
Fターム[2B200FA24]の内容
単板の加工・合板製造 (2,826) | 要素技術 (338) | 押圧、加圧 (84)
Fターム[2B200FA24]の下位に属するFターム
圧力源(流体圧、エアバック等) (6)
Fターム[2B200FA24]に分類される特許
41 - 60 / 78
化粧板およびその製造方法
【課題】 植林木合板等の合板と木質繊維板とを複合した木質複合板の表面に化粧層を設けた化粧板とその製造方法に関し、製造時並びに使用時に反り、ねじれ等の変形が生じず、また、製造時に合板の抜け節や硬い晩材部の跡が表面に浮き上がらない化粧板を、生産性よく製造できるものを提供することを目的とする。
【解決手段】上から順に、防湿性表面化粧層と、厚さ4.0mm以下で気乾比重0.6〜0.9の木質繊維板と、JIS Z0208条件Bによる試験で30g/m2・24h以上の防湿性能を有している高防湿性ホットメルト樹脂接着剤層と、合板とからなる、使用時に反りやねじれなどの変形を生じない化粧板であり、このような化粧板を製造時に反りやねじれなどの変形や、抜け節や硬い晩材部の跡が表面に浮き上がることなく、生産性よく製造できる化粧板の製造方法である。
(もっと読む)
防水可能な木板材

【課題】本発明は、防水可能な木板材を提供する。
【解決手段】その木板材は、ベース板と表面板との間に、ベース板と表面板とを粘着固定するためのプラスチック材が挟まれ、プラスチック材が、ポリ塩化ビニル樹脂とも称されるPVCプラスチックであり、前記プラスチック材が、ベース板の上下表面に粘着されて、ベース板と表面板の木目の隙間に侵入し、表面板が、ベース板の両側に配置された薄い板であり、プラスチック材によって、ベース板を覆うように粘着されたものである。前記の構造により、前記プラスチック材が、優れた防水性を有するため、木板材の防水や虫害防止の効果が得られて、耐用性や実用性が向上する。また、前記木板材を構成するプラスチック材は、ホルムアルデヒド成分を含有しないので、木板材から空気中へ発散することがなく、使用上の安全性も向上する。
(もっと読む)
二次成形可能な合板製品及びその製造方法
本発明は、二次成形可能な合板製品及び二次成形可能な合板製品を製造する方法に関する。この二次成形可能な合板製品は、合板のベニヤが互いに接合されるようにして形成される。本発明において、ベニヤは、ポリオレフィンフィルムから形成された自己接着性材料によって互いに結合され、ポリオレフィンフィルムは、ベニヤとポリオレフィンフィルムとの間で共有結合を形成するために、木材の−OH基との反応性基を含有する。 (もっと読む)
床板の製造方法
【課題】最表面側に針葉樹単板を有する木質系基板の表面に繊維板を貼着してなる床板を製造するに当たり、接着のための処理時間を短縮して、表面平滑性に優れた床板を製造する。
【解決手段】最表面側に針葉樹単板を有する木質系基板の表面に繊維板を貼着してなる床板を製造するに当たり、木質系基板の表面にホットメルト接着剤を介して繊維板を積層し、ロールプレスにより一体化する。従来のように平板プレスで長時間をかけて熱圧することなく、ホットメルト接着剤を使用してロールプレスにより一体化するので、接着時間の短縮を通じて生産性を向上させることができると共に、木質系基板の最表面側に存在する針葉樹単板の節などの欠陥や木目の硬い部分などの押し上げによる繊維板表面の凹凸発生が防止され、表面平滑性が良好な床板を製造することができる。ロールプレスによる搬送速度は5〜50m/分とすることが好ましい。
(もっと読む)
フィンガージョイントの圧締方法と装置
【課題】余分な時間をかけずに、確実に設定した圧力でフィンガージョイントを圧締することができ、同一樹種の材質のバラツキにも対応できるフィンガージョイントの圧締方法を提供する。
【解決手段】木材要素Aをフィンガージョイントで長さ方向に仮接合した木材要素列A1を、ストッパー20と油圧シリンダ21で列方向に圧締して木材接合体Bとする加圧工程時に、加圧する油圧シリンダ21の動きが停止した状態を検知し、この検知から更に所定の時間だけ油圧シリンダ21が加圧を続けるようにする。
