成するために、プレプレグは、マトリクス前駆物質を含浸させた一方向に整列されたトウから成る1つの層を含む2次元繊維アレイを具備してもよい。このように形成されたプレプレグの複数のパイルを積み重ね且つ減量縮小することにより、積層プレフォームが形成される。この処理は「レイアップ」と呼ばれる。最終的に製造されるCMC部品の主方向、すなわち、荷重支え方向に対応してプレフォームの積層平面の強度を向上するために、プレプレグ層の繊維トウが互いに横方向に向くように(例えば、直交するように)プレプレグは通常配列される。レイアップ後、積層プレフォームは、通常、オートクレーブなどの中で圧力及び高温にさらされながら減量縮小及び硬化の処理を受ける。
【0004】
有機結合剤を分解するために、プレフォームは真空中又は不活性雰囲気の中で加熱されてもよい。この加熱処理の間に有機結合剤のうち少なくとも1つは熱分解され、炭素チャーを形成すると共に、メルト溶浸のための多孔質プレフォームを形成する。メルト溶浸中、溶融ケイ素は、多孔質プレフォームに浸透し、マトリクスの炭素成分と反応することにより炭化ケイ素を形成し且つ多孔質構造を充填することにより、所望のCMC部品を形成する。
【0005】
1つの方法は、米国特許第5,015,540号公報、第5,330,854号公報及び第5,336,550号公報に記載される。それらの特許に説明されるように、プレフォーム中の補強繊維は、加熱時に分解するポリマーを含有する低チャー収率スラリ組成物で被覆される。ポリマーは、チャーをほとんど又はまったく生成しない。すなわちバーンアウト後に、固体材料はほとんど又はまったく残らず、その結果、プレフォームの強度は低くなる。従って、バーンアウト後も高い強度を保つ改良されたプレフォームが必要とされる。
【0006】
バーンアウト後も強靭なプレフォームが必要とされるという問題に対処するために、米国特許第6,258,737号公報は、高チャー収率樹脂スラリ組成物を使用するCMC物品を形成する方法を説明する。開示される方法は実施可能ではあるが、特にサイクル時間の短縮及び溶剤によって起こる欠陥を最小限に抑えることに関して、方法及び製品に改善の余地はある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第6,258,737号公報
【特許文献2】米国特許第6,280,550号公報
【特許文献3】米国特許第7,560,139号公報
【特許文献4】米国特許第4,546,674号公報
【特許文献5】米国特許第5,015,540号公報
【特許文献6】米国特許第5,330,854号公報
【特許文献7】米国特許第5,336,350号公報
【特許文献8】米国特許第5,509,555号公報
【特許文献9】米国特許第5,730,915号公報
【特許文献10】米国特許第4,737,328号公報
【特許文献11】米国特許出願公開第2006/0081323号明細書
【特許文献12】米国特許出願公開第2006/0219346号明細書
【特許文献13】米国特許出願公開第2007/0082201号明細書
【特許文献14】米国特許出願公開第2007/0092762号明細書
【特許文献15】米国特許出願公開第2009/0169738号明細書
【特許文献16】米国特許出願公開第2009/0214845号明細書
【発明の概要】
【0008】
先に挙げた要求は、加工性及び未加工強度を考慮して選択された樹脂系を提供する例示的な実施形態により満たされてもよい。選択された樹脂系は、必要とされる溶剤の量を大幅に減少するので、溶剤処理の必要が少なくなる。例示的な実施形態は樹脂系から容易に除去される溶剤を使用する。所望の炭素チャーレベルを実現するために、例示的な実施形態は従来より多くの量の有機結合剤を利用する。
【0009】
例示的な一実施形態は、セラミックマトリクス複合体物品を形成するための前駆物質スラリ組成物を含む。前駆物質スラリ組成物は、熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される溶剤を含む。熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂を含む。炭素質固体成分は熱分解時に適切な量の炭素チャーを生成する。溶剤の除去後、硬化前の前駆物質スラリ組成物の実施例は約70体積%までの固体を含んでもよい。
【0010】
