
Fターム[2F062AA42]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 長さ、寸法 (723) | 深さ (34)
Fターム[2F062AA42]に分類される特許
1 - 20 / 34
触針式測定装置
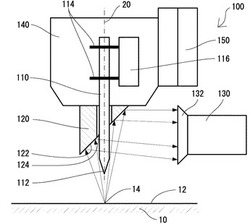
【課題】触針が測定点の直上に位置している状態において測定対象物の表面の測定点を実質的に真上から検知することを可能とする観察手段を備えた触針式測定装置を提供する。
【解決手段】触針式測定装置100において、長手軸線方向に延在する細長い触針110であって、測定対象物10の表面12の所定の測定点14に運ばれて同測定点14に接触するようにされる尖端部112を有する触針110と、該触針110の周囲の少なくとも一部に配置され、表面12の測定点14及び該測定点14の周囲からの光を受光する受光部130と、を備え、受光部130で受光した光に基づき、測定点14に対する尖端部112の位置決めを行う。
(もっと読む)
物品の表面性状判定方法

【課題】 物品の表面の筋目の存在を容易かつ精度良く判定できるようにする。
【解決手段】 第1工程で、物品の表面の位置に対する高さの関係を示す第1の曲線(粗さ曲線)を相互に平行な複数の測定ラインに沿って測定し、第2工程で、第1の曲線をフーリエ変換することで物品の表面の凹凸の周波数に対する振幅の関係を示す第2の曲線に変換し、第3工程で、複数の第2の曲線のピークの重なり状態に基づいて物品の表面に測定ラインに交差する方向の筋目が存在するか否かを判定するので、複数の測定ラインに沿って第1の曲線を求める始点位置がずれても筋目の存在を確実に判定することができ、しかも第2の曲線のピークの高さから筋目の深さあるいは高さを求めることができる。
(もっと読む)
ボールねじの測定装置および測定方法
【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
リード構造の算出方法
【課題】
少なくとも一部円筒状の加工品の表面粗さにおけるリード構造の算出方法を提供する。
【解決手段】
少なくとも一部円筒状の加工品の表面粗さにおけるリード構造の、本発明による算出方法では、対象となる加工品の表面領域に、この加工品の軸方向に延び、円周方向に互いに間隔をあけた複数の触針断面が実行され、この場合、触針断面によって得られる測定値に基づいて、リード構造の少なくとも1つのパラメータが算出される。本発明によると、第1触針断面に帰属する測定値に基づいて、リード構造の少なくとも1つのパラメータの推定値が算出され、この場合、少なくとも1つの第2触針断面に帰属する測定値に基づいて、この推定値が補正される。
(もっと読む)
素材小欠陥深さ測定器
【課題】素材表面等の穴欠陥深さ測定において、穴上面の位置を容易にかつ小形の道具で求める測定器を提供する。
【解決手段】穴周辺の健全な円筒面を利用し、欠陥部については穴がない場合に存在する部分的円筒面上にある任意の点を穴上点とし、当該点を通る円弧上にて、同点から等距離にある二点で円筒面に接する二個の磁石4と、二本のピン11を有する蝶番1とからなる機構を利用し、蝶番1中央下部に蝶番1から一定距離を尺3の先端で穴上点と決める。
(もっと読む)
玉型形状測定装置
【課題】レンズの溝に直接接触子を挿入し、レンズの溝形状に対しても測定を行い、溝が描く湾曲した3次元的な輪形状を測定し、正確な溝カーブ値を得ることができる玉型形状測定装置を提供すること。
【解決手段】レンズ(玉型Lm)の周面に周方向に向けて形成されたバンド配設溝Lgに当接させるバンド配設溝用測定子36eと、前記バンド配設溝用測定子36eを前記レンズ(玉型Lm)の周方向に移動させる測定子駆動装置Dと、前記バンド配設溝用測定子36eの移動位置を検出する三次元位置検出装置(リニアスケール24,リニアスケール40及び駆動モータ6のモータドライブ回路Pd1等を含む構成)と、前記バンド配設溝用測定子36eの移動位置を前記バンド配設溝Lgに沿って移動させたときの前記三次元位置検出装置(リニアスケール24,リニアスケール40及び駆動モータ6のモータドライブ回路Pd1等を含む構成)からの検出信号に基づいてバンド配設溝形状を求める演算制御回路52を備えている。
(もっと読む)
加工仕上げ面の検査システム及び検査方法
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
ピストン点検ゲージ
【課題】ピストンリングの合口の計測、ガス逃がし溝深さの計測、ピストンリングとピストンリング溝の隙間の計測を一つの用具又は治具で計測する。
