
フッ素樹脂成形体の表面処理方法、フッ素樹脂成形体を含む構造体の製造方法、定着ローラ、定着装置、及び画像形成装置

【課題】フッ素樹脂成形体の表面の残留塩基に起因する密着不良が生じ難いフッ素樹脂成形体の表面処理方法、この表面処理方法を用いて処理されたフッ素樹脂成形体を含む構造体の製造方法、この製造方法によって製造されたフッ素樹脂構造体を含む定着ローラ、この定着ローラを備えた定着装置、及びこの定着装置を備えた画像形成装置を提供する。
【解決手段】フッ素樹脂成形体の表面処理方法は、フッ素樹脂成形体の被処理面に対し、アルカリ金属を含有する溶液でエッチング処理を施すステップ(S11)と、エッチング処理を施すステップの後に、被処理面に対し、カルボン酸を含有する溶液による改質処理を施すステップ(S14)とを有する。
【解決手段】フッ素樹脂成形体の表面処理方法は、フッ素樹脂成形体の被処理面に対し、アルカリ金属を含有する溶液でエッチング処理を施すステップ(S11)と、エッチング処理を施すステップの後に、被処理面に対し、カルボン酸を含有する溶液による改質処理を施すステップ(S14)とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フッ素樹脂成形体の表面処理方法、この表面処理方法を用いて処理されたフッ素樹脂成形体を含む構造体の製造方法、この製造方法によって製造された構造体を含む定着ローラ、この定着ローラを含む定着装置、及びこの定着装置を含む画像形成装置に関するものである。
【背景技術】
【0002】
フッ素樹脂成形体の表面を活性化する処理方法として、フッ素樹脂成形体の表面に対して、ナトリウム等のアルカリ金属を含有した溶液によるエッチング処理を施す方法が知られている(例えば、特許文献1乃至3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平9−66570号公報
【特許文献2】特開昭63−120745号公報
【特許文献3】特開平6−16839号公報(段落0012)
【非特許文献】
【0004】
【非特許文献1】Wei Sun他、 “Preparing polymer brushes on polytetrafluoroethylene films by free radical polymerization”、 Applied Surface Science 253、 2006年、 pp.983−988
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1及び2は、アルカリ金属を含有した溶液によるエッチング処理後の、後処理について説明していない。このため、特許文献1及び2に記載のように、アルカリ金属を含有した溶液によるエッチング処理を行った場合には、フッ素樹脂成形体のエッチング処理された表面に塩基(例えば、水酸化ナトリウム)が残留する。
【0006】
また、特許文献3は、アルカリ金属を含有した溶液によるエッチング処理後に、アルコールなどの溶剤による洗浄を行い、さらに水洗を行うことを開示しているが、溶剤による洗浄及び水洗を行った場合であっても、フッ素樹脂成形体の表面に微量の塩基(例えば、水酸化ナトリウム)が残留する。
【0007】
このため、フッ素樹脂成形体のエッチング処理後の表面をシリコンゴムに密着させた構造体、例えば、定着ローラを形成した場合に、フッ素樹脂成形体のエッチング処理面に残留する塩基(例えば、水酸化ナトリウム)により、フッ素樹脂成形体とシリコンゴムとの密着性が低下して、フッ素樹脂成形体がシリコンゴムから剥離することがあるという問題があった。
【0008】
そこで、本発明は、上記従来技術の課題を解決するためになされたものであり、その目的は、フッ素樹脂成形体の表面の残留塩基に起因する密着不良が生じ難いフッ素樹脂成形体の表面処理方法、この表面処理方法を用いて処理されたフッ素樹脂成形体を含む構造体の製造方法、この製造方法によって製造されたフッ素樹脂構造体を含む定着ローラ、この定着ローラを備えた定着装置、及びこの定着装置を備えた画像形成装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明の一態様に係るフッ素樹脂成形体の表面処理方法は、フッ素樹脂成形体の被処理面に対し、アルカリ金属を含有する溶液でエッチング処理を施すステップと、前記エッチング処理を施すステップの後に、前記被処理面に対し、カルボン酸を含有する溶液による改質処理を施すステップとを有することを特徴とする。
【0010】
本発明の他の態様に係るフッ素樹脂成形体を含む構造体の製造方法は、前記フッ素樹脂成形体の表面処理方法により処理された被処理面にプライマーを塗布するステップと、前記プライマー上に他の部材を接着させるステップとを有することを特徴とする。
【0011】
本発明の他の態様に係る定着ローラは、円筒状の基材と、前記基材の外面上に被覆されたシリコンゴム層と、前記シリコンゴム層の外面上に接着された筒状のフッ素樹脂成形体とを有し、前記フッ素樹脂成形体の内面は、前記フッ素樹脂成形体の表面処理方法により処理された前記被処理面であることを特徴とする。
【0012】
本発明の他の態様に係る定着装置は、記録媒体上の現像剤像を定着させる定着装置であって、第1のローラと、前記第1のローラに圧接する第2のローラとを有し、前記第1のローラ及び前記第2のローラの少なくとも一方を、前記定着ローラとしたことを特徴とする。
【0013】
本発明の他の態様に係る画像形成装置は、記録媒体上に現像剤像を形成する画像形成部と、前記記録媒体上に前記現像剤像を定着させる定着部とを有し、前記定着部は、請求項13に記載の定着装置であることを特徴とする。
【発明の効果】
【0014】
本発明によれば、フッ素樹脂成形体の表面にカルボン酸構造を形成する工程において残留する塩基による影響を排除することができる。その結果、本発明によれば、フッ素樹脂成形体を含む構造体、及び、これを用いる装置における、フッ素樹脂成形体の剥離に起因する不具合の発生を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】第1の実施形態に係るフッ素樹脂成形体の表面処理方法の処理工程を示すフローチャートである。
【図2】第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造方法の処理工程を示すフローチャートである。
【図3】第3の実施形態に係る定着ローラ及び定着装置の構成を示す図である。
【図4】第4の実施形態に係る画像形成装置の構成を示す図である。
【発明を実施するための形態】
【0016】
〈第1の実施形態〉
