
Fターム[2F065AA23]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 長さ;径;間隙;深さ (3,606) | 2方向の (225)
Fターム[2F065AA23]に分類される特許
61 - 80 / 225
紙検知センサおよび紙検知方法
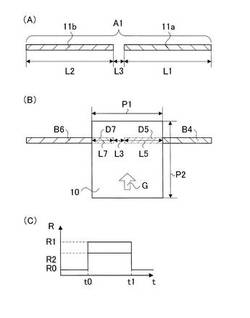
【課題】簡易な構造であり、簡易な方法で紙の検知が可能な紙検知センサおよび紙検知方法を提供する。
【解決手段】紙検知センサは、紙検知エリアにフォトレジスタ11a、11bが配置されており、前記フォトレジスタ11a、11bの抵抗値の変化にもとづいて紙の有無を検知する手段を備えた紙検知センサにおいて、前記紙検知エリアの幅が、前記紙が前記紙検知エリアに進入する時に占有する幅以上であり、前記紙検知エリア内の、あらかじめ決められた一つの基準位置より、前記紙の進入方向に対しほぼ垂直方向の一方の端部に渡って、第1のフォトレジスタ11aが配置されており、前記基準位置より、前記紙の進入方向に対しほぼ垂直方向の他方の端部に渡って、前記第1のフォトレジスタ11aとは独立して、第2のフォトレジスタ11bが配置されている。
(もっと読む)
部品の実装装置および部品の実装方法

【課題】実装対象の部品を接合用材料を間にして所定の実装領域に搭載した際に、接合用材料の所定状態を安定的に得るための部品の実装手法を提供する。
【解決手段】部品の実装工程では、接合用材料形成工程S1と、部品搭載工程S2と、はみ出し状態検出工程S3と、形状パターン更新工程S4とを含む。接合用材料形成工程S1では、部品の実装領域に、接合用材料を、所定の形状パターンでもって形成する。部品搭載工程S2では、実装領域に接合用材料を間にして部品を搭載する。はみ出し状態検出工程S3では、部品搭載後に、実装領域から実装領域の外側にはみ出している接合用材料のはみ出し状態を検出する。形状パターン更新工程S4では、実装領域に形成する接合用材料の形状パターンの設定を、検出された接合用材料のはみ出し状態に応じた形状パターンに更新する。
(もっと読む)
球状体の直径不同の測定方法、選別方法および選別装置
【課題】 高速生産される球状体の直径不同を、生産速度に合わせて迅速、正確かつ安価に測定する方法と、その測定方法を用いた球状体の選別方法及び選別装置を提供する。
【解決手段】 揺動している球状体11の外形画像を、垂直方向と水平方向から複数回撮影する。(ア)垂直方向から撮影した画像について、各画像における直径の最大値(最大径)を求め、全画像を通して最大径の最大値(直径最大値)を求め、最大直径dmaxとする。(イ)水平方向から撮影した画像について、各画像における直径の最小値(最小径)を求め、全画像を通して最小径の最小値(直径最小値)を求め、最小直径dminとする。(ウ)最大直径dmaxと最小直径dminとの差、Δd=dmax−dminを直径不同とする。
(もっと読む)
欠陥検出感度評価用パターンの欠陥サイズ算出方法及び感度表作成方法
【課題】マスク欠陥検査装置の欠陥検出感度を評価するために用いられる評価用マスクに作り込まれた評価用パターンの欠陥サイズを精度良く算出することが可能な欠陥検出感度評価用パターンの欠陥サイズ算出方法及び感度マスクの作成方法を提供する。
【解決手段】感度マスクに設計寸法で形成された基準パターン11sの寸法A2と、基準パターン11s周辺に形成された周辺パターン12sの寸法B2と、設計寸法から所定寸法だけ異なるように作り込まれた評価用パターン11の寸法A1と、評価用パターン11周辺に形成された周辺パターン12の寸法B1とを測定する。寸法B1に対する寸法B2の比率を評価用パターン11の寸法A1に乗算した値と基準パターン11sの寸法A2との差分を、評価用パターン11の欠陥サイズとして算出する。