(もっと読む)
模様を有するベニヤの製造方法、及び、模様を有するベニヤの製造装置
ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状に押圧するピッチ及び深さを有する相補型波形押圧ローラの間でベニヤシートを押圧し、波形の波頭部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートをプレートの起伏のある形状又は波形形状の表面に載置し、押圧ローラがベニヤシートを表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするようにベニヤシートを押圧ローラで押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、別の模様を有するベニヤ片の製造方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状の表面を有するプレートの波形形状の表面に載置し、波形形状の表面を持つ可撓性プラテンを用い、可撓性プラテンの波形形状の表面がベニヤシートをプレートの波形形状の表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするように、ベニヤシートをプレートの表面の溝及び頂部に押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する更に別の模様を有するベニヤ片の製造方法及び装置。 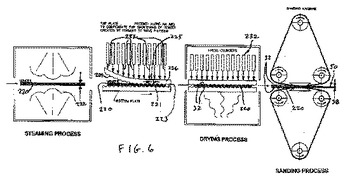 (もっと読む)
(もっと読む)
薄型積層単板
【課題】 本発明は、形状変形の無いフレキシブル(柔軟)性と復元性を有する極薄型の積層単板を提供することにある。
【解決手段】 薄型積層単板10は、芯材20の両面に接着剤30,30を介して単板40,40を張り合わせ、その表面に大気中の湿度水分の侵入防止のための塗装面50を施したものである。芯材20には、和紙又は不織布を用い、目付け(坪量)が30g/m2〜200g/m2であって、天然繊維が一部または全部に含まれるものが好ましい。また、芯材20の両面に塗布される接着剤30,30は、10g/m2〜500g/m2の量でメッシュ又は細メッシュ状あるいは開口穴を有する形態に塗布されたものである。そして、厚さ0.1mm〜2.0mmの単板40,40を重ねて単板水分蒸発・接着剤溶融・接着剤溶融面による遮蔽・密着・単板の形状記憶目的で加熱圧縮する。
(もっと読む)
曲木工具用部品、およびそれを使用した曲木工具
【課題】 製造コストの削減と一層の軽量化とを果し、曲木加工の曲率半径の大きさに伴う万力部分の必要台数を極力削減可能とし、段取りや曲木製作の作業工数を縮小して労働負担を軽減可能とする新たな曲木加工技術を提供する。
【解決手段】 ベース板部3先端から支承板部4を立ち上げて側断面L字型の装着用金具本体21とし、支承板部4基端にクランプ装着孔43を穿孔すると共に、クランプ装着孔43の直上に載置台5を組み合わせ、支承板部4巾方向両端縁の夫々所定箇所に連結環44,44を形成し、全体側断面形が転倒F字型のクランプ保持金具2とする一方、支承板部4に隣接配置したときに連結環44,44に干渉しない対応連結環71,71を巾方向端縁に形成した全体正面形が巾広I型の連結用金具7を設け、連結環44,44、対応連結環71,71に連結棒73を挿通し蝶番状に連結した曲木工具用部品11である。
(もっと読む)
可撓性積層木質材およびその製法
【課題】間伐材などの小さな木材や加工時に発生するクレーク状の木質材を有効に使用して、高度の弾性変形が可能な可撓性積層木質材を安価に得ることができるようにする。
