
Fターム[2B250BA03]の内容
その他の木材加工、特定木製品の製造 (7,055) | 目的、効果 (1,107) | 装飾・化粧・模様付け (345)
Fターム[2B250BA03]に分類される特許
101 - 120 / 345
木質板状建材の製造方法
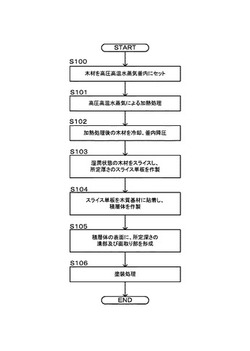
【課題】木質板状建材の表層側に積層されるスライス単板を効率的に肉厚に加工し得るとともに、木質板状建材の意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、前記積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を、前記スライス単板の表面13aから下端14a,15aまでの深さDが、該スライス単板の厚さTの二倍以内となるように形成するようにした。
(もっと読む)
処理木材製造方法、及びこの処理木材を用いた木質板状建材

【課題】均質な処理木材を製造し得る処理木材製造方法、及びこの処理木材を用いた木質板状建材を提供する。
【解決手段】蒸気釜20内において被処理木材1を加熱処理して処理木材1Aを製造する方法であって、前記蒸気釜内に、高圧高温水蒸気を間欠的に供給することで該蒸気釜内を急昇圧させる状態を繰り返し生じさせて、前記被処理木材を高圧高温水蒸気で加熱処理するようにした。
(もっと読む)
インキ塗布方法、インキ塗布装置、インキ塗布済の造作部材または家具部材の製造方法およびインキ塗布済の造作部材または家具部材
【課題】造作部材または家具部材の上面に形成された溝または面取り部に対して高速でインキを塗布することが可能なインキ塗布方法およびインキ塗布装置を提供する。
【解決手段】インキ塗布装置10は、幅木材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される幅木材11の面取り部21aまたは縦溝21cおよびそれらの近傍の上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、上面21に残る溶液28を掻きとる吸水ロール33とを備えている。さらに、面取り部21aまたは縦溝21cに塗布された溶液28に対してインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、その外周面上に付着されたインキ27を面取り部21aまたは縦溝21c上の溶液28に塗布する2段印刷版胴35,45を有している。
(もっと読む)
化粧板
【課題】表面硬度や強度などの物性を高次元で備え、床材として好適に使用できる化粧板を提供する。
【解決手段】木質基材11の表面に木質繊維板12が積層され該木質繊維板の表面に表面化粧材13が貼着されてなる化粧板10Aにおいて、該木質繊維板の平均密度が0.65〜1.00g/cm3であって且つその密度差が0.05g/cm3以下であり、高密度で均一であって密度傾斜を持たないので、これを床材として使用した場合においてキャスターなどの荷重を受けても層間剥離を生じさせることがなく、床材としての所要の強度や硬度を確保できる共に、表面の耐傷性や外観も良好となる。溝14は木質繊維板の厚さ範囲内に形成されるので、溝によって木質繊維板が分断されず、化粧板の溝部分の曲げ強度を大きく低下させることがない。
(もっと読む)
木質表面化粧材の製造方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の製造方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
化粧板の製造方法
【課題】コスト的に安価なチップボードを木質基材として用い、床材、扉板、壁板等の内装材として使用可能な木質系の化粧板を、簡単な工程で製造できる方法を提供する。
【解決手段】チップボード1の表面から水3を含ませた後、表面を乾燥させて表面に凹凸部4を生ぜしめ、しかる後、表面に着色塗装することを特徴とする表面凹凸模様を有する化粧板の製造方法。チップボード1の表面から水3を含ませた後、表面含水率を10%以下に乾燥することが好ましい。さらに、チップボード1の表面から界面活性剤を0.5〜2%添加した水3を含ませることが好ましい。
(もっと読む)
抗アレルゲン性を有する木質板とその製造方法