(もっと読む)
ハイパーレンズ及びそれを用いた光学顕微鏡システム
【課題】ハイパーレンズを用いてサンプルの光学特性の波長依存性の情報を入射光の波長以下のサイズで得る。
【解決手段】複数の光源波長と各光源波長に合わせて設計・作製したハイパーレンズ1007をレーザ顕微鏡のレンズホルダ1001に配置する。被観察物体の色素1006をサンプルホルダ1005に並べ、光源部1003からの入射光1008を入射し、ハイパーレンズ1007を通過した光を顕微鏡307で受け、CCDカメラ309で観測する。光源波長毎に複数のサンプル像を取得し、複数のサンプル像を位置あわせ・強度合わせして重ね合わせる。
(もっと読む)
基板の性質を測定する方法、スキャトロメータ、及び、リソグラフィ装置
【課題】誤った低いオーバーレイ計算を識別する方法を提供する。
【解決手段】スキャトロメータで1次回折次数と0次回折次数の両方が検出される。1次回折次数はオーバーレイエラーを検出するために使用される。その後、これがバイアスより大きくしかし回折格子のピッチより小さい大きさの誤ったオーバーレイエラー計算である場合、フラグを立てるために0次回折次数が使用される。
(もっと読む)
物体認識方法
【課題】精度良くワークの位置を検出する方法を提供する。
【解決手段】第1パターンが形成された容器上に第1パターンの内側を目標にして四角板を配置するワーク配置工程と、第1パターンと四角板とを撮像して画像データ47を取得する撮像工程と、画像データ47における第1パターン像49と四角板像48との相対位置を分析して四角板の姿勢を認識するワーク認識工程と、を有する。そして、第1パターンは四角板の外形形状を囲むパターンに形成されている。
(もっと読む)
管状品の内表面検査方法
【課題】管状品の内表面検査を行うに際に、カメラおよび光源の設置スペースを最小限に抑えつつ、有害な凹凸欠陥と無害な模様を確実に判別し、凹凸欠陥のみを検出することができる内表面検査方法を提供する。
【解決手段】管状品の中心軸に対して傾斜した光学中心軸を有し、管状品の開口端から管状品の内表面の所定領域を撮像するカメラと、カメラの光学中心軸および管状品の中心軸を含む面を挟んで対称に配置され、開口端から所定領域を照明する一対の光源と、を用い、光源からの照明を順に切り替えて同一の所定領域をカメラにより撮像し、それぞれの画像の同一画素間で濃淡の差分を演算し、その濃淡差分の情報に基づいて、凹凸欠陥5、6により出現した影5a、5b、6a、6bを認識し凹凸欠陥5、6を検出する。
(もっと読む)
ボタンの表裏判別装置
【課題】外周縁の断面形状が表裏で異なるボタンの表裏を確実に判別することのできるボタンの表裏判別装置を提供する。
【解決手段】ボタンBが載置される載置面Waと、載置面Waに斜光Laを照射する斜光照明装置7と、記斜光Laが載置面Waに照射された際に、載置面上に形成されるボタンBの影が投影されるように、複数の受光素子が配列されて載置面Waに埋設されたイメージセンサ3と、イメージセンサ3の出力電圧を所定の検出レベルと比較することにより、ボタンBの影を検出する検出手段16と、検出レベルを、斜光照明装置7からのイメージセンサ3の各受光素子の距離に応じて斬減するように設定する検出レベル設定手段19と、斜光Laを照射した際に、前記検出手段16で検出された影の長LSさに基づいてボタンBの表裏を判別する制御手段5とを設ける。
(もっと読む)
寸法測定装置
【課題】搬送する物品の載置状態や搬送速度が一定でない場合でもそれに影響されることなく、搬送中の物品の寸法を正しく測定することができる寸法測定装置を提供する。