【解決手段】複数の木質材の表面に接着剤を塗布し、これら木質材をその繊維方向がおおむね同一方向となるように積層して積層物2とする。この積層物2を耐圧容器4内のプレス装置7にセットし、高圧水蒸気を耐圧容器4内に送り込んで、加熱しつつ、積層方向に圧縮して積層厚さを1/2〜1/5とし、この圧縮状態を保って冷却し、得られた積層体を積層方向に平行にスライスして可撓性積層木質材とする。
(もっと読む)
合板の製造方法
【課題】合板の製造において、単板の接着工程における冷圧時間の短縮と接着剤使用量の削減を実現し、効率的かつ経済的に合板を製造し得る方法を提供することを目的とする。
【解決手段】複数の単板同士を接着して合板を製造するに当り、単板の接着面に接着剤組成物を塗布し、重ね合わせた後、加圧下で振動数5〜2000Hz程度の振動を付与し、しかるのち、必要に応じて、冷圧及び熱圧を行うことにより、効率的かつ経済的に合板を製造する。
(もっと読む)
加熱装置および加熱方法
【課題】使用する熱板数が少なくて、コンパクトかつ低コストな加熱装置を実現する。
【解決手段】温調された熱板1a〜1i間に被加熱物を挟み込んで加熱する加熱装置において、一端の熱板1aを固定ブロック4に固定して基準熱板とし、残りの熱板(可動熱板)1b〜1iはそれぞれ単独でLMガイド2上を移動可能に構成する。各熱板1a〜1i間に被加熱物を挿入し、熱板1aの反対側の端部に位置する熱板1iを駆動手段5によって熱板1aに向かって移動させることで、各熱板1a〜1iの間の被加熱物を挟み込み加熱する。LMガイド2に沿って移動する熱板開閉機構によって、任意の位置の熱板間を広げて被加熱物を挿入する。
(もっと読む)
接着剤系
本発明は、タンパク質、および1級、2級、もしくは3級のアミノ基またはペンダントのアミド基を有する1以上のポリマーを含んでいる接着剤系に関する。積層された木質製品とパーティクルボードとを製造する方法にも関する。 (もっと読む)
横型多段プレス装置の熱板保持構造
【課題】 熱板保持部材と間隔保持部材とを熱板に対して合理的に配置することにより、熱板の熱膨張に伴う不具合を抑制し、移動部材の交換を容易とする横型多段プレス装置の熱板保持構造を提供する。
【解決手段】 搬送方向片側に配置された一対のレール104L1,104L2(または104R1,104R2)に対して、移動ローラ105L,105Rは、搬送方向の前後に変位した状態が押圧方向に繰り返され、千鳥足状に(押圧方向に沿って交互にずれた状態で)載置されている。一対のブラケット132の取付スパンは、熱板配列方向(押圧方向)に沿って長スパンL1と短スパンL2とを交互に繰り返す状態となる。一対の間隔規制具131の取付スパンLは、一対のブラケット132のいずれの取付スパン(長スパンL1、短スパンL2)よりも大となるように設定してある。
(もっと読む)
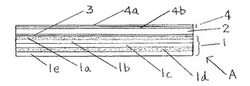
複合板
【課題】反りの発生がほとんど目立たない新規な構成の複合板を提供する。
【解決手段】少なくとも4枚の単板11a〜11dが接着剤を介して接合されてなる合わせ板11の表面に繊維板12を接着剤を介して貼着してなる複合板10である。合わせ板の最表面側単板11aおよび最裏面側単板11dの繊維方向は長手方向Xに略一致し、これらの間に位置する中間単板11b,11cの繊維方向は長手方向と直交する方向Yに略一致する。複合板の裏面側には長手方向全長に亘って複数本の溝17a〜17dが形成され、これら溝の深さは複合板10の裏面から最表面側単板11aの下面に達するように、または最表面側単板11aの内部にまで達するように形成される。好ましくは、最表面側単板11aの厚さは最裏面側単板11dの厚さより大きく、繊維板12と最表面側単板11aの厚さ合計は複合板全体厚の50%未満である。
(もっと読む)
建築板の製造方法
【課題】クッション材を用いるプレス熱盤において、山反りの建築板の製造方法を提供することを目的とする。
