
Fターム[2F062JJ05]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 乗除算 (48)
Fターム[2F062JJ05]に分類される特許
1 - 20 / 48
表面性状測定機
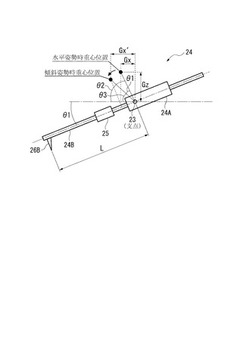
【課題】傾き角度を任意の角度に変更した場合でも正確な測定ができ、メモリ容量も少なく、新たなスタイラスの使用でもユーザに対する作業負担を軽減できる表面性状測定機。
【解決手段】質量の異なる第2測定アーム24Bが取り付けられた測定アーム24の種類毎に、測定アーム全体の質量M、支点(回転軸23)からスタイラス26Bまでのアーム長L、測定アームが水平姿勢時において測定アームの水平方向重心位置Gxおよび上下方向重心位置Gzを記憶した測定アームテーブルと、測定アーム指定手段と、検出手段の傾斜角度θ1を検出する傾斜角度検出器と、指定された測定アームのM、L、GxおよびGzを測定アームテーブルから読み出し、これらと傾斜角度検出器で検出された傾斜角度θ1とから、測定アームの水平姿勢時の測定力と測定アームの傾斜姿勢時の測定力との差を演算し、この差を補正値として測定力を調整する制御装置とを備える。
(もっと読む)
表面性状測定機

【課題】測定アームに最適な測定力を発生させる表面性状測定機を提供する。
【解決手段】表面性状測定機は、ブラケットに回転軸を支点として円弧運動可能に支持される測定アーム、測定アームの先端に設けられたスタイラス、及び、測定アームを円弧運動方向へ付勢するボイスコイルを備え、スタイラスに測定力を付与する測定アーム姿勢切替機構60を備えるスタイラス変位検出手段20と、制御部100と、を具備し、制御部100は、ヒステリシス誤差を取得するヒステリシス誤差取得手段124と、目標測定力を取得する目標測定力取得手段121と、目標測定力及びヒステリシス誤差に基づいて、測定力指令値を算出する指令値算出手段125と、測定力指令値に基づいてボイスコイルに電流を入力する駆動制御手段122と、を備える。
(もっと読む)
位置計測装置及び位置計測システム
【課題】本発明は、機動性に優れ、平坦でない計測基準面でも、高い精度で位置を素早く計測できる位置計測装置を提供する
【解決手段】カメラデータ計測装置1は、紐状体200の紐長変化量と紐状体の紐方向とを計測する位置センサ100と、両端が位置センサ100と撮影カメラ900とに接続された紐状体200と、紐長変化量及び紐方向に基づいて、撮影カメラ900のカメラデータを計測する演算装置300とを備え、演算装置300が、紐長初期値L0と位置センサ100で計測された紐長変化量ΔLとの和を紐方向での紐全長Lとして求め、求めた紐方向での紐全長Lを3次元方向成分に分解することで、撮影カメラ900の位置を示す3次元座標を算出する。
(もっと読む)
断面形状測定方法
【課題】定常状態で測定が行えるとともに、複数の断面形状が直接測定できる断面形状測定方法を提供すること。
【解決手段】 接触式のプローブ17を用いてワーク30の複数の測定位置S1,S2,…での断面形状F1,F2,…を測定する断面形状測定方法であって、測定位置S1,S2,…を通りかつワーク30を一巡する経路に沿ってプローブ17を移動させる際に、プローブ17を測定対象物の一周分である測定区間Enに所定の重複区間である加速区間Eaおよび減速区間Edだけ長い距離を加えて移動させるとともに、次の測定位置へとプローブ17を移動させる際の変移経路Emとし、プローブ17の移動方向を断面形状が隣接する連続方向Lに対して傾斜させて重複区間分を相殺する。
(もっと読む)
ボールねじの測定装置および測定方法
【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