以下に、第1の実施形態に係るフッ素樹脂成形体の表面処理方法を説明する。第1の実施形態に係る表面処理方法が適用されるフッ素樹脂成形体の材料は、例えば、PTFE(ポリテトラフルオロエチレン)、すなわち、テフロン(デュポン社の登録商標)である。また、第1の実施形態に係る表面処理方法が適用されるフッ素樹脂成形体の材料は、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、FEP(テトラフルオロエチレン・へキサフルオロプロピレン共重合体)、ETFE(テトラフルオロエチレン・エチレン共重合体)、ECTFE(クロロトリフルオエチレン・エチレン共重合体)、PVDF(ポリビニリデンフルオライド)、PCTFE(ポリクロロトリフルオロェチレン)などであってもよい。第1の実施形態に係る表面処理方法が適用されるフッ素樹脂成形体の材料は、金属ナトリウムを含有するアルカリ処理液により表面にカルボン酸構造(“−COOH”(カルボキシル基))が生成される材料であれば他のフッ素樹脂材料であってもよい。
【0017】
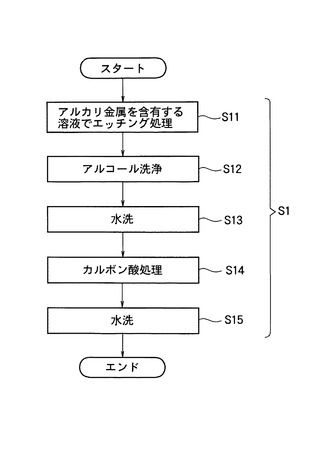
先ず、第1の実施形態に係るフッ素樹脂成形体の表面処理方法(ステップS11〜S15を、まとめてステップS1と言う。)の概略を説明する。図1は、第1の実施形態に係るフッ素樹脂成形体の表面処理方法の処理工程を示すフローチャートである。第1の実施形態に係るフッ素樹脂成形体の表面処理方法においては、先ず、所定形状(例えば、チューブ状又は板状など)に加工されたフッ素樹脂成形体を準備し、フッ素樹脂成形体の被処理面に、アルカリ金属を含有する溶液で表面処理(エッチング処理)を施す(ステップS11)。次に、フッ素樹脂成形体の被処理面をエタノール等のアルコールで洗浄し(ステップS12)、その後、フッ素樹脂成形体の被処理面を水洗し(第1の水洗処理)、乾燥させる(ステップS13)。次に、水洗されたフッ素樹脂成形体の被処理面に、カルボン酸処理を施す(ステップS14)。次に、フッ素樹脂成形体の被処理面を水洗し(第2の水洗処理)、乾燥させる(ステップS15)。
【0018】
次に、第1の実施形態に係るフッ素樹脂成形体の表面処理方法の処理工程の詳細を説明する。
【0019】
フッ素樹脂成形体の加工は、例えば、以下のように行う。以下に、チューブ状のフッ素樹脂成形体の製造方法の一例を説明する。熱溶融性フッ素樹脂とフッ素ゴム系エラストマーとを含有するフッ素樹脂系組成物からフッ素樹脂系チューブを製造するには、例えば、この熱溶融性フッ素樹脂(例えば、PFA)とフッ素ゴム系エラストマーとを、両者(熱溶融性フッ素樹脂とフッ素ゴム系エラストマー)の融点以上から分解温度以下の温度、例えば320〜390℃、好ましくは360〜390℃の温度で、10〜30分間程度混練して、押出成形機等を用いて、1.0〜10.0cmφ、肉厚30〜200μm程度のチューブ状に押し出す。
【0020】
ステップS11において用いられるアルカリ金属を含有する溶液は、例えば、ナトリウム(Na)等のアルカリ金属の液体アンモニア溶液、又は、媒体のナフタレンにナトリウムを分散させた溶液などである。アルカリ金属を含有する溶液として、例えば、液体アンモニアに1%の金属ナトリウムを添加して調合した処理液、水と苛性ソーダとアルコールとを3:1:1の割合で混合した処理液、又は、テトラヒドラフラン(THF)1リットルにナフタリン128gと金属ナトリウム23gを添加して調合した処理液などを用いることができる。
【0021】
この処理は、フッ素樹脂成形体の被処理面にアルカリ金属を含有する溶液を流すなどの方法を採用できる。例えば、フッ素化樹脂成形体がチューブ状であり、被処理面がチューブ状の成形体の内面である場合(例えば、第3の実施形態で説明する定着ローラの場合)には、アルカリ金属を含有する溶液を、チューブの成形体の内部に流すことによって、表面処理を実行できる。ステップS1の処理は、フッ素樹脂成形体の被処理面を活性化してカルボン酸構造(“−COOH”(カルボキシル基))とすることによって、他の材料(物質)と反応し易くし、他の材料との密着性を向上させる処理である(例えば、非特許文献1参照)。
【0022】
ステップS12におけるアルコール洗浄、及び、ステップS13における水洗は、ステップS1における表面処理によって、被処理面上に残留する塩基を除去するための処理である。ステップS12及びS13の処理は、通常必要な処理であるが、ステップS12及びS13の処理の一方又は両方を、省略することも可能である。
【0023】
ステップS14におけるカルボン酸処理に用いる弱酸性溶液は、例えば、カルボン酸溶液である。このカルボン酸溶液は、例えば、水100重量部に(無水物としての重量で)0.01〜20重量部(望ましくは、0.01〜5重量部)のカルボン酸、例えば、酢酸を加えた溶液である。カルボン酸としては、例えば、モノカルボン酸、ジカルボン酸、トリカルボン酸の内の1種類の溶液又は2種類以上の酸を混合した溶液が使用可能である。モノカルボン酸としては、例えば、ギ酸、酢酸、イソ酢酸、酪酸、吉草酸、桂皮酸などが使用可能である。ジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸などが使用可能である。トリカルボン酸としては、例えば、クエン酸、イソクエン酸などが使用可能である。
【0024】
ステップS14におけるカルボン酸処理には、カルボン酸緩衝液を用いることもできる。カルボン酸緩衝液の一例として、酢酸緩衝液がある。酢酸緩衝液は、酢酸(CH3COOH)と酢酸ナトリウム(CH3COONa)を混合した水溶液である。酢酸ナトリウムを構成するナトリウムは、ステップS11のエッチング処理で用いられる成分であるので、カルボン酸処理に、カルボン酸溶液を用いる場合と、カルボン酸緩衝液を用いる場合とは、同様な化学反応を伴う。したがって、カルボン酸処理に、カルボン酸溶液を用いる場合と、カルボン酸緩衝液を用いる場合とでは、明確な違いはなく、同様な効果を期待できる。
【0025】
ステップS14におけるカルボン酸溶液を作成する際のカルボン酸量の選択は、ステップS11のエッチング液の種類や濃度、カルボン酸溶液による処理時間、フッ素樹脂の被処理面の状態などの各種要因に基づいて決定すればよい。ただし、一般に、カルボキシル基の数が多いカルボン酸ほど混合するカルボン酸の量を少ない重量部とすることができ、カルボキシル基の数が1の場合には混合するカルボン酸の量を多い重量部とする。また、一般に、水素イオンの遊離率が高いカルボン酸ほど混合するカルボン酸の量を少ない重量部とすることができ、水素イオンの遊離率が低いカルボン酸ほど混合するカルボン酸の量を多い重量部とする。
【0026】