【解決手段】本尺10の一端部にピストンリング4の合口寸法を計測するための物指し11をT字状になるように軸支し、前記本尺10の外側に本尺の長手方向にスライド可能な副尺12を嵌合し、該副尺の反物指し側にピストンリング溝34とピストンリング4の隙間35およびピストンリング4のガス逃がし溝9の深さを計測するための計測棒13を設けた。
(もっと読む)
内径測定装置
【課題】内径を測定して当該部位における磨耗部位(磨耗部位までの長さ)及び磨耗深さ(磨耗量)を簡単に測定できるようにする。
【解決手段】本体部1の長手方向に沿ってスライド可能に装設されかつ後端部側が本体部1の後端から延出された可動体5、可動体5の長手方向に沿って配設され前端部を可動体5の前端から所定の長さ延出して一方の測定端部9が形成された被測定物に対して内径の寸法を測定する測定目盛Y2を付した第2の測定手段8、本体部1の前端部に装設され第2の測定手段8の前端部を直交方向に曲折案内するとともに、一方の測定端部9を可動体5の長手方向に対して直交方向に指向する案内部材2、本体部1に前端部において第2の測定手段8の測定端部9と反対方向でかつ測定端部9と同一直線上に突出形成された他方の測定端部11aが形成された基準部材11とを備える。
(もっと読む)
へこみの測定方法およびへこみの分類方法
輸送コンテナの表面のへこみを許容可能または許容不可能分類として分類する方法が、許容可能分類に対応する許容可能なへこみの深さ範囲および許容不可能分類に対応する許容不可能なへこみの深さ範囲の少なくとも1つを計算するステップを含む。方法はさらに、へこみの深さを測定装置で測定するステップ、およびへこみを許容可能または許容不可能分類に分類するように、深さを許容可能および/または許容不可能なへこみの深さ範囲と比較するステップを含む。輸送コンテナの表面のへこみを分類する方法は、へこみの深さを測定するステップ、および深さを許容可能および許容不可能なへこみの深さ範囲と比較するステップを含むので、正確かつ繰り返し可能である。へこみを分類する能力によって、輸送コンテナの受取人は、許容可能および許容不可能分類のへこみを有する輸送コンテナを、それぞれ一貫して受領または拒絶することが可能になる。 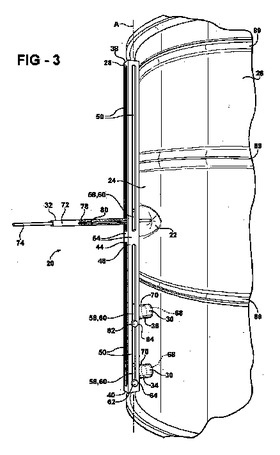 (もっと読む)
(もっと読む)
穿孔計測器具
【課題】形成された孔の深さと形状を簡単に計測でき、この後のアンカーボルト等の施工を適正に行えること。
【解決手段】アンカー孔に挿入され、アンカー孔の深さを計測する目盛102aを有する所定長さのゲージ102と、ゲージ102を移動自在に保持する中空の保持部101と、保持部101に設けられ、アンカー孔に挿入した状態でアンカー孔の幅方向に突出する付勢力を有する複数の位置決め部材105と、を備える。保持部101からのゲージ102の突出量に応じた目盛102aを見てアンカー孔の深さを計測できる。
(もっと読む)
ねじ形状測定方法
【課題】一般的な三次元測定機を利用してねじ形状の各種特性値の測定を行うことができるねじ形状測定方法を提供すること。
【解決手段】測定すべきねじ形状を有するワークが装着される三次元測定機と、この三次元測定機に装着される倣いプローブと、この倣いプローブに装着されかつワークに接触される接触部を有するスタイラスとを用い、前記倣いプローブの倣い測定軸線と前記ねじ形状の中心軸線とを合わせる軸合わせ工程(処理ST4)と、前記スタイラスを前記ねじ形状に接触させつつ前記倣いプローブを前記倣い測定軸線に沿って移動させる倣い測定工程(処理ST5、ST8)と、前記倣い測定で得られた測定データから前記ねじ形状の各種特性値を演算する演算工程(処理ST7、ST9)と、を実行する。
(もっと読む)
膜厚測定方法、及び磁気デバイスの製造方法
【課題】膜厚の測定精度を向上させた膜厚測定方法、及び磁気デバイスの製造方法を提供する。
【解決手段】基板Sの上にマスクパターンMを形成し、マスクパターンMを含む基板Sの上に膜厚T1からなる密着層L1と、測定対象層Lmと、測定対象層Lmよりも高い機械的強度を有して膜厚T2からなる保護層L2とを順に積層して積層膜L0を形成した。そして、マスクパターンMをリフトオフして積層膜L0に段差部10を形成し、段差部10の深さT0を触針法によって測定して測定対象層Lmの膜厚TmをTm=T0−(T1+T2)として得た。
(もっと読む)
浮腫測定用ゲージ
【課題】浮腫に形成された指圧痕の深さを定量的に測定することができ、測定及び携帯容易な浮腫測定用ゲージを提供する。
【解決手段】指圧痕30の周囲の頂部31に架け渡すように当接可能な平坦部位からなる頂部当接部14が設けられたゲージ本体11と、ゲージ本体11に移動可能に支持され、指圧痕30の中心部30aと当接可能な測定端部23が一端側に設けられ、測定端部23が頂部当接部14から直交方向に突出及び収容可能な測定用移動子12とを備えている。
(もっと読む)
寸法計測装置
