
Fターム[2B250BA03]の内容
その他の木材加工、特定木製品の製造 (7,055) | 目的、効果 (1,107) | 装飾・化粧・模様付け (345)
Fターム[2B250BA03]に分類される特許
41 - 60 / 345
木質床材
【課題】木質化粧材を用いた木質床材において、硬質のキャラクターを表現し高い意匠性を付与することができる木質床材を提供すること。
【解決手段】木質化粧材3が基材2に貼着され、木質化粧材3に塗装仕上げが施された木質床材1において、硬質のキャラクターの形状を有する焼印4を木質化粧材3の表面に施し、この焼印4を施した木質化粧材3に塗装仕上げを施したものであることを特徴としている。
(もっと読む)
木材のプレス成形装置および木材を立体状に成形加工する方法

【課題】単純な機構で低コストで構成され、小さな圧力から連続して大きな圧力を印加できる木材のプレス成形装置を提供する。
【解決手段】大きな圧力を発生させる加圧シリンダー1と、成形する上下金型2b,2aと、可動側の金型2bを上下方向に平行に移動させるダイセット装置3bと、この可動側のダイセット装置3bと加圧シリンダー1の間に配置されたスプリング4とで構成された、薄板状の木材シート8を立体形状に成形するプレス成形装置であって、加圧シリンダー1の降下でスプリング4に荷重が印加され、このスプリング4のばね力で可動側のダイセット装置3bが降下し、金型2a,2b内に配置された木材シート状の被成形物8を加圧し、所定の時間スプリング4による被成形物8の加圧が行われた後、更に加圧シリンダー1を降下し続けて、可動側のダイセット装置3bに加圧シリンダー1による圧力が直接作用して所定の時間加圧されるようにした。
(もっと読む)
木製部材、筐体及びその製造方法
【課題】 木製部材のプレス成形における加工歩留まりを向上させる。
【解決手段】 第1の金型151と第2の金型152との間に、樹脂シート120と木製板130とが重ねて配設される。木製板130は、樹脂シート120とともに、第1及び第2の金型151及び152を用いて立体形状にプレス成形される。その後、樹脂シート120は剥離される。樹脂シート120の存在により、金型151と木製板130との間での引っ掛かり等に起因する屈曲部での割れの発生が抑制される。一部の実施形態において、木製板又は樹脂シートの一方に所定パターンで接着剤が配設され、プレス成形時の木製板の折り畳み位置が制御される。
(もっと読む)
加飾木材
【課題】
木質基材に意匠を印刷してなる加飾木材であって、天然木材の照りを高度に維持し、しかも、耐久性に優れた加飾木材を提供する。
【解決手段】
木質基材の一面全面に、意匠性を有する印刷層を配してなる加飾木材であって、印刷層が紫外線硬化型インクの硬化物からなり、かつ、印刷層の可視光領域における透過率が7%以上であることを特徴とする加飾木材。
(もっと読む)
木質化粧板の製造方法
【課題】木質繊維の成型板と表面化粧材とを水性接着剤を用いて積層一体化して製造する木質化粧板の不良品の発生を低減できる木質化粧板の製造方法を提供する。
【解決手段】木質繊維の成型板またはそれを表面に有する複合材の表面に水性接着剤を塗布して表面化粧材を積層一体化する木質化粧板の製造方法において、水性接着剤の塗布前に、木質繊維の成型板に対して、この木質繊維の成型板製造時の成型圧力よりも低い圧力下で加湿加熱処理を施している。
(もっと読む)
圧縮木製品の製造方法
【課題】薄肉でありながら強度が高く、木質材としての風合いを損なうことのない圧縮木製品を、簡易かつ短い工程で製造可能な圧縮木製品の製造方法を提供する。
【解決手段】本発明の圧縮木製品の製造方法は、椀状をなす木材からなるブランク材を、一対の金型により熱硬化性樹脂のモノマーまたはオリゴマーとともに加熱圧縮して圧縮木材を形成するとともに、前記熱硬化性樹脂のモノマーまたはオリゴマーを含浸させる加熱圧縮工程(ステップS3)と、前記加熱圧縮工程の後、前記一対の金型による前記圧縮木材の圧縮状態を保持しながら、前記金型の温度をさらに上昇させて、前記圧縮木材に含浸した熱硬化性樹脂を重合および/または架橋させる反応工程(ステップS4)と、を含む。
(もっと読む)
装飾品の製造方法
【課題】真空プレス接着法を採用した場合において、ベース体の設置に治具を用いたときでもベース体表面に装飾シートを好適に接着することのできる装飾品の製造方法を提供すること。