ステップS14におけるカルボン酸処理は、フッ素樹脂成形体の被処理面に残留する塩基とカルボン酸とを反応させて、被処理面をアルカリ性ではなく、中性から弱酸性までの間にする処理である。例えば、フッ素樹脂成形体に被着されるシリコンゴムは、弱酸性の環境下において耐性に優れ、シリコンゴムとフッ素樹脂成形体とを密着させたときにフッ素樹脂成形体の剥離は生じ難くなる。また、フッ素樹脂成形体の被処理面をアルカリ性ではなく、中性から弱酸性までの間にする処理において、他の弱酸ではなく、カルボン酸溶液を使用する理由は、フッ素樹脂成形体の被処理面のカルボン酸構造と同じ分子構造を持つ酸であるため、カルボン酸が残留したとしても、被処理面に密着する他の材料に対する悪影響が無いと考えられるからである。言い換えれば、カルボン酸以外の弱酸を使用した場合には、残留したカルボン酸以外の弱酸成分が、シリコンゴムなどとの間の密着性に悪影響を与えるおそれがあり得るからである。
【0027】
なお、ステップS14におけるカルボン酸処理において、酸の含量が増加すると、その後の水洗時間を増加させるか、水洗の温度を50℃程度にする必要があり、実用性に乏しい。また、酸の含量を20重量部以上にすると、残留する酸の除去がさらに困難になる。これらの理由から、カルボン酸濃度は、20重量部以下とすることが望ましい。
【0028】
ステップS15における水洗は、被処理面上に残留する塩基又は酸を除去するための処理である。ステップS15の処理は、通常必要な処理であるが、カルボン酸処理に用いる酸の濃度を非常に低い濃度にした場合などには、ステップS15の処理を、省略することも可能である。
【0029】
以上に説明したように、第1の実施形態に係るフッ素樹脂成形体の表面処理方法によれば、フッ素樹脂成形体の被処理面の残留塩基をカルボン酸処理により除去可能である。このため、第1の実施形態に係る表面処理方法を適用したフッ素樹脂成形体をシリコンゴム上に被着して電子写真プリンタの定着ローラを作成した場合、テフロンとシリコンゴムの間に残留塩基がないため、印刷速度、紙厚を厚くしてもテフロンとシリコンゴムとの剥離もなく長期間の使用が可能になる。
【0030】
また、第1の実施形態に係るフッ素樹脂成形体の表面処理方法によれば、被処理面は中性から弱酸性に変わるが、シリコンゴムはアルカリ性の場合よりも弱酸性の場合の方が耐性が高く剥離などの問題は発生し難くなるので、シリコンゴムに対する密着性が向上する。
また、第1の実施形態に係るフッ素樹脂成形体の表面処理方法は、シリコンゴムとテフロンとの間にプライマーを挟んで強度を向上させる場合にも有効である。プライマーとしては、シランカップリング剤などを含有している、シリコン系プライマーを用いることができる。シランカップリング剤としては、3−(2−アミノエチルアミノ)プロピルジメトキシメチルシラン、3−(2−アミノエチルアミノ)プロピルトリエトキシシラン、3−(2−アミノエチルアミノ)プロピルトリメトキシシランなどのアミノシランカップリング剤、並びに、3−グリシジルオキシプロピル(ジメトキシ)メチルシラン、3−グリシジルオキシプロピルトリメトキシシランなどのエポキシシランカップリング剤、並びに、シリコンゴム前駆体の低分子量を薄めた溶液などを用いることができる。
【0031】
〈第2の実施形態〉
第2の実施形態では、フッ素樹脂成形体を含む構造体の製造方法を説明する。具体的には、例えば、板状のガラス(ケイ素(Si)を含有する成形体)に、フッ素樹脂成形体(例えば、テフロン:登録商標)を被覆する場合を説明する。
【0032】
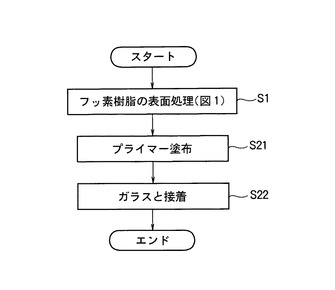
図2は、第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造方法の処理工程を示すフローチャートである。第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造に際しては、第1の実施形態に係る表面処理方法によりフッ素樹脂成形体の被処理面を処理する(ステップS1)。次に、フッ素樹脂成形体の被処理面又はガラスの表面にプライマーを塗布し(ステップS21)、次に、ガラスとテフロンをプライマーを挟んで接着する(ステップS22)。プライマーとしては、シランカップリング剤などを含有しているシリコン系プライマーを用いることができる。
また、第2の実施形態に係るフッ素樹脂成形体の表面処理方法は、シリコンゴムとテフロンとの間にプライマーを挟んで強度を向上させる場合にも有効である。プライマーとしては、シランカップリング剤などを含有している、シリコン系プライマーを用いることができる。シランカップリング剤としては、3−(2−アミノエチルアミノ)プロピルジメトキシメチルシラン、3−(2−アミノエチルアミノ)プロピルトリエトキシシラン、3−(2−アミノエチルアミノ)プロピルトリメトキシシランなどのアミノシランカップリング剤、並びに、3−グリシジルオキシプロピル(ジメトキシ)メチルシラン、3−グリシジルオキシプロピルトリメトキシシランなどのエポキシシランカップリング剤、並びに、シリコンゴム前駆体の低分子量を薄めた溶液などを用いることができる。
【0033】
以上に説明したように、第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造方法によれば、フッ素樹脂成形体の被処理面の残留塩基を表面処理(ステップS1)によって除去している。この表面処理を行ったフッ素樹脂成形体を用いてガラス表面を被覆した場合、フッ素樹脂成形体とガラスの間に残留塩基がないため、フッ素樹脂成形体の剥離は生じ難い。また、ナトリウムなどのアルカリ金属は、ガラスに浸透しないので、ガラスの透過率等の劣化が少なく、第2の実施形態に係るフッ素樹脂成形体を含む構造体は、長期間の使用が可能である。
【0034】
〈第3の実施形態〉
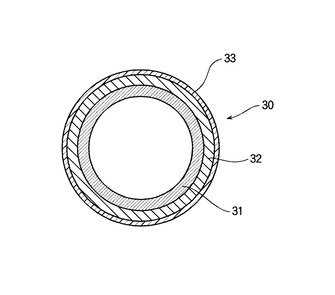
図3は、第3の実施形態に係る定着ローラ30の構成を示す図である。図3に示されるように、定着ローラ30は、金属からなる円筒状の基部(芯金)31と、基部31の外面に被覆されているシリコンゴム32と、シリコンゴム32の外面に被着されている円筒状のフッ素樹脂成形体33とを有している。フッ素樹脂成形体33は、第1の実施形態に係るフッ素樹脂成形体の表面処理方法により、内面を処理されたものである。
【0035】
定着ローラ30の製造に際しては、第1の実施形態に係る表面処理方法による処理を内面に施されたチューブ状のフッ素樹脂成形体33を、その弾性限界内で外力(例えば、吸引力)により拡開し、フッ素樹脂成形体33内にシリコンゴム32を備えた基部31を挿入し、外力を解除してフッ素樹脂成形体33をシリコンゴム32の外周に被覆させる。次いで、フッ素樹脂成形体33を加熱融着する。