【解決手段】物品を搬送する搬送装置を備えた寸法測定装置であって、前記搬送装置の搬送方向に沿って所定間隔をおいて配置され、該搬送装置で搬送される物品を検出する複数個の物品検出センサと、前記搬送中の物品の所定位置の両側端部を検出する側端部検出センサと、前記側端部検出センサの一定時間間隔で検出した信号について、一つの物品検出センサが物品を検出してから次の物品検出センサが前記物品を検出するまでの信号を前記の物品検出センサ間の距離に応じた位置に記憶し、少なくとも物品の側端部を前記側端部検出センサが検出しなくなるまで記憶するメモリと、前記メモリのデータから物品の外形寸法を算出する寸法算出手段と、を備える。
(もっと読む)
エッジ検出装置及びこれを用いた工作機械、エッジ検出方法
【課題】シルエットとして投影できない形状のエッジでも、非接触で、加工途中のワークなどを精度高く、かつ、リアルタイムで輪郭形状を数値的に測定可能とする光学的なエッジ検出装置を提供すること
【解決手段】本発明のエッジ検出装置は、投影光学系の光軸16aと平行な光線を遮光するアンチピンホールフィルタ25を備えた投影光学系と、投影光学系の光軸16aと一定の偏角θをもって配設された光源モジュール11と、撮像素子26と、コンピュータとを備え、光源モジュール11の平行光に照射されたワーク17からの反射光による投影画像を撮像素子で撮像し、エッジ近傍の信号強度を判定し、2本の帯状の高輝度の部分に挟まれた低輝度の線状部分をエッジと判定する。そのため、ワークのエッジを正確に検出でき、これを画像処理により数値処理することでCADやNC制御と連動させることができる。
(もっと読む)
異物検査装置及び検査方法
【課題】透明平板基板の表裏に存在する微細な異物を光散乱方式により高感度に検出するとともに、異物が表裏のいずれに存在するかを確実に判別することができる異物検査装置及び検査方法を提供する。
【解決手段】透明平板基板に投光系により検出光を照射し、前記透明平板基板に存在する異物による散乱光を受光系により受光して前記異物の存在を検出する異物検査装置において、前記透明平板基板の表面に前記透明平板基板の基板法線に対して所定の入射角で前記検出光を照射する投光系と、前記表面側に設けられ、前記検出光の照射点を基準として、前記投光系と略対称の位置に設けられ、前記検出光が異物に照射された際の散乱光を受光する第1の受光系と、前記表面側で、前記検出光の照射点のほぼ頭上に設けられ、前記散乱光を受光する第2の受光系とを備える。
(もっと読む)
ウェーハを検査するためのシステム及び方法
【課題】 ウェーハを検査するための方法およびシステム。
【解決手段】 このシステムは、光検査ヘッド、ウェーハテーブル、ウェーハスタック、XYテーブルおよび振動絶縁装置を含む。光検査ヘッドは、複数の照明器、画像収集装置、対物レンズおよび他の光学部品を含む。このシステム及び方法は、明視野画像、暗視野画像、3D形状画像および検査画像の収集を可能にする。収集画像は、画像信号に変換され、かつ処理のためにプログラマブルコントローラに伝送される。ウェーハが動いている間、検査が実行される。収集画像は、ウェーハ上の欠陥を検出するための基準画像と比較される。基準画像を作り出すための例示的な基準作成プロセスおよび例示的な画像検査プロセスもまた、本発明によって提供される。基準画像作成プロセスは、自動プロセスである。
(もっと読む)
ねじパラメーター測定の方法及びデバイス