【解決手段】本発明の建築板11は、合板材12の表面側12aに接着剤16を介して化粧板13をプレス熱盤14により加熱圧締して形成される。建築板11の厚みのバラツキによる不陸を吸収するために、建築板11の下方にはクッション材15が配置される。クッション材15は熱可塑性エラストマーのパイプ22を熱伝導材としての黄銅線23で編んだマット形状で、この波形状の黄銅線23の頂点はクッション材15の表面に露出している。このため、クッション材15は熱伝導性に優れている。なお、クッション材15の厚みは建築板11のバラツキに対応できる厚さが選定される。複数のプレス熱盤14によって複数組の建築板11が同時に蒸気で加熱し圧締されて積層される。
(もっと読む)
ベニヤ単板の処理方法
【課題】乾燥に伴ってベニヤ単板に顕在化する収縮歪の内で、あばれについては解消乃至大幅に減少させ、曲がりについては意図した面側のみに誘導再発生させることにより、接着工程に於ける集合姿勢の適正化、搬送工程に於ける搬送の安定化等を図る。
【解決手段】乾燥機(図示省略)によって乾燥した余熱を有する単板1の所望枚数を、繊維方向を同方向に揃えて積重ねると共に、積重ねた単板1Aの全体が、繊維方向と直交方向に対しては、真直ぐになるように、また繊維方向と同方向に対しては、繊維方向と同方向の大部分が、所望の向き(図示例は、繊維方向の中央部を頂点とする下向き)に所望の矢高h1〜hxを以って湾曲するように、強制的に積重ね姿勢を拘束し、而も拘束した積重ね姿勢を所定期間維持する。
(もっと読む)
木質床材
【課題】合板からなる基材と化粧単板との間に介装される紙層の紙間剥離を防止し、耐久性に優れた木質床材を提供する。
【解決手段】基材として用いた合板と紙層と化粧単板とを積層してなる木質床材であって、上記合板3と化粧単板2との間には複数の紙層1が介装され、該複数の紙層1は紙層どうしが接着されるとともに、下に位置する紙層と合板3とが接着され、上に位置する紙層と化粧単板2とが接着されてなる木質床材A。好ましくは、上記複数の紙層を2層とし、2枚の紙の目付け量が合わせて15〜45g/m2 の範囲とされる。
(もっと読む)
複合合板の製造方法
【課題】反りや、基材間に層間剥離が生じることのない複合合板、とくに、床材として好適に用いられる複合合板の製造方法を提供する。
【解決手段】MDFと合板とを積層一体化し、MDFの上に突板を貼着して複合合板を製造する方法であって、予めMDF11を加熱、加圧下に前処理を行い、その後MDF1と合板2とを接着剤を用いて積層一体化し、突板3を接着することを特徴とする複合合板Aの製造方法。上記前処理における加熱温度が145〜155℃とされる。さらに、上記貼着された突板3の表面が仕上げ塗装されてもよい。
(もっと読む)
合板、及び合板の接合構造
【課題】少なくとも3枚以上の単板を順次それらの繊維方向を交互に直交させて積層してなる合板において、合板の歩留まりをよくするとともに、合板同士の接合強度を大きくする。
【解決手段】少なくとも3枚以上の単板2a〜2eを順次それらの繊維方向を交互に直交させて積層してなる合板1であって、この合板1の端面に、少なくとも一対の凹部3及び凸部4が合板1の厚さ方向に連続して形成し、凹部3を、該凹部3の内壁面が単板2a〜2e同士の境界面以外に位置した状態で、単板2a〜2e同士の境界面のうち少なくとも1つを含むように切削することにより形成し、凸部4の外壁面のうち少なくとも一方は、該凸部4と隣り合う凹部3の内壁面によって形成され、凸部4を、該凸部4の外壁面が単板2a〜2e同士の境界面以外に位置した状態で、単板2a〜2e同士の境界面のうち少なくとも1つを含むようにして形成する。
(もっと読む)
不燃性合板と、その製造方法
【課題】生産効率に優れた高性能の不燃材料を得る。
【解決手段】植物繊維粉に対し、ホウ酸、ホウ砂を原料とし、ラマンスペクトルにおいて880±150cm-1にピークを有する不燃剤溶液を加え、ホットプレスにより板状に圧縮成形する。
(もっと読む)
41 - 60 / 78
[ Back to top ]