【0036】
第3の実施形態に係る定着ローラ30では、定着ローラ30のフッ素樹脂成形体33とシリコンゴム32との間に残留塩基が除去されているので、印刷速度、紙厚を厚くしてもフッ素樹脂成形体33とシリコンゴム32との剥離が生じ難く、長期間の使用が可能になる。
【0037】
なお、第3の実施形態においては、定着ローラ30を説明したが、本発明は、他の用途にも利用可能である。
【0038】
〈第4の実施形態〉
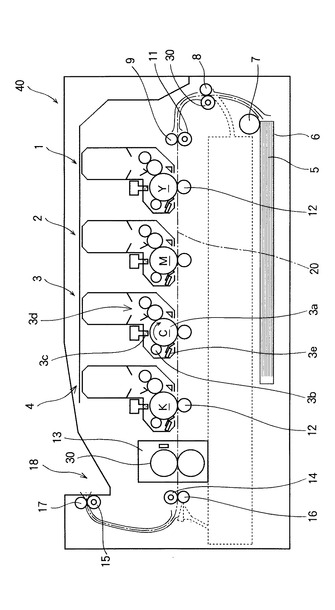
図4は、第4の実施形態に係る画像形成装置40を概略的に示す構成図である。画像形成装置40は、第3の実施形態の定着ローラ30を定着装置13に用いている。図4に示されるように、画像形成装置40は、イエロー(Y)、マゼンタ(M)、シアン(C)、及びブラック(K)の各色の画像を電子写真方式を用いて形成する4つのプロセスユニット1〜4を有している。プロセスユニット1〜4は、記録媒体5の搬送経路に沿ってタンデムに配置されている。各プロセスユニット1〜4は、像担持体としての感光体ドラム3aと、この感光体ドラム3aの周囲に配置され、感光体ドラム3aの表面を帯電させる帯電装置3bと、帯電された感光体ドラム3aの表面に選択的に光を照射して静電潜像を形成する露光装置3cとを有している。
【0039】
画像形成装置40内は、静電潜像が形成された感光体ドラム3aの表面にトナーを搬送する現像装置3dと、感光体ドラム3aの表面に残留したトナーを除去するクリーニング装置3eとを有している。なお、感光体ドラム3aは、図示されていない駆動源及びギヤ等からなる駆動機構によって矢印方向に回転する。また、画像形成装置40は、紙等の記録媒体5を収納する用紙カセット6と、記録媒体5を1枚ずつ分離させ搬送するためのホッピングローラ7とを有している。ホッピングローラ7の記録媒体5搬送方向下流には、ピンチローラ8,9と、記録媒体5を挟み付け、ピンチローラ8,9とともに記録媒体5の斜行を修正してプロセスユニット1〜4に搬送するレジストローラ10,11が備えられている。ホッピングローラ7及びレジストローラ10,11は、図示しない駆動源に連動して回転する。
【0040】
画像形成装置40は、感光体ドラム3aに対向配置された転写ローラ12を有している。転写ローラ12は、半導電性のゴム等から構成される。感光体ドラム3a上のトナー像を記録媒体5上に転写させるように、感光体ドラム3aの電位と転写ローラ12の電位が設定されている。また、画像形成装置は、記録媒体5上のトナー像を加熱・加圧して定着させる定着装置13と、定着装置13を通過した記録媒体5を排出するためのローラ14,16及び15,17が備えられている。
【0041】
用紙カセット6に積載された記録媒体5はホッピングローラ7により1枚ずつ分離され搬送される。記録媒体5は、レジストローラ10,11及びピンチローラ8,9を通過してプロセスユニット1〜4の順に通過する。各プロセスユニット1〜4において、記録媒体5は、感光体ドラム3aと転写ローラ12の間を通過して、各色のトナー像が順に転写され、定着装置13の1対のローラ(定着ローラ30を含む)によって過熱・加圧されて各色のトナー像が記録媒体5に定着される。その後、記録媒体5は、排出ローラによってスタッカ部18に排出される。
【0042】
以上に説明したように、第4の実施形態に係る画像形成装置においては、定着ローラ30のフッ素樹脂成形体の剥離の発生を抑制できるので、不具合の発生率を低くすることができる。
【符号の説明】
【0043】
13 定着装置、 30 定着ローラ、 31 フッ素樹脂成形体、 40 画像形成装置。
【技術分野】
【0001】
本発明は、フッ素樹脂成形体の表面処理方法、この表面処理方法を用いて処理されたフッ素樹脂成形体を含む構造体の製造方法、この製造方法によって製造された構造体を含む定着ローラ、この定着ローラを含む定着装置、及びこの定着装置を含む画像形成装置に関するものである。
【背景技術】
【0002】
フッ素樹脂成形体の表面を活性化する処理方法として、フッ素樹脂成形体の表面に対して、ナトリウム等のアルカリ金属を含有した溶液によるエッチング処理を施す方法が知られている(例えば、特許文献1乃至3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平9−66570号公報
【特許文献2】特開昭63−120745号公報
【特許文献3】特開平6−16839号公報(段落0012)
【非特許文献】
【0004】
【非特許文献1】Wei Sun他、 “Preparing polymer brushes on polytetrafluoroethylene films by free radical polymerization”、 Applied Surface Science 253、 2006年、 pp.983−988
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1及び2は、アルカリ金属を含有した溶液によるエッチング処理後の、後処理について説明していない。このため、特許文献1及び2に記載のように、アルカリ金属を含有した溶液によるエッチング処理を行った場合には、フッ素樹脂成形体のエッチング処理された表面に塩基(例えば、水酸化ナトリウム)が残留する。
【0006】
また、特許文献3は、アルカリ金属を含有した溶液によるエッチング処理後に、アルコールなどの溶剤による洗浄を行い、さらに水洗を行うことを開示しているが、溶剤による洗浄及び水洗を行った場合であっても、フッ素樹脂成形体の表面に微量の塩基(例えば、水酸化ナトリウム)が残留する。
【0007】
このため、フッ素樹脂成形体のエッチング処理後の表面をシリコンゴムに密着させた構造体、例えば、定着ローラを形成した場合に、フッ素樹脂成形体のエッチング処理面に残留する塩基(例えば、水酸化ナトリウム)により、フッ素樹脂成形体とシリコンゴムとの密着性が低下して、フッ素樹脂成形体がシリコンゴムから剥離することがあるという問題があった。
【0008】
そこで、本発明は、上記従来技術の課題を解決するためになされたものであり、その目的は、フッ素樹脂成形体の表面の残留塩基に起因する密着不良が生じ難いフッ素樹脂成形体の表面処理方法、この表面処理方法を用いて処理されたフッ素樹脂成形体を含む構造体の製造方法、この製造方法によって製造されたフッ素樹脂構造体を含む定着ローラ、この定着ローラを備えた定着装置、及びこの定着装置を備えた画像形成装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明の一態様に係るフッ素樹脂成形体の表面処理方法は、フッ素樹脂成形体の被処理面に対し、アルカリ金属を含有する溶液でエッチング処理を施すステップと、前記エッチング処理を施すステップの後に、前記被処理面に対し、カルボン酸を含有する溶液による改質処理を施すステップとを有することを特徴とする。