【課題】表面に傷が付きにくく、長期間にわたって抗アレルゲン性を持続して発揮することのできる、床材などに適用可能な、抗アレルゲン性を有する木質板と、この木質板を製造するための製造方法を提供すること。
【解決手段】板状の木質基材3と、木質基材3の表面に配設され、2層以上の複数層から形成された機能層4とを備え、機能層の最も外側に位置する最外表面層が抗アレルゲン剤を含有し、機能層には、最外表面層の直下に厚さ50〜100μmで、単層の厚膜層が形成されている。
(もっと読む)
床板用複合基材の製造方法とそれを用いた表面化粧床材の製造方法
【課題】市販品であり容易に入手できる比較的厚手の木質繊維板1をそのまま使用して、任意の厚みの半裁木質繊維板1aを台板2の一方の面に積層した、表面化粧床材用の複合基材5を得る。
【解決手段】市販品の木質繊維板1の両面に台板2,2を貼り合わせる。貼り合わせた後に、台板2,2の間に貼り合わせられた木質繊維板2を厚さ方向で2分割する。この製造方法によれば、あらかじめ半裁した薄手の木質繊維板を用いる従来法と比較して、製造は容易でありかつ製造コストも低減することができる。さらに、半裁に伴う木質繊維板の損傷も軽減されることから、製品歩留まりも向上する。
(もっと読む)
化粧板の製造方法及び化粧板
【課題】高光沢性や表面平滑性に優れる化粧板の製造方法を提供するとともに、木口面からの化粧材の剥離を低減した耐久性に優れる化粧板を提供する。
【解決手段】木質基材2の表面に紙質材4を水系接着剤3により接着して乾燥させた後、装飾層6を有する透明樹脂シート7の装飾層6側と紙質材4とをウレタン樹脂系反応性ホットメルト接着剤5によりロールプレス方式で接着し、次いで、木質基材2の木口面と装飾層6を有する透明樹脂シート7の装飾層6側とをウレタン樹脂系反応性ホットメルト接着剤5によりロールプレス方式で接着する。
(もっと読む)
自然風合の稠密板材及び自然風合の稠密板材の製造方法
【課題】マツ科の木材等を原材料として、黒檀、紫檀等の天然大径木の希少材の板材とできるだけ良く似た自然風合いの稠密板材を得る。その際、着色剤と熱硬化性の樹脂の含浸における温度の上限及び最後の圧縮処理における圧力の下限を従来技術より拡張する。
【解決手段】人工林にて循環再生が可能な木材等を製材して木材ブロックとし、着色剤と熱硬化性の樹脂を、0℃〜90℃で含浸させ、製材あるいはスライサー加工して板材とし、乾燥後、圧力0.5〜15N/mm2、温度100〜170℃で熱密圧し、自然風合いの稠密板材を得る。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
木質化粧板の製造方法
【課題】天然木の自然感を残しつつマスキング柄を表現した木質化粧板を提供することを目的とする。
【解決手段】基板の表面に木質単板を着色接着剤で貼着一体化する単板貼着工程と、前記木質単板の表面をマスキング材で覆いショットブラスト処理を施して開口部に露出した木質単板を研削するショットブラスト工程と、前記木質単板に浸透樹脂を塗布浸透させる樹脂含浸工程と、木質単板表面に充填樹脂を充填して平坦面を形成する樹脂充填工程によって、木材内部に樹脂が浸透し同系色の濡れ色として深みのある模様が形成される。
(もっと読む)
木質様成形品、表面処理装置および表面処理方法
【課題】表面に施すべき木目模様の外観品質をさらに向上させることが可能な木質様成形品と、外観品質の高い木目模様を施すことが可能な表面処理装置および表面処理方法を提供する。
【解決手段】セルロース材を粉砕して得られた粉砕粉と樹脂とを混合し溶融させて押出成形してなる成形品1aまたは不純物を含む木質廃材から得られた木質廃材粉砕粉と、不純物を含む樹脂廃材から得られた樹脂廃材粉砕粉とを混合し溶融させて押出成形してなる成形品2aの表面に、不均一な幅および密度で、かつ成形品1a(2a)の加工面の側端縁1c(2c)に平行しないように形成される複数の溝部1b,1b…(2b,2b…)で構成された木目模様が施された木質様成形品1(2)。また、この木質様成形品1(2)を構成する成形品1a(2a)の表面に木目模様を施すための表面処理装置10および表面処理方法。
(もっと読む)
軽量棚板及びこの棚板に用いられる木質芯材
【課題】十分な強度を確保しつつ、軽量であり、しかも製造コストや加工の容易性、材料効率の面で優れた軽量棚板及び該軽量棚板に用いられる芯材を提供する。