【解決手段】真空プレス接着装置100において、ベース体2に装飾シート3を被せたワーク10を吸引置台121上に配置する際、ベース体2の裏面(凹面)を受ける凸状受け面61を備えた治具6上にワーク10を載置する。ベース体2の裏面22には凸部28が形成されている一方、治具6の凸状受け面61には、ベース体2の凸部28が嵌る凹部68が形成されている。このため、加圧シート111がワーク10に触れる際や、加圧シート111をワーク10に押し付ける際、ワーク10に大きな力が加わっても、治具6上でベース体2が位置ずれすることがない。
(もっと読む)
OSSBボード加工方法
【課題】板状に結着加工されたOSSBボードの表面加工方法で、あつみのあるOSSBボードの側端面の小口に、見付け材(小口材)を貼り合わせ、その状態のままNC機器によって小口を含めた全体に表面加工を施す装飾OSSBボードの加工方法を提供する。
【解決手段】麦を収穫した後の麦わらを主原材料としてMDI(メチレンジフェニルジイソシアネート)で板状に結着加工された厚みのあるOSSB(オリエンテッド・ストラクチュラル・ストロー・ボード:木質麦わらボード)の側端面・上下端面・開口部端面となる小口に、天然木または無垢材からなる小口の全長と同等の寸法の見付け材を貼り合わせ、見付け材が小口に貼り合わされた状態でNC機器による表面加工を施すOSSBボード加工方法。
(もっと読む)
ラミネート建材の製造方法
【課題】製造効率がよく安定した品質のラミネート建材が得られるラミネート建材の製造方法を提供する。
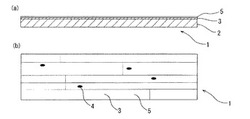
【解決手段】一方端部から他方端部へ向かって凹溝20が形成されている略矩形状の板状基材2の表面2aに、前記凹溝の形成方向とは直交する方向のいずれか一方端部から他方端部へ前記凹溝の一方の側面21、底面22、他方の側面21を経て化粧シート3を貼着しラミネート基材10を得た後、該ラミネート基材の裏面2d側から前記凹溝の底面部分24を前記凹溝の底面角部23から裏面にかけて、斜めの面取り形状になるよう切断手段4によって切断し、複数のラミネート建材1を得ることを特徴とする。
(もっと読む)
板状建材の製造方法及び板状建材
【課題】表面の溝部と表面側縁部の面取り部との色差を緩和し得る板状建材の製造方法及び板状建材を提供する。
【解決手段】板状建材の製造方法は、板状の基材10の表面側縁部の面取り部17に粗面処理を施した後に、この面取り部及び前記基材の表面に形成された溝部16を含み、当該基材の表面10aの全体に亘って塗装を施して板状建材1を製造する。
(もっと読む)
建築用造作材および建築用造作材セットの製造方法
【課題】表面材に用いた化粧紙が折り曲げ加工によって破れることのない建築用造作材の製造方法を提供する。
【解決手段】木質基材12の表面に弾性接着剤層14を形成した後、弾性接着剤層14の表面に化粧紙16を配設するとともに、木質基材12に底部18aがV字状の溝18を形成し、然る後、溝18を閉じるようにして折り曲げ加工を行い、このとき、溝18を、木質基材12を切断するが、弾性接着剤層14は切断しない深さに設定し、弾性接着剤層14を、少なくとも折り曲げ加工が行われている間において弾性を有するようにすることにより、上記課題を解決することができる。
(もっと読む)
床用化粧シート
【課題】ペットが歩いて滑らない、かつ素足や靴下履きの人が歩いてつっかからない、人とペットが快適に生活できる床用化粧シートを提供すること。
【解決手段】最表面に表面保護層を有する化粧シートにおいて、前記表面保護層が硬化型樹脂を主剤とし、平均粒径が10〜20μmのウレタンビーズを10〜30重量%含有してなることを特徴とする。硬化型樹脂とウレタンビーズとにより、人とペットに好適な滑り性を有し、摺動性などの問題もない。
(もっと読む)
浮造り木材ならびにその製造方法
【課題】 木材の浮造り方法は、木材に対する知識や表面加工の熟練を要するもので、また晩材部と早材部との性状の相違が明瞭ではない樹種では効果が少ない。圧縮による浮造り方法も知られるが、凸凹の明瞭性、品質の安定性が課題であり、効果的に木材表面に浮造りを施す製造方法の開発が望まれている。
【解決手段】 適正な引張りヤング係数を持つプラスチック、紙、単板等の圧力媒体を木材に重ねて圧縮することで、木材の晩材部の硬さが圧力媒体の接触面や周辺の早材部の柔らかな部位に伝えられ、このとき木材自体も収縮するにより、その表面に良好な凸凹が施され安定な浮造り加工ができる。