【0010】
本発明の他の態様に係るフッ素樹脂成形体を含む構造体の製造方法は、前記フッ素樹脂成形体の表面処理方法により処理された被処理面にプライマーを塗布するステップと、前記プライマー上に他の部材を接着させるステップとを有することを特徴とする。
【0011】
本発明の他の態様に係る定着ローラは、円筒状の基材と、前記基材の外面上に被覆されたシリコンゴム層と、前記シリコンゴム層の外面上に接着された筒状のフッ素樹脂成形体とを有し、前記フッ素樹脂成形体の内面は、前記フッ素樹脂成形体の表面処理方法により処理された前記被処理面であることを特徴とする。
【0012】
本発明の他の態様に係る定着装置は、記録媒体上の現像剤像を定着させる定着装置であって、第1のローラと、前記第1のローラに圧接する第2のローラとを有し、前記第1のローラ及び前記第2のローラの少なくとも一方を、前記定着ローラとしたことを特徴とする。
【0013】
本発明の他の態様に係る画像形成装置は、記録媒体上に現像剤像を形成する画像形成部と、前記記録媒体上に前記現像剤像を定着させる定着部とを有し、前記定着部は、請求項13に記載の定着装置であることを特徴とする。
【発明の効果】
【0014】
本発明によれば、フッ素樹脂成形体の表面にカルボン酸構造を形成する工程において残留する塩基による影響を排除することができる。その結果、本発明によれば、フッ素樹脂成形体を含む構造体、及び、これを用いる装置における、フッ素樹脂成形体の剥離に起因する不具合の発生を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】第1の実施形態に係るフッ素樹脂成形体の表面処理方法の処理工程を示すフローチャートである。
【図2】第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造方法の処理工程を示すフローチャートである。
【図3】第3の実施形態に係る定着ローラ及び定着装置の構成を示す図である。
【図4】第4の実施形態に係る画像形成装置の構成を示す図である。
【発明を実施するための形態】
【0016】
〈第1の実施形態〉
以下に、第1の実施形態に係るフッ素樹脂成形体の表面処理方法を説明する。第1の実施形態に係る表面処理方法が適用されるフッ素樹脂成形体の材料は、例えば、PTFE(ポリテトラフルオロエチレン)、すなわち、テフロン(デュポン社の登録商標)である。また、第1の実施形態に係る表面処理方法が適用されるフッ素樹脂成形体の材料は、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、FEP(テトラフルオロエチレン・へキサフルオロプロピレン共重合体)、ETFE(テトラフルオロエチレン・エチレン共重合体)、ECTFE(クロロトリフルオエチレン・エチレン共重合体)、PVDF(ポリビニリデンフルオライド)、PCTFE(ポリクロロトリフルオロェチレン)などであってもよい。第1の実施形態に係る表面処理方法が適用されるフッ素樹脂成形体の材料は、金属ナトリウムを含有するアルカリ処理液により表面にカルボン酸構造(“−COOH”(カルボキシル基))が生成される材料であれば他のフッ素樹脂材料であってもよい。
【0017】
先ず、第1の実施形態に係るフッ素樹脂成形体の表面処理方法(ステップS11〜S15を、まとめてステップS1と言う。)の概略を説明する。図1は、第1の実施形態に係るフッ素樹脂成形体の表面処理方法の処理工程を示すフローチャートである。第1の実施形態に係るフッ素樹脂成形体の表面処理方法においては、先ず、所定形状(例えば、チューブ状又は板状など)に加工されたフッ素樹脂成形体を準備し、フッ素樹脂成形体の被処理面に、アルカリ金属を含有する溶液で表面処理(エッチング処理)を施す(ステップS11)。次に、フッ素樹脂成形体の被処理面をエタノール等のアルコールで洗浄し(ステップS12)、その後、フッ素樹脂成形体の被処理面を水洗し(第1の水洗処理)、乾燥させる(ステップS13)。次に、水洗されたフッ素樹脂成形体の被処理面に、カルボン酸処理を施す(ステップS14)。次に、フッ素樹脂成形体の被処理面を水洗し(第2の水洗処理)、乾燥させる(ステップS15)。
【0018】
次に、第1の実施形態に係るフッ素樹脂成形体の表面処理方法の処理工程の詳細を説明する。
【0019】
フッ素樹脂成形体の加工は、例えば、以下のように行う。以下に、チューブ状のフッ素樹脂成形体の製造方法の一例を説明する。熱溶融性フッ素樹脂とフッ素ゴム系エラストマーとを含有するフッ素樹脂系組成物からフッ素樹脂系チューブを製造するには、例えば、この熱溶融性フッ素樹脂(例えば、PFA)とフッ素ゴム系エラストマーとを、両者(熱溶融性フッ素樹脂とフッ素ゴム系エラストマー)の融点以上から分解温度以下の温度、例えば320〜390℃、好ましくは360〜390℃の温度で、10〜30分間程度混練して、押出成形機等を用いて、1.0〜10.0cmφ、肉厚30〜200μm程度のチューブ状に押し出す。
【0020】
ステップS11において用いられるアルカリ金属を含有する溶液は、例えば、ナトリウム(Na)等のアルカリ金属の液体アンモニア溶液、又は、媒体のナフタレンにナトリウムを分散させた溶液などである。アルカリ金属を含有する溶液として、例えば、液体アンモニアに1%の金属ナトリウムを添加して調合した処理液、水と苛性ソーダとアルコールとを3:1:1の割合で混合した処理液、又は、テトラヒドラフラン(THF)1リットルにナフタリン128gと金属ナトリウム23gを添加して調合した処理液などを用いることができる。
【0021】
この処理は、フッ素樹脂成形体の被処理面にアルカリ金属を含有する溶液を流すなどの方法を採用できる。例えば、フッ素化樹脂成形体がチューブ状であり、被処理面がチューブ状の成形体の内面である場合(例えば、第3の実施形態で説明する定着ローラの場合)には、アルカリ金属を含有する溶液を、チューブの成形体の内部に流すことによって、表面処理を実行できる。ステップS1の処理は、フッ素樹脂成形体の被処理面を活性化してカルボン酸構造(“−COOH”(カルボキシル基))とすることによって、他の材料(物質)と反応し易くし、他の材料との密着性を向上させる処理である(例えば、非特許文献1参照)。
【0022】
ステップS12におけるアルコール洗浄、及び、ステップS13における水洗は、ステップS1における表面処理によって、被処理面上に残留する塩基を除去するための処理である。ステップS12及びS13の処理は、通常必要な処理であるが、ステップS12及びS13の処理の一方又は両方を、省略することも可能である。