R形状計測装置、R形状計測方法及びR形状計測プログラム
【課題】R1,000以上、特にR10,000以上の大径を有する被測定物のR形状を高精度に計測することができ、かつ、持ち運びができるようなR形状計測装置並びにR形状計測方法及びR形状計測プログラムを提供する。
【解決手段】被測定物上の少なくとも3点における座標値を測定する手段と、測定された前記座標値に基づいて、R形状の中心値(a,b)及び半径Rを、A=−2a、B=−2b、C=a2+b2−R2と置換した場合に、該A、B及びCのそれぞれを変数として、円の一般式の残差平方和を示す式を偏微分してなる連立方程式から取得するR形状算出手段と、を含む。
(もっと読む)
プローブの芯出し方法
【課題】補助試料の形状誤差や取り付け誤差による影響を低減可能で、芯出し誤差を定量的に算出しつつ、高精度かつ短時間で芯出しを行うことができるプローブの芯出し方法を提供する。
【解決手段】球体から成る補助試料30の中心が回転手段10の回転軸10a上に位置するよう、補助試料30を回転手段10に設置し、補助試料30の表面の座標をプローブ20で測定する。測定後、補助試料30をその半径以内の距離だけ、回転軸10aに対して垂直な方向に移動させる。回転手段10を回転させて90度間隔の4つの回転角度の位置で、移動させた補助試料30の表面の座標をプローブ20により測定する。その測定した座標と補助試料30の移動前に測定した座標とに基づいて、回転手段10の回転軸10aとプローブ20の先端の位置とのずれをベクトルとして求める。求めたベクトルに応じて、プローブ20の位置を調整する。
(もっと読む)
円筒体の円周寸法測定装置および円周寸法測定方法
【課題】円筒体の円周寸法(外周長)を簡単な方法でかつ精度良く測定することができ、このような測定作業の効率を向上させることができる円筒体の円周寸法測定装置および円周寸法測定方法を提供する。
【解決手段】円筒体の円周寸法測定装置10は、印刷用ロール50の外周面にそれぞれ当接されるべき2つの平面14を有し、これらの2つの平面14が所定の角度θをなして配置される本体部12と、印刷用ロール50の軸方向に直交する平面において本体部12の2つの平面14の交点Pから印刷用ロール50の外周面までの最短距離Yを測定する距離測定部20と、を備えている。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
歯車測定装置の校正方法
【課題】機械的な基準部材を用いることなく、測定子の位置の校正をする。
【解決手段】基礎円の接線方向走査方法により歯車の歯形を求めこのときの歯形こう配誤差α1と、基礎円の接線方向以外の走査方法により歯車の歯形を求めこのときの歯形こう配誤差α2との偏差である、歯形こう配誤差の差Δαを求める。歯形こう配誤差の差Δαと歯車の諸元を用いて、位置誤差Δxを求め、位置誤差Δxに応じて測定子の位置の校正をする。
(もっと読む)
触針式段差計による試料の表面形状の測定用の計測制御回路装置
【課題】
小型化、コストダウンができる、触針式段差計の針のとびを小さくする計測制御回路装置を提供する。
【解決手段】
被測定試料の表面に対して垂直方向に移動可能でしかも被測定試料の表面に沿って相対的に移動可能である探針と、探針に被測定試料の表面に対して垂直方向に向う針圧を作用させる針圧付加手段と、探針の垂直方向の変位を検出する差動トランスと、差動トランスの出力信号に基き探針のとびを検出すると共に探針のとびの検出に応じて針圧付加手段を制御して探針の針圧を増減する制御手段とを有する触針式段差計による試料の表面形状の測定用の計測制御回路装置において、差動トランスの一次側に印加される一次電圧と同じ周波数の信号を位相調整して参照信号を形成し、この参照信号と探針の垂直方向の変位を検出する差動トランスの二次側からの検出した信号とを掛算処理し、探針の垂直方向の変位値を表す信号を発生するデジタル信号処理装置と、針圧付加手段の力発生用コイルの電流値を制御する制御信号を発生する回路とが設けられる。