【解決手段】芯材20は1枚の木質平板を木質平板とそれぞれ同じ厚さを有する第1材22と第2材24に分割切断してなり、第1材22と第2材24は、第1材22の分割切断面及び第2材24の分割切断面がそれぞれ櫛歯状にかつ互いに噛合するように切断され、積層状態で芯材20は、第1材22の分割切断面及び第2材24の分割切断面を互いに離間させかつ分離しないように引き離すことによりそれぞれの櫛歯先端23a、26aとそれぞれの櫛歯基端23b、26bとの間に空隙27が形成されたことを特徴とする。
(もっと読む)
宝石または貴金属が装着された木工芸品の製造方法
【課題】木工芸品に宝石または貴金属を装飾部材として付加して木工芸品の装飾効果をより向上させる木工芸品の製造方法を提供する。
【解決手段】装着溝が形成された木工芸品の表面を研磨する紙ヤスリ研磨段階と、装着溝に宝石または貴金属を装着する装着段階と、木工芸品に漆を下塗りした後乾燥させる下塗り段階と、木工芸品の隙間の部分を刻そ部材を用いて埋める刻そ段階と、木工芸品が裂けたり捻じれないように麻布部材を用いて麻布を貼る布着せ段階と、木工芸品に地付け部材を用いて地付けをして隙間を埋めて平らにする地付け段階と、木工芸品の表面を砥石で柔らかく研ぐ砥石研ぎ段階と、木工芸品に漆を上塗りした後乾燥させ、木工芸品の表面を炭で柔らかく研ぐ上塗り段階と、木工芸品の表面に光沢部材を光沢処理してきれいなツヤを出す光沢段階と、木工芸品に装着された宝石または貴金属に付いた汚染物を取り除く汚染物除去段階を含む木工芸品の製造方法。
(もっと読む)
木質床材
【課題】 中塗り塗料中にアルミナ、グリーンカーボン等の研磨剤を必要とせずとも、耐磨耗性及び透明性に優れる塗装表面を有する木質系の床材を提供する。
【解決手段】 木質基材(A)、下塗り層(B)、中塗り層(C)及び上塗り層(D)を有する木質床材であって、中塗り層(C)が、多官能アクリレート系モノマー又はアクリレート系プレポリマー、粒径1〜50nmのシリカ及び光重合開始剤を含有する紫外線硬化型塗料の硬化皮膜で形成されたことを特徴とする木質床材。
(もっと読む)
ロール巻き化粧シートの枚葉自動貼方法と化粧シートの枚葉自動貼装置
【課題】 化粧シートを台板に貼り付けする方法において、ロール状の化粧シートを連続で貼り付けする方法では、ロール交換時に巻始めと巻き終わりの化粧シートが無駄になる。また化粧シートを一旦枚葉にカットしてから貼り合わせる方法では、工程や設備面積が増え、化粧シートによっては巻き癖の影響で生産性が低下する問題があった。
【解決手段】 化粧シートはロール状で供給可能とし、化粧シートの先端と台板先端を位置決めして挟み込んだ後、台板先端から後端に向けて化粧シートの貼り合せと接着を行い、台板後端で化粧シートを切り離すと同時に次の化粧シート先端を位置決め保持することで、台板の投入に応じた枚葉生産を可能とした。
(もっと読む)
木材難燃化用化粧シートおよび難燃化された木製化粧ボード
【課題】 可燃性の木製板を化粧しながらも難燃化するために用いられるシート(木材難燃化用化粧シート)、および当該化粧シートを用いることにより化粧とともに難燃化された難燃性の木製化粧ボードを提供する。
【解決手段】木材難燃化用化粧シートとして、少なくとも5μmの厚みを有する銅箔表面に、接着層およびシート状基材を介して、石灰含有組成物から形成される化粧層が200μm以下の厚みで積層されてなることを特徴とするシートを用いる。当該シートを貼着することで可燃性の木製板を、化粧しながら難燃化することができる。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
シミュレーション方法、シミュレーション装置およびシミュレーションプログラム
【課題】節を有する木材であっても適切な圧縮成形を行うことを可能にし、歩留まりの向上を実現することができるシミュレーション方法、シミュレーション装置およびシミュレーションプログラムを提供する。
【解決手段】記憶手段が記憶する画像データを読み出し、この読み出した画像データを用いた画像認識を行うことによってブランク材の表面に表出している節を検出し、節が検出された場合、記憶手段が記憶するブランク材の形状情報を参照することによって該節の形状を推定し、この推定結果に基づいて、該節の一部を含み、かつ該節の部分の厚さがブランク材を圧縮した後の厚さと略等しくなるようにブランク材の切削箇所および切削形状を決定する。
(もっと読む)
101 - 120 / 345
[ Back to top ]