【0023】
ステップS14におけるカルボン酸処理に用いる弱酸性溶液は、例えば、カルボン酸溶液である。このカルボン酸溶液は、例えば、水100重量部に(無水物としての重量で)0.01〜20重量部(望ましくは、0.01〜5重量部)のカルボン酸、例えば、酢酸を加えた溶液である。カルボン酸としては、例えば、モノカルボン酸、ジカルボン酸、トリカルボン酸の内の1種類の溶液又は2種類以上の酸を混合した溶液が使用可能である。モノカルボン酸としては、例えば、ギ酸、酢酸、イソ酢酸、酪酸、吉草酸、桂皮酸などが使用可能である。ジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸などが使用可能である。トリカルボン酸としては、例えば、クエン酸、イソクエン酸などが使用可能である。
【0024】
ステップS14におけるカルボン酸処理には、カルボン酸緩衝液を用いることもできる。カルボン酸緩衝液の一例として、酢酸緩衝液がある。酢酸緩衝液は、酢酸(CH3COOH)と酢酸ナトリウム(CH3COONa)を混合した水溶液である。酢酸ナトリウムを構成するナトリウムは、ステップS11のエッチング処理で用いられる成分であるので、カルボン酸処理に、カルボン酸溶液を用いる場合と、カルボン酸緩衝液を用いる場合とは、同様な化学反応を伴う。したがって、カルボン酸処理に、カルボン酸溶液を用いる場合と、カルボン酸緩衝液を用いる場合とでは、明確な違いはなく、同様な効果を期待できる。
【0025】
ステップS14におけるカルボン酸溶液を作成する際のカルボン酸量の選択は、ステップS11のエッチング液の種類や濃度、カルボン酸溶液による処理時間、フッ素樹脂の被処理面の状態などの各種要因に基づいて決定すればよい。ただし、一般に、カルボキシル基の数が多いカルボン酸ほど混合するカルボン酸の量を少ない重量部とすることができ、カルボキシル基の数が1の場合には混合するカルボン酸の量を多い重量部とする。また、一般に、水素イオンの遊離率が高いカルボン酸ほど混合するカルボン酸の量を少ない重量部とすることができ、水素イオンの遊離率が低いカルボン酸ほど混合するカルボン酸の量を多い重量部とする。
【0026】
ステップS14におけるカルボン酸処理は、フッ素樹脂成形体の被処理面に残留する塩基とカルボン酸とを反応させて、被処理面をアルカリ性ではなく、中性から弱酸性までの間にする処理である。例えば、フッ素樹脂成形体に被着されるシリコンゴムは、弱酸性の環境下において耐性に優れ、シリコンゴムとフッ素樹脂成形体とを密着させたときにフッ素樹脂成形体の剥離は生じ難くなる。また、フッ素樹脂成形体の被処理面をアルカリ性ではなく、中性から弱酸性までの間にする処理において、他の弱酸ではなく、カルボン酸溶液を使用する理由は、フッ素樹脂成形体の被処理面のカルボン酸構造と同じ分子構造を持つ酸であるため、カルボン酸が残留したとしても、被処理面に密着する他の材料に対する悪影響が無いと考えられるからである。言い換えれば、カルボン酸以外の弱酸を使用した場合には、残留したカルボン酸以外の弱酸成分が、シリコンゴムなどとの間の密着性に悪影響を与えるおそれがあり得るからである。
【0027】
なお、ステップS14におけるカルボン酸処理において、酸の含量が増加すると、その後の水洗時間を増加させるか、水洗の温度を50℃程度にする必要があり、実用性に乏しい。また、酸の含量を20重量部以上にすると、残留する酸の除去がさらに困難になる。これらの理由から、カルボン酸濃度は、20重量部以下とすることが望ましい。
【0028】
ステップS15における水洗は、被処理面上に残留する塩基又は酸を除去するための処理である。ステップS15の処理は、通常必要な処理であるが、カルボン酸処理に用いる酸の濃度を非常に低い濃度にした場合などには、ステップS15の処理を、省略することも可能である。
【0029】
以上に説明したように、第1の実施形態に係るフッ素樹脂成形体の表面処理方法によれば、フッ素樹脂成形体の被処理面の残留塩基をカルボン酸処理により除去可能である。このため、第1の実施形態に係る表面処理方法を適用したフッ素樹脂成形体をシリコンゴム上に被着して電子写真プリンタの定着ローラを作成した場合、テフロンとシリコンゴムの間に残留塩基がないため、印刷速度、紙厚を厚くしてもテフロンとシリコンゴムとの剥離もなく長期間の使用が可能になる。
【0030】
また、第1の実施形態に係るフッ素樹脂成形体の表面処理方法によれば、被処理面は中性から弱酸性に変わるが、シリコンゴムはアルカリ性の場合よりも弱酸性の場合の方が耐性が高く剥離などの問題は発生し難くなるので、シリコンゴムに対する密着性が向上する。
また、第1の実施形態に係るフッ素樹脂成形体の表面処理方法は、シリコンゴムとテフロンとの間にプライマーを挟んで強度を向上させる場合にも有効である。プライマーとしては、シランカップリング剤などを含有している、シリコン系プライマーを用いることができる。シランカップリング剤としては、3−(2−アミノエチルアミノ)プロピルジメトキシメチルシラン、3−(2−アミノエチルアミノ)プロピルトリエトキシシラン、3−(2−アミノエチルアミノ)プロピルトリメトキシシランなどのアミノシランカップリング剤、並びに、3−グリシジルオキシプロピル(ジメトキシ)メチルシラン、3−グリシジルオキシプロピルトリメトキシシランなどのエポキシシランカップリング剤、並びに、シリコンゴム前駆体の低分子量を薄めた溶液などを用いることができる。
【0031】
〈第2の実施形態〉
第2の実施形態では、フッ素樹脂成形体を含む構造体の製造方法を説明する。具体的には、例えば、板状のガラス(ケイ素(Si)を含有する成形体)に、フッ素樹脂成形体(例えば、テフロン:登録商標)を被覆する場合を説明する。
【0032】
図2は、第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造方法の処理工程を示すフローチャートである。第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造に際しては、第1の実施形態に係る表面処理方法によりフッ素樹脂成形体の被処理面を処理する(ステップS1)。次に、フッ素樹脂成形体の被処理面又はガラスの表面にプライマーを塗布し(ステップS21)、次に、ガラスとテフロンをプライマーを挟んで接着する(ステップS22)。プライマーとしては、シランカップリング剤などを含有しているシリコン系プライマーを用いることができる。