例示的な一実施形態は、前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と、第1の外側膜と第2の外側膜との間に支持された無作為に分散された補強材料とを含むシート成形コンパウンドを含む。前駆物質スラリ組成物は、熱硬化性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含む。熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂を含む。炭素質固体成分は熱分解時に適切な量の炭素チャーを生成する。最終チャー生成物は樹脂チャー生成物及び炭素質固体成分を源とする炭素チャーを含む。溶剤の除去後、硬化前の前駆物質スラリ組成物の実施例は約70体積%までの固体を含んでもよい。
【図面の簡単な説明】
【0011】
本発明であるとみなされる主題は、本明細書の末尾の部分に特定して指摘され且つ明確に特許請求される。しかし、添付の図面と関連させて以下の説明を参照することにより本発明は最もよく理解されるだろう。
【図1】図1はCMC部品の一実施例を示した斜視図である。
【図2】図2はCMC物品を形成する方法の一実施例を示したフローチャートである。
【発明を実施するための形態】
【0012】
図面を参照すると、図1は、ガスタービンエンジン構体において使用するように特に構成されたセラミックマトリクス複合体部品10の一実施例を示す。部品10はガスの流れが衝突するエーロフォイル部分12を含む。エーロフォイル部分12から下方へ延出し且つ円板(図示せず)の相補形形状の溝穴に係合するダブテール14により、部品10は円板に取り付けられる。エーロフォイルは前縁部分18及び後縁部分16を有する。このような複合体エーロフォイルは、複数のプライをレイアップすることにより製造される。他のセラミックマトリクス複合体部品を製造するために、本明細書において開示される実施形態が広く適応されてよいことが当業者には容易に理解されるだろう。
【0013】
例示的な一実施形態において、複合体部品10は、本明細書で開示され且つ図2に概略的に示される実施例の方法により形成されてもよい。例示的な一実施形態において、炭化ケイ素含有繊維などの補強材料は、例えばトウの束として提供されてもよい(ステップ100)。最終段階でCMC物品を形成するための土台として利用される繊維プレフォームを形成するために、補強材料は複雑な形状に形成されてもよい。当該技術においては周知であるように、繊維は、窒化ホウ素被覆膜及び/又は他の被覆膜(例えば、ケイ素湿潤被覆膜)によって被覆された形で提供されてもよい。例示的な一実施形態において、繊維は、繊維の長さが1cm以上であることを意味する「連続長」繊維であることを特徴としてもよい。他の例示的な実施形態は、不連続繊維又は切断繊維として補強材料を提供してもよい。他の例示的な実施形態において、例えば、当該技術においてフィラメントワインディングとして知られる方法により、繊維トウは工具上に直接レイアップされてもよい。
【0014】
例示的な一実施形態において、一実施例に係るスラリ組成物と補強材料を接触させる(ステップ110)。ある特定の例示的な実施形態において、例えば、プレプレグテープ又は積層構造などのプレフォームへの整形(ステップ104)前に、補強材料をスラリ組成物と接触させる。他の例示的な実施形態において、補強材料は、まず整形され(ステップ104)且つ次にスラリ組成物を注入されてもよい。言い換えれば、点線102aにより示されるようにプレフォーム整形した後に補強材料をスラリ組成物と接触させるか、又は破線102bにより示されるように整形前に接触させるかのいずれかである。
【0015】
スラリ組成物の一実施例は、硬化(ステップ120)後に所望の未加工強度及び未加工靭性を示す硬化プレフォームを形成する急速硬化熱可塑性樹脂系を含む。更に、硬化中に除去されなければならない溶剤の量が最小限で済むように、熱可塑性樹脂系は選択されてもよい。CMC部品を形成する際に現在使用されている他の樹脂系と比較して非常に急速に硬化するように、熱可塑性樹脂系は選択されてもよい。例示的な一実施形態において、樹脂系は7〜10分で硬化されてもよく、溶剤が使用されている場合、硬化前にほぼすべての溶剤は除去される。溶剤の量が減少すれば、特に、タービン羽根及びタービンシュラウドなどの許容差の厳しい部品を形成する場合の寸法制御を改善可能である。本実施例の熱硬化性樹脂系のもう1つの利点は、体積をより一定に保てるために密閉ダイ成形技術を使用可能なことである。硬化サイクルが速いので、成形装置における材料のターンアラウンド時間を短縮できる。更に、溶剤の含有量を減少させることにより嵩が減るので、整形/成形処理中に滑り又はしわが発生しにくくなり、その結果、再現性は向上する。