(もっと読む)
誤差伝播による出力データの精度評価方法
【課題】出力データの精度評価を、理論的で、簡単な計算で行え、計算量が少なく、収束計算を行う必要が無く、データ処理を行う多くのソフトウェアに適用可能であり、誤差の要因の分析、要因毎の大きさの比較等の多くの解析が可能となるようにする。
【解決手段】データ処理を入力データによって数値微分することで、データ処理のヤコビ行列Jを求める手順(ステップ110)と、入力データの持つ誤差の分散共分散を推定して、入力データの誤差行列Dを求める手順(ステップ120)と、前記ヤコビ行列J及び入力データの誤差行列Dより、出力データの持つ誤差の分散共分散を表す誤差行列Rを計算する手順(ステップ130)と、を含む。
(もっと読む)
球面ころ軸受の軌道輪の仕上げ加工方法及び球面ころ軸受の軌道面測定装置
【課題】軌道面2の軌道溝半径の中心を精度良く求めて軌道輪1を仕上げることのできる球面ころ軸受の軌道輪の仕上げ加工方法を提供する。
【解決手段】軌道輪1の軌道面2を、基準中心Kから所定の軌道溝半径Rとなる凹円弧面に機械加工する工程を含む、当該軌道輪1の仕上げ加工方法である。軌道輪1の縦断面と軌道面2との交差線上にあって軸方向の位置が異なる三カ所の測定点B0,C0,D0それぞれの座標を求め、測定点B0,C0,D0それぞれを中心とし前記所定の軌道溝半径Rと同じ半径を有する縦断面上の円B,C,Dを求める。複数の円B,C,Dの内の二つで一組の円の交点を求める処理を、複数組について行う。求めた複数の交点の重心Gを求めると共に、当該重心Gを軌道面2の軌道溝半径の中心として求め、この軌道溝半径の中心に基づいて機械加工を行う。
(もっと読む)
三次元測定機
【課題】測定条件を変更した場合であってもプローブの移動量を適切に補正することができる三次元測定機の提供。
【解決手段】三次元測定機は、一定の範囲内で移動可能に構成される測定子を有するプローブと、プローブを移動させる移動機構と、移動機構を制御する制御装置とを備える。制御装置は、移動機構の移動量、及びプローブの移動量に基づいて測定子の位置を算出する測定値算出部53を備える。測定値算出部53は、被測定物を測定するときの測定条件に基づいて、プローブの移動量を補正するための補正パラメータを算出する補正パラメータ算出部531と、補正パラメータに基づいて、プローブの移動量を補正する補正部532と、移動機構の移動量と、補正部532にて補正されたプローブの移動量とを合成することで測定子の位置を算出する移動量合成部533とを備える。
(もっと読む)
歯車の歯面形状の測定装置、測定方法、その方法を実現させるプログラムおよびそのプログラムを記録した記録媒体
【課題】歯車のかみ合い進行方向に沿う歯面形状を高精度に測定できる測定方法を提供する。
【解決手段】歯車のかみ合い進行方向に沿って歯面形状を測定する方法であって、かみ合い進行方向に沿って歯面形状の実測値を測定する工程(S60)と、実測値に以下の式で求められる補正値Ccompを乗じて歯面形状を算出する工程(S70)とを備える。
ただし、CCVは歯形方向の機械精度誤差に対する補正値、CLDは歯すじ方向の機械精度誤差に対する補正値、αは歯形方向とかみ合い進行方向とによって形成される角度、βは歯車の基礎円筒上ねじれ角を表す。
(もっと読む)
携帯端末、動作制御方法及びプログラム
【課題】 ユーザの利便性を低下させることなく容易に長さ測定を可能とする携帯端末を得る。