また、第2の実施形態に係るフッ素樹脂成形体の表面処理方法は、シリコンゴムとテフロンとの間にプライマーを挟んで強度を向上させる場合にも有効である。プライマーとしては、シランカップリング剤などを含有している、シリコン系プライマーを用いることができる。シランカップリング剤としては、3−(2−アミノエチルアミノ)プロピルジメトキシメチルシラン、3−(2−アミノエチルアミノ)プロピルトリエトキシシラン、3−(2−アミノエチルアミノ)プロピルトリメトキシシランなどのアミノシランカップリング剤、並びに、3−グリシジルオキシプロピル(ジメトキシ)メチルシラン、3−グリシジルオキシプロピルトリメトキシシランなどのエポキシシランカップリング剤、並びに、シリコンゴム前駆体の低分子量を薄めた溶液などを用いることができる。
【0033】
以上に説明したように、第2の実施形態に係るフッ素樹脂成形体を含む構造体の製造方法によれば、フッ素樹脂成形体の被処理面の残留塩基を表面処理(ステップS1)によって除去している。この表面処理を行ったフッ素樹脂成形体を用いてガラス表面を被覆した場合、フッ素樹脂成形体とガラスの間に残留塩基がないため、フッ素樹脂成形体の剥離は生じ難い。また、ナトリウムなどのアルカリ金属は、ガラスに浸透しないので、ガラスの透過率等の劣化が少なく、第2の実施形態に係るフッ素樹脂成形体を含む構造体は、長期間の使用が可能である。
【0034】
〈第3の実施形態〉
図3は、第3の実施形態に係る定着ローラ30の構成を示す図である。図3に示されるように、定着ローラ30は、金属からなる円筒状の基部(芯金)31と、基部31の外面に被覆されているシリコンゴム32と、シリコンゴム32の外面に被着されている円筒状のフッ素樹脂成形体33とを有している。フッ素樹脂成形体33は、第1の実施形態に係るフッ素樹脂成形体の表面処理方法により、内面を処理されたものである。
【0035】
定着ローラ30の製造に際しては、第1の実施形態に係る表面処理方法による処理を内面に施されたチューブ状のフッ素樹脂成形体33を、その弾性限界内で外力(例えば、吸引力)により拡開し、フッ素樹脂成形体33内にシリコンゴム32を備えた基部31を挿入し、外力を解除してフッ素樹脂成形体33をシリコンゴム32の外周に被覆させる。次いで、フッ素樹脂成形体33を加熱融着する。
【0036】
第3の実施形態に係る定着ローラ30では、定着ローラ30のフッ素樹脂成形体33とシリコンゴム32との間に残留塩基が除去されているので、印刷速度、紙厚を厚くしてもフッ素樹脂成形体33とシリコンゴム32との剥離が生じ難く、長期間の使用が可能になる。
【0037】
なお、第3の実施形態においては、定着ローラ30を説明したが、本発明は、他の用途にも利用可能である。
【0038】
〈第4の実施形態〉
図4は、第4の実施形態に係る画像形成装置40を概略的に示す構成図である。画像形成装置40は、第3の実施形態の定着ローラ30を定着装置13に用いている。図4に示されるように、画像形成装置40は、イエロー(Y)、マゼンタ(M)、シアン(C)、及びブラック(K)の各色の画像を電子写真方式を用いて形成する4つのプロセスユニット1〜4を有している。プロセスユニット1〜4は、記録媒体5の搬送経路に沿ってタンデムに配置されている。各プロセスユニット1〜4は、像担持体としての感光体ドラム3aと、この感光体ドラム3aの周囲に配置され、感光体ドラム3aの表面を帯電させる帯電装置3bと、帯電された感光体ドラム3aの表面に選択的に光を照射して静電潜像を形成する露光装置3cとを有している。
【0039】
画像形成装置40内は、静電潜像が形成された感光体ドラム3aの表面にトナーを搬送する現像装置3dと、感光体ドラム3aの表面に残留したトナーを除去するクリーニング装置3eとを有している。なお、感光体ドラム3aは、図示されていない駆動源及びギヤ等からなる駆動機構によって矢印方向に回転する。また、画像形成装置40は、紙等の記録媒体5を収納する用紙カセット6と、記録媒体5を1枚ずつ分離させ搬送するためのホッピングローラ7とを有している。ホッピングローラ7の記録媒体5搬送方向下流には、ピンチローラ8,9と、記録媒体5を挟み付け、ピンチローラ8,9とともに記録媒体5の斜行を修正してプロセスユニット1〜4に搬送するレジストローラ10,11が備えられている。ホッピングローラ7及びレジストローラ10,11は、図示しない駆動源に連動して回転する。
【0040】
画像形成装置40は、感光体ドラム3aに対向配置された転写ローラ12を有している。転写ローラ12は、半導電性のゴム等から構成される。感光体ドラム3a上のトナー像を記録媒体5上に転写させるように、感光体ドラム3aの電位と転写ローラ12の電位が設定されている。また、画像形成装置は、記録媒体5上のトナー像を加熱・加圧して定着させる定着装置13と、定着装置13を通過した記録媒体5を排出するためのローラ14,16及び15,17が備えられている。
【0041】
用紙カセット6に積載された記録媒体5はホッピングローラ7により1枚ずつ分離され搬送される。記録媒体5は、レジストローラ10,11及びピンチローラ8,9を通過してプロセスユニット1〜4の順に通過する。各プロセスユニット1〜4において、記録媒体5は、感光体ドラム3aと転写ローラ12の間を通過して、各色のトナー像が順に転写され、定着装置13の1対のローラ(定着ローラ30を含む)によって過熱・加圧されて各色のトナー像が記録媒体5に定着される。その後、記録媒体5は、排出ローラによってスタッカ部18に排出される。
【0042】
以上に説明したように、第4の実施形態に係る画像形成装置においては、定着ローラ30のフッ素樹脂成形体の剥離の発生を抑制できるので、不具合の発生率を低くすることができる。
【符号の説明】
【0043】
13 定着装置、 30 定着ローラ、 31 フッ素樹脂成形体、 40 画像形成装置。
【特許請求の範囲】
【請求項1】
フッ素樹脂成形体の被処理面に対し、アルカリ金属を含有する溶液でエッチング処理を施すステップと、
前記エッチング処理を施すステップの後に、前記被処理面に対し、カルボン酸を含有する溶液による改質処理を施すステップと
を有することを特徴とするフッ素樹脂成形体の表面処理方法。
【請求項2】
前記カルボン酸を含有する溶液は、モノカルボン酸、ジカルボン酸、及びトリカルボン酸の内の1種類又は2種類以上を含有する溶液であることを特徴とする請求項1に記載のフッ素樹脂成形体の表面処理方法。
【請求項3】
前記カルボン酸を含有する溶液は、カルボン酸緩衝液であることを特徴とする請求項1又は2に記載のフッ素樹脂成形体の表面処理方法。
【請求項4】
前記フッ素樹脂成形体は、PTFE、PFA、FEP、ETFE、ECTFE、PVDF、及びPCTFEの内のいずれかであることを特徴とする請求項1乃至3のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項5】