【0016】
樹脂の例は、ポリエステル、ビニルエステル、エポキシ樹脂又は他の急速硬化熱硬化性樹脂である。スラリ組成物の一実施例は、ポリエステル樹脂、適切な硬化剤(例えば、過酸化ベンゾイル)、セラミック成分(例えば、SiC)及び有機結合剤又は他の充填剤を含む炭素質固体成分を含む。高チャー収率樹脂系に匹敵する炭素収量を実現するために、先に挙げた高チャー収率樹脂系で使用されるレベルと比較して、炭素充填剤の装填量は一般に多い。例えば、周知の高チャー収率樹脂系の炭素含有充填剤は約27体積%であってもよい。本明細書において開示される例示的な実施形態において、整形前に溶剤(例えば、アセトン)を利用し且つ硬化前にその溶剤を除去することにより、硬化前のプレフォームは、約60〜70体積%までの量の炭素充填剤を含んでもよい。他の例示的な実施形態は約30体積%を超える量の炭素質固体成分を含んでもよい。炭素質材料の例は、グラファイト粒子、グラファイト薄片、グラファイトホイスカー、あるいは非晶質炭素の繊維、単結晶炭素の繊維又は多結晶炭素の繊維、炭化植物繊維、ランプブラック、微粉砕石炭、木炭、及びレーヨンポリアクリロニトリル及びレーヨンポリアセチレンなどの炭化ポリマー繊維又はフェルトを含んでもよい。樹脂は大量の溶剤を必要とせずに適切な流量で流れるのが理想的である。「適切な流量」は、硬化段階の間に樹脂系を圧密するために必要とされる流量のような処理条件により判定されてもよい。スラリを混合することにより均質な混合物を形成する方法又はテープの形に巻き付ける方法などの他の処理方法は、圧密ほど粘度を必要としない。所望の成果を達成するために必要とされる流量条件が当業者には理解されるだろう。例示的な実施形態はアセトン又は除去の容易な他の溶剤を含んでもよい。樹脂の重合を開始するために、過酸化ベンゾイル又は他の試剤が利用されてもよい。
【0017】
例示的な実施形態は、アセトン又は他の容易に除去可能な溶剤を含んでもよい。樹脂の重合を開始するために、過酸化ベンゾイル又は他の試剤が利用されてもよい。
【0018】
溶剤が使用されている場合、硬化前にほぼすべての溶剤を除去し且つ相対的に急速に硬化する熱硬化性樹脂を使用することにより、硬化は相対的に促進されるので、プレフォームの寸法安定度は向上する。その後の処理に備えて多孔質繊維構造を形成するために、当該技術においては周知のように、硬化プレフォームは熱分解される(ステップ130)。熱分解により、後に溶融ケイ素と反応することによりケイ素‐炭化ケイ素複合体を形成する炭素含有物が形成される。
【0019】
メルト溶浸処理(ステップ140)の一実施例は、本明細書に参考として取り入れられている米国特許第4,737,328号公報に開示される。複合体部品を製造するために、十分な量の溶融ケイ素浸透剤をプレフォームに浸透させる。特に、溶融ケイ素浸透剤は、可動性であり且つ炭素原子と高い反応度で反応することにより炭化ケイ素を形成する。メルト溶浸に必要とされる時間の長さは、実験により判定されてもよく且つプレフォームの大きさ及び必要とされるメルト溶浸の程度によって大きく異なる。その後、重大な有害影響を回避するための条件(雰囲気及び冷却速度)の下で、メルト溶浸済みの本体は冷却される。熱分解及びケイ素メルト溶浸は、連続する作業として実行されてもよいが、当業者には理解されるように別の作業として実行されてもよいと考えられる。
【0020】
メルト溶浸の温度範囲は、約1,400℃〜約1,800℃であってもよく、約1,400℃〜約1,450℃であるのが好ましい。プレフォームは、窒化ホウ素被覆グラファイト板の上に支持された炭素芯に配置されてもよい。溶融した場合に芯を完全に飽和し且つプレフォームを完全に充填するのに十分な量のケイ素(例えば、95%Si‐5%B合金)が芯上に配置されてもよい。
【0021】
冷却後、切断及びダイアモンド砥石車などの周知の技術により、メルト溶浸済み複合体は、装着されている炭素芯(大部分は炭化ケイ素及びケイ素に変換されている)から取り外されてもよい。複合体の実施例は高い密度(多孔率は約3%を超えない)を有する。
【0022】