(もっと読む)
焼き焦げ化粧木材
【課題】本発明は、天然木材の薄単板、例えば杉、ヒノキなどの薄単板に焼き焦げ着色を形成し、この焼き焦げ薄単板を集成材の表面に接着して形成した焼き焦げ化粧木材を提供する。
【解決手段】本発明の焼き焦げ化粧木材は、集成材1より形成された厚板2の長手方向の四側面に、ホットプレスや加熱ローラにより表面に焼け焦げ着色を形成した薄単板3がそれぞれに接着されたものである。従来色付けは塗装を行っていたが、焼け焦げ薄単板は両面から単板自体が焼き焦げ着色されており、単板の表面が欠けた場合も欠けた跡の芯も着色されているので、単一木材のような綺麗な焼き焦げ着色が形成され、集成材の利用用途が拡大する。
(もっと読む)
木質複合材の製造方法、及び木質複合材
【課題】樹脂と複合化していながら良好な木質感が維持され且つ高い耐久性を有する木質複合材が得られる木質複合材の製造方法を提供する。
【解決手段】本発明方法は、含水率が10質量%以下である第一の木質基材を用意する工程、前記第一の木質基材に、重量平均分子量1000以下の熱硬化性樹脂を含有し、且つ粘度が200mPa・s以下、固形分率が70質量%以上である第一液を含浸させる工程、前記第一の木質基材に、前記熱硬化性樹脂の硬化剤を含有する第二液を含浸させる工程、及び前記第一液及び第二液が含浸している前記第一の木質基材を加熱・加圧する工程を含む。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
木製資材構造
【課題】 安価な製造コストで、意匠的に優れかつ組付け精度を向上させた木製資材構造を提供する。
【解決手段】 縦框20A,20Bの段部21bと、横框30A,30Bの段部31bとを係合させて、縦框20A,20Bと横框30A,30Bとを結合する。この結合部分においては、横框30A,30Bの角部を面取り加工して傾斜部を形成し、傾斜部を含む横框30A,30Bの表面に化粧シート33を貼着し、上面近傍の化粧シート33を貼着した傾斜部の一部を残して、上面に対して一辺が垂直であり他の一辺が平行である断面3角形状部分を除去として段部31bを形成するように加工する。
(もっと読む)
木質複合材
【課題】 生産効率が良く、心材の膨張および表面材の膨張によって側面材が外方に押し出され、木質複合材の角部に突出部分が生じることを防ぐことができ、製品品位の高い木質複合材を提供する。
【解決手段】 木質複合材を、長尺の木質材から成り、長手方向に垂直な断面形状が四角形の心材と、心材よりも密度の高い長尺の木質材から成り、心材の厚み方向の少なくとも一方の表面に接合される表面材と、心材よりも密度の高い長尺の木質材から成り、前記表面材が接合された心材の長手方向および厚み方向に垂直な幅方向の少なくとも一方の側面に接合される側面材とを含んで構成し、前記側面材に、表面材との境界線L1に向かって厚みが減少するテーパ部を形成する。
(もっと読む)
圧密処理木材の製造方法及び圧密処理木材並びに化粧板
【課題】節があっても、圧密処理を行うことができる圧密処理木材の製造方法及び節を有する圧密処理木材並びにそういった圧密処理木材によって化粧単板が形成された化粧板を提供する。
【解決手段】木表側に節部kを有する厚さ9mmの杉製材品の裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい深さ3mmの凹部2を形成し、これを、密閉熱盤加熱装置に入れ、厚さが3mmになるように、熱盤温度200℃、加圧圧力30kgf/cm2で10分間熱圧した後、熱盤に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、圧密処理木材を取り出した。
(もっと読む)
防湿シート及び化粧板
【課題】 ドア、引き戸、間仕切り等において、両側の温湿度環境に大きな差がある場所で用いても、反りを防止して商品価値を落とすことがない防湿シートおよびこれを用いた化粧板を提供することであり、また、長期間使用された場合や、不可抗力的に外力が加わった場合などに剥離する虞がない防湿シートおよびこれを用いた化粧板を提供することである。
【解決手段】 合成樹脂製基材層と蒸着層とからなる防湿シートであって、前記合成樹脂製基材層および前記蒸着層のそれぞれの表出面に接着用プライマー層を設けてなることを特徴とする防湿シート。
(もっと読む)
41 - 60 / 345
[ Back to top ]