前記アルカリ金属は、ナトリウムであることを特徴とする請求項1乃至4のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項6】
前記エッチング処理を施すステップと前記改質処理を施すステップとの間に、前記被処理面に対し、アルコール洗浄処理を施すステップをさらに有することを請求項1乃至5のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項7】
前記アルコール洗浄処理を施すステップと前記改質処理を施すステップとの間に、前記被処理面に対し、第1の水洗処理を施すステップをさらに有することを特徴とする請求項6に記載のフッ素樹脂成形体の表面処理方法。
【請求項8】
前記改質処理を施すステップの後に、前記被処理面に対し、第2の水洗処理を施すステップをさらに有することを特徴とする請求項1乃至7のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項9】
請求項1乃至8のいずれか1項に記載の表面処理方法により処理された前記被処理面にプライマーを塗布するステップと、
前記プライマー上に他の部材を接着させるステップと
を有することを特徴とするフッ素樹脂成形体を含む構造体の製造方法。
【請求項10】
前記他の部材は、シリコンゴムであることを特徴とする請求項9に記載のフッ素樹脂成形体を含む構造体の製造方法。
【請求項11】
前記他の部材は、ガラス板であることを特徴とする請求項9に記載のフッ素樹脂成形体を含む構造体の製造方法。
【請求項12】
円筒状の基材と、
前記基材の外面上に被覆されたシリコンゴム層と、
前記シリコンゴム層の外面上に接着された筒状のフッ素樹脂成形体と
を有し、
前記フッ素樹脂成形体の内面は、請求項1乃至8のいずれか1項に記載の表面処理方法により処理された前記被処理面である
ことを特徴とする定着ローラ。
【請求項13】
記録媒体上の現像剤像を定着させる定着装置であって、
第1のローラと、
前記第1のローラに圧接する第2のローラと
を有し、
前記第1のローラ及び前記第2のローラの少なくとも一方を、請求項12に記載の前記定着ローラとした
ことを特徴とする定着装置。
【請求項14】
記録媒体上に現像剤像を形成する画像形成部と、
前記記録媒体上に前記現像剤像を定着させる定着部と
を有し、
前記定着部は、請求項13に記載の定着装置である
ことを特徴とする画像形成装置。
【請求項1】
フッ素樹脂成形体の被処理面に対し、アルカリ金属を含有する溶液でエッチング処理を施すステップと、
前記エッチング処理を施すステップの後に、前記被処理面に対し、カルボン酸を含有する溶液による改質処理を施すステップと
を有することを特徴とするフッ素樹脂成形体の表面処理方法。
【請求項2】
前記カルボン酸を含有する溶液は、モノカルボン酸、ジカルボン酸、及びトリカルボン酸の内の1種類又は2種類以上を含有する溶液であることを特徴とする請求項1に記載のフッ素樹脂成形体の表面処理方法。
【請求項3】
前記カルボン酸を含有する溶液は、カルボン酸緩衝液であることを特徴とする請求項1又は2に記載のフッ素樹脂成形体の表面処理方法。
【請求項4】
前記フッ素樹脂成形体は、PTFE、PFA、FEP、ETFE、ECTFE、PVDF、及びPCTFEの内のいずれかであることを特徴とする請求項1乃至3のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項5】
前記アルカリ金属は、ナトリウムであることを特徴とする請求項1乃至4のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項6】
前記エッチング処理を施すステップと前記改質処理を施すステップとの間に、前記被処理面に対し、アルコール洗浄処理を施すステップをさらに有することを請求項1乃至5のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項7】
前記アルコール洗浄処理を施すステップと前記改質処理を施すステップとの間に、前記被処理面に対し、第1の水洗処理を施すステップをさらに有することを特徴とする請求項6に記載のフッ素樹脂成形体の表面処理方法。
【請求項8】
前記改質処理を施すステップの後に、前記被処理面に対し、第2の水洗処理を施すステップをさらに有することを特徴とする請求項1乃至7のいずれか1項に記載のフッ素樹脂成形体の表面処理方法。
【請求項9】
請求項1乃至8のいずれか1項に記載の表面処理方法により処理された前記被処理面にプライマーを塗布するステップと、
前記プライマー上に他の部材を接着させるステップと
を有することを特徴とするフッ素樹脂成形体を含む構造体の製造方法。
【請求項10】
前記他の部材は、シリコンゴムであることを特徴とする請求項9に記載のフッ素樹脂成形体を含む構造体の製造方法。
【請求項11】
前記他の部材は、ガラス板であることを特徴とする請求項9に記載のフッ素樹脂成形体を含む構造体の製造方法。
【請求項12】
円筒状の基材と、
前記基材の外面上に被覆されたシリコンゴム層と、
前記シリコンゴム層の外面上に接着された筒状のフッ素樹脂成形体と
を有し、
前記フッ素樹脂成形体の内面は、請求項1乃至8のいずれか1項に記載の表面処理方法により処理された前記被処理面である
ことを特徴とする定着ローラ。
【請求項13】
記録媒体上の現像剤像を定着させる定着装置であって、
第1のローラと、
前記第1のローラに圧接する第2のローラと
を有し、
前記第1のローラ及び前記第2のローラの少なくとも一方を、請求項12に記載の前記定着ローラとした
ことを特徴とする定着装置。
【請求項14】
記録媒体上に現像剤像を形成する画像形成部と、
前記記録媒体上に前記現像剤像を定着させる定着部と
を有し、
前記定着部は、請求項13に記載の定着装置である
ことを特徴とする画像形成装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−12429(P2012−12429A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2010−147501(P2010−147501)
【出願日】平成22年6月29日(2010.6.29)
【出願人】(591044164)株式会社沖データ (2,444)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成22年6月29日(2010.6.29)
【出願人】(591044164)株式会社沖データ (2,444)
【Fターム(参考)】
[ Back to top ]