以上説明した処理により、十分な量の残留炭素チャー及び補強材料を有し、SiCマトリクスを形成するために溶融Siが浸透されている多孔質プレフォームが提供される。多孔質プレフォームは、従来の方法では容易に得られないような複雑な形状を含むニアネットシェイプの形状を有してもよい。
【0023】
別の実施形態において、シート成形コンパウンドが開示される。シート成形コンパウンドの一実施例は、無作為に分散された切断繊維から成る補強材料、例えば、通常は長さが約1〜5cmであり且つ両側でセラミック前駆物質スラリ(すなわち、先に説明したような熱硬化性樹脂系)の膜により挟まれている切断された被覆SiCトウ束から成る補強材料を含む。成形型内における流動性及び成形後、熱分解前の未加工強度の双方を得るために、急速硬化熱硬化性樹脂が使用される。その後、CMC前駆物質シート成形コンパウンドは、例えば、圧縮成形により適切な未加工強度まで処理されてもよい。最終的に形成される分厚いCMCシート成形コンパウンド材料の形態は、材料が流動及び架橋可能であることにより、CMC部品の処理時間を数時間短縮できる。
【0024】
以上、最良の態様を含めて本発明を開示するため並びに当業者による本発明の製造及び使用を可能にするために、実施例を使用して本発明を説明した。本発明の特許性の範囲は、特許請求の範囲により定義され、当業者には明らかである他の実施例を含んでもよい。そのような他の実施例は、特許請求の範囲の用語と相違しない構造要素を有する場合又は特許請求の範囲の用語と実質的に相違しない同等の構造要素を有する場合には特許請求の範囲の範囲内にあることを意図する。
【符号の説明】
【0025】
10 セラミックマトリクス複合体部品
12 エーロフォイル部分
14 ダブテール
16 後縁部分
18 前縁部分
100 ステップ:補強材料を提供する
102a 点線
102b 破線
104 ステップ:補強材料を整形する
110 ステップ:補強材料をスラリ組成物と接触させる
120 ステップ:熱硬化性樹脂を硬化させる
130 ステップ:熱分解する
140 ステップ:メルト溶浸
【特許請求の範囲】
【請求項1】
熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含み、前記熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量の炭素チャーを生成し、且つ前記溶剤の除去後、硬化前の前駆物質スラリ組成物は70体積%までの固体を含むことを特徴とする前駆物質スラリ組成物。
【請求項2】
前記選択された熱硬化性樹脂は、15分未満で硬化可能である請求項1記載の前駆物質スラリ組成物。
【請求項3】
前記炭素質固体成分は、グラファイト粒子、グラファイト薄片、グラファイトホイスカー、非晶質炭素、単結晶炭素又は多結晶炭素、炭化植物繊維、ランプブラック、微粉砕石炭、木炭、炭化ポリマー繊維及びフェルトより成る群から選択された少なくとも1つの物質を含む請求項1又は2記載の前駆物質スラリ組成物。
【請求項4】
分散剤、濃厚化剤、架橋モノマー、低プロファイル添加剤及び染料から選択された適切な量の1つ以上の添加剤を含む請求項1から3のいずれか1項に記載の前駆物質スラリ組成物。
【請求項5】
48体積%のアセトン、16体積%の前記炭素質固体成分及び9体積%の前記セラミック成分及び残余成分としての前記熱硬化性樹脂及び使用されている場合の前記適切な溶剤を含む請求項1から4のいずれか1項に記載の前駆物質スラリ組成物。
【請求項6】
前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と;
前記第1の外側膜と前記第2の外側膜との間に支持された無作為に分散された補強材料とを含み、
前記前駆物質スラリ組成物は、
熱可塑性樹脂、セラミック成分、炭素質固体成分、任意に使用される適切な溶剤及び存在している場合には適切な硬化剤を含み、
前記熱硬化性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量のチャーを生成し、且つ前記溶剤の除去後、硬化前の前記前駆物質スラリ組成物は、70体積%までの固体を含むシート成形コンパウンド。
【請求項7】
前記補強材料は、長さ1cm〜5cmのSiCトウ束から形成される請求項6記載のシート成形コンパウンド。
【請求項8】
圧縮成形処理後に十分な未加工強度を示す請求項6又は7記載のシート成形コンパウンド。