【課題】例えば円錐面を含む穴の深さ位置を計測する寸法計測装置において、被測定穴の軸線と計測装置側の接触ステムの軸線の整列を確実に実施すること。
【解決手段】寸法計測装置は、スピンドル51を具備する直線寸法測定器50と、被測定物10に接する球状の先端部64を有する接触ステム60と、接触ステム60を支持するステム保持装置70と、直線寸法測定器50とステム保持装置70とを往復移動させる駆動部90と、を具備し、ステム保持装置70は、接触ステム60を測定軸線Ax方向に移動可能に支持する軸受部材71と、接触ステム60と軸受部材71とを互いに反対方向に付勢する付勢手段75と、軸受部材71の一端面72aに平行に対向するスラスト支持平面78aを有するスラスト支持部材76と、スラスト支持平面78aと軸受部材の一端面72aとの間に配設された複数の球体80と、を具備する。
(もっと読む)
穴の直径プロファイル計測のための方法および装置
穴の深さの関数として穴の口径を計測するための方法および装置が開示される。一実施例では、この装置は、直径プローブ感知軸に沿って第1の計測された口径データを生成するための直径プローブと、穴に平行な面に直径プローブ感知軸を位置決めするための脚部と、直径プローブに結合され、穴の中における直径プローブ感知軸の深さを示す第1の計測された深さデータを生成するための直線距離プローブと、穴の中への直径プローブの挿入の、直径プローブからの第1の計測された口径データと、直線距離プローブからの第1の計測された深さデータとを記録するためのデータ取得システムとを含む。  (もっと読む)
(もっと読む)
直動ベアリングの接続面段差の測定治具
【課題】ガイドレール等として使用される直動ベアリングの、その接続面段差の測定値を数値化することで測定の均一化を図り、簡易な装置で、かつ測定精度を向上させてベアリングレール接続面の段差を許容以下に抑えるようにした直動ベアリングの接続面段差の測定治具を提供すること。
【解決手段】直動ベアリングBのベアリングレールB1に跨るようにして嵌入し、かつ摺動移動する測定治具本体1に、ベアリングレールM1に形成した3側面のガイド用の軌道溝Ba、Bb、Bc内に測定子21、31、41が嵌入するようにして測定器2、3、4を配設する。
(もっと読む)
キー溝の検査方法及びキー溝の検査装置
【課題】本発明は、キー溝が加工公差内に加工されているか否かの判定作業を大幅に簡素化することができるキー溝の検査技術を提供することを課題とする。
【解決手段】キー溝の検査装置10は、基板11に左右2つ設け軸状ワークであるクランク軸12を仮受ける仮受け部13L、13Rと、基板11上に設け仮受け部13L、13Rに載せたクランク軸12の軸方向内側に押圧し軸方向の位置決めを行うと共に軸状のワークを回転可能に支える一対の心押し台14L、14Rと、基板11上に設け心押し台で支えたワークであるクランク軸12の回転方向の位置決めを行う位相ストッパ17と、クランク軸12を基板11に3つ設けクランク軸12のキー溝が加工公差内に加工されているかを判定する検査具80とを備える。
(もっと読む)
動物の口部基質測定のための方法および工具
軸部、および、近位端が軸部に取り付けられた細長い先端部を有する歯肉輪郭用プローブであって、先端部が、非平面的に曲げられる、および/または湾曲しており、かつ標識を有し、前記標識の数字および目盛が測定された長さを表示し、プローブが、少なくとも標識の数字および/または目盛により、ヒト以外の意識のある動物における歯の簡便な歯肉縁測定の使用に適合される歯肉輪郭用プローブを開示する。ヒト以外の意識のある動物の歯苔を定量化するための方法であって、(a)この歯肉輪郭用プローブの先端部を動物の歯の歯肉縁に位置合わせするステップと、(b)プローブの先端部上の標識を基準にして、縁の長さおよび縁にプラーク沈着物がある場合はそれの長さを測定するステップと、(c)プラーク沈着物の長さと縁の長さとを比較することによって歯に対してのプラークの評点を計算するステップとを含む方法を開示する。  (もっと読む)
(もっと読む)
タイヤ保全管理具
【課題】 自動車のタイヤの溝深さや空気圧を迅速に測定できるとともに、その状態を即刻判定できるタイヤ保全管理具を提供すること。
【解決手段】
測定器本体1に電源を有する電気回路が内蔵され、測定子4の突出長さが表示手段に明示されるとともに、所定の摩耗限度を境界にして前記電気回路に配設される検出部11に作用させ、該検出部11を介し測定子4の突出状態に連動して、タイヤの摩耗状態が前記検出部11の一である表示灯10の点灯、消灯及び/又はブザーの奏鳴によって知覚される。
また前記表示手段はデジタル表示及び/又は機械的に表示するスケール表示から成る。このほか表示手段が切り替えのスイッチ3を伴う前記デジタル表示から成るタイヤの空気圧測定部12が付加される。
(もっと読む)
1 - 20 / 34
[ Back to top ]