【解決手段】 本発明による携帯端末は、紐状体または帯状体のメジャーテープ5と、携帯端末内に回転可能に取り付けられメジャーテープ5を巻き取り巻き出し自在に保持するリール6とを有するメジャーを内蔵する。また、該携帯端末は、リール6の回転軸に接続されリール6の回転量に応じた信号を出力するエンコーダ7と、エンコーダ7からの該信号を基にメジャーから巻き出したメジャーテープ5の長さを算出する演算部11とを含む。
(もっと読む)
薄葉紙ロールの巻き長さ測定装置
【課題】薄用紙ロール製品における薄用紙の巻き長さを簡易に測定することができるようにする。
【解決手段】
薄葉紙ロールの管芯に挿通される支持ローラと、連続薄葉紙を巻取るための巻き取りローラと、巻き取りローラを支承して巻き取りローラに回転力を伝える一対の駆動ローラと、駆動ローラを回転駆動させるための駆動原と、支持ローラと巻き取りローラとの間に位置するガイドローラと、ガイドローラに周接するように配され、前記ガイドローラとの間を通る連続薄葉紙をニップするとともに、その連続薄葉紙の移動に伴って回転される測定ローラと、前記測定ローラの円周と回転数とに基づいて前記ガイドローラと支持ローラとの間を通過する薄葉紙の長さを算出する算出装置とを備える薄葉紙ロール製品の巻き長さ測定装置により解決される。
(もっと読む)
エキスパンションのべローズ肉厚測定装置
【課題】プラント運転中においてもエキスパンションのべローズ山部の肉厚と初期肉厚との肉厚比を測定可能とすることである。
【解決手段】エキスパンションのべローズ山部の肉厚比t/t0とエキスパンションのバネ定数比K/K0との関係曲線を予め記憶装置14に記憶しておき、バネ定数比算出手段13は、エキスパンションのべローズ谷部に配置された歪みセンサ11で検出したエキスパンションの軸方向または周方向の歪みと初期軸方向歪みまたは初期周方向歪みを用いて、バネ定数Kと初期バネ定数K0とのバネ定数比K/K0を算出し、肉厚比演算手段15は、バネ定数比算出手段13で算出されたバネ定数比K/K0及び記憶装置14に記憶した関係曲線に基づいてエキスパンションのべローズ山部の肉厚比t/t0を求め出力装置16に出力する。
(もっと読む)
部分測定を合成する形状測定方法
【課題】 従来、オーバーラップする領域で、測定のミスマッチを最適化していた。しかし測定データが3次元点列の場合オーバーラップ領域を求める時に大きな誤差が発生する。特に干渉計のような参照面を持たない座標測定装置では深刻な課題となる。
【解決手段】 一般に部分測定の合成はパラメータの最適化問題に帰着できる。本発明ではパラメータに次を採用する。(1)座標変換パラメータは被測定物を測定装置にセットする時に混入するセッティング誤差を測定データから除去することができる。(2)形状パラメータは被測定物全体の近似誤差形状を推定し測定データから除去することができる。その結果たとえ測定データが3次元点列であっても残差は小さくなる。小さな残差どおしを比較しても差は小さい。すなわちミスマッチを小さくすることができる。本発明によれば従来のオーバーラップという概念を使わなくても合成できるので従来技術の課題を解決できる。
(もっと読む)
ガタ量測定方法及び装置
【課題】微少なガタ量を明確化できるガタ量測定方法及び装置を提供する。
【解決手段】隙間4を持って嵌合する嵌合部材2と相手部材3との間のガタ量Gを測定するガタ量測定方法であって、嵌合部材2に対して相手部材3を隙間4を拡縮する一方向に移動させる押し行程を行った後に続けて相手部材3を反対方向に移動させる引き行程を行い、相手部材3の変位に対して相手部材3にかかる移動方向の荷重が引き側折り返し点e1と押し側折り返し点e4との間で変化するサイクルを検出し、このサイクルにて隙間移動時近似直線c4の引き側押圧移動時近似直線a4と押し側押圧移動時近似直線b4に対する二つの交点d1、d2をそれぞれ求め、ガタ量Gをこの交点d1、d2間の変位量として算出する。
(もっと読む)
1 - 20 / 48
[ Back to top ]