【請求項9】
前記炭素質固体成分は、グラファイト粒子、グラファイト薄片、グラファイトホイスカー、非晶質炭素、単結晶炭素、多結晶炭素、炭化植物繊維、ランプブラック、微粉砕石炭、木炭、炭化ポリマー繊維及びフェルトより成る群から選択された1つの物質を含む請求項6から8のいずれか1項に記載のシート成形コンパウンド。
【請求項10】
前記前駆物質スラリ組成物は、48体積%のアセトン、16体積%の前記炭素質固体成分、9体積%の前記セラミック成分及び残余成分としての前記熱可塑性樹脂及び存在している場合には前記適切な硬化剤を含む請求項6から9のいずれか1項に記載のシート成形コンパウンド。
【請求項1】
熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含み、前記熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量の炭素チャーを生成し、且つ前記溶剤の除去後、硬化前の前駆物質スラリ組成物は70体積%までの固体を含むことを特徴とする前駆物質スラリ組成物。
【請求項2】
前記選択された熱硬化性樹脂は、15分未満で硬化可能である請求項1記載の前駆物質スラリ組成物。
【請求項3】
前記炭素質固体成分は、グラファイト粒子、グラファイト薄片、グラファイトホイスカー、非晶質炭素、単結晶炭素又は多結晶炭素、炭化植物繊維、ランプブラック、微粉砕石炭、木炭、炭化ポリマー繊維及びフェルトより成る群から選択された少なくとも1つの物質を含む請求項1又は2記載の前駆物質スラリ組成物。
【請求項4】
分散剤、濃厚化剤、架橋モノマー、低プロファイル添加剤及び染料から選択された適切な量の1つ以上の添加剤を含む請求項1から3のいずれか1項に記載の前駆物質スラリ組成物。
【請求項5】
48体積%のアセトン、16体積%の前記炭素質固体成分及び9体積%の前記セラミック成分及び残余成分としての前記熱硬化性樹脂及び使用されている場合の前記適切な溶剤を含む請求項1から4のいずれか1項に記載の前駆物質スラリ組成物。
【請求項6】
前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と;
前記第1の外側膜と前記第2の外側膜との間に支持された無作為に分散された補強材料とを含み、
前記前駆物質スラリ組成物は、
熱可塑性樹脂、セラミック成分、炭素質固体成分、任意に使用される適切な溶剤及び存在している場合には適切な硬化剤を含み、
前記熱硬化性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量のチャーを生成し、且つ前記溶剤の除去後、硬化前の前記前駆物質スラリ組成物は、70体積%までの固体を含むシート成形コンパウンド。
【請求項7】
前記補強材料は、長さ1cm〜5cmのSiCトウ束から形成される請求項6記載のシート成形コンパウンド。
【請求項8】
圧縮成形処理後に十分な未加工強度を示す請求項6又は7記載のシート成形コンパウンド。
【請求項9】
前記炭素質固体成分は、グラファイト粒子、グラファイト薄片、グラファイトホイスカー、非晶質炭素、単結晶炭素、多結晶炭素、炭化植物繊維、ランプブラック、微粉砕石炭、木炭、炭化ポリマー繊維及びフェルトより成る群から選択された1つの物質を含む請求項6から8のいずれか1項に記載のシート成形コンパウンド。
【請求項10】
前記前駆物質スラリ組成物は、48体積%のアセトン、16体積%の前記炭素質固体成分、9体積%の前記セラミック成分及び残余成分としての前記熱可塑性樹脂及び存在している場合には前記適切な硬化剤を含む請求項6から9のいずれか1項に記載のシート成形コンパウンド。
【図1】



【図2】
【図2】
【公開番号】特開2011−174045(P2011−174045A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−283948(P2010−283948)
【出願日】平成22年12月21日(2010.12.21)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2010−283948(P2010−283948)
【出願日】平成22年12月21日(2010.12.21)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
[ Back to top ]