空間座標系(X’、Y’、Z’)を規定するねじ付きの物体の形状を取り込む光学センサー(5)を組み入れている、空間基準システム(X、Y、Z)を規定する、測定デバイス(1)を用いて、該測定デバイス(1)は該空間基準システム(X、Y、Z)内で該ねじ付き物体を表す2次形式を記述する第1マトリックスを組み立てるコンピュータを有し、かくして該2つの空間座標系間の関係を提供する、該測定デバイスによるねじ付き物体(3)のねじパラメーターの測定方法。該方法はa)該ねじ付き物体上で該少なくとも1つの光学センサー(5)の少なくとも1つの軌跡を事前規定する過程であって、該軌跡に沿って該測定点が、該測定点の値で評価された該マトリックスが、該マトリックスが最大階数を有する条件を満足させるよう選択される、該事前規定する過程と、b)該少なくとも1つの光学センサー(5)により前記少なくとも1つの軌跡に沿う第1走査動作を行い、該事前規定された測定点のデータを取り込む過程と、c)これらのデータを該第1マトリックスに供給し、該第2空間座標系に対する該ねじ付き物体の相対位置を規定するために該第1空間座標系を該第2空間座標系に関係付ける軸変換マトリックスを計算する過程と、d)該第2空間座標系から取り込まれた全データを該第1空間座標系へ変換するために該軸変換マトリックスを使用する過程と、を具備する。 (もっと読む)
印刷位置ずれ検査装置および方法
【課題】全印刷物の品質保証を行うことができ、不良印刷物を特定し除去することができる印刷位置ずれ検査方法と装置を提供する。
【解決手段】タイミングマーク、見当マーク、印刷番号を含む固定情報が予め印刷された印刷物に対して、見当マークを含む可変情報を印刷して得た印刷物における印刷位置ずれ検査方法であって、走行する印刷物に印刷されたタイミングマークを検出するタイミングマーク検出過程と、その検出のタイミングで瞬間発光し固定情報と可変情報の見当マークと印刷番号が隣接して印刷された見当マーク領域を照明する瞬間発光過程と、瞬間発光したときの見当マーク領域を撮像することにより撮像画像を得る撮像過程と、撮像画像に基づいて印刷位置ずれ量と印刷番号とを取得し紐付けして検査情報ログとして保存する検査情報ログ保存過程とを有する。
(もっと読む)
カメラ装置
【課題】 顧客に適合した衣服等の商品のサイズ分類に必要なデータを作成し得るカメラの提供
【解決手段】 カメラ1は、販売員等が、顧客を任意の異なる角度で複数枚撮影すると、それらの視差や、被写体人物とカメラの距離から3次元形状データを生成する3次元形状データ生成部13と、生成された3次元形状データから顧客の体型を取得し、標準体型データベース20を検索して顧客の身体各部の寸法(サイズ)を取得する体型取得部14を備え、その顧客に適合する衣服等のサイズ分類や各部位の寸法等をサイズデータベース30から得て、表示する。
(もっと読む)
アライメントマーク画像認識装置およびアライメントマーク画像認識方法
【課題】アライメントマークに付着した異物の存在を検出し、検出された異物の影響を排除してアライメントマークの重心を決定する。
【解決手段】2値化された画像データから、アライメントマークの画素値とは異なるマーク非対応画素値で形成されるマーク非対応領域の特徴値を算出する領域特徴値算出手段103と、領域特徴値算出手段103が算出したマーク非対応領域の特徴値がしきい値の範囲内に入っているか否か判定する判定手段104と、判定手段104がマーク非対応領域の特徴値がしきい値の範囲内に入っていると判定した場合に、そのマーク非対応領域の画素値をアライメントマークの画素値であるマーク対応画素値に変換する画素値変換手段105と、画素値変換手段105が変換処理を実行した後のマーク対応画素値で形成される領域をアライメントマークと見なして重心を決定する重心決定手段106とを備えている。
(もっと読む)
熱交換器のチューブ抽出検査方法及び装置
【課題】フィン(13)とチューブ(12)を具備する熱交換器のコア(11)の外観検査方法及び装置を提供する。
【解決手段】フィン(13)とチューブ(12)を具備する熱交換器(10)のコア(11)の外観検査装置であって、該外観検査装置が、撮像手段(3〜5、7)と画像処理装置(2)を具備しており、撮像データを平均化処理と動的2値化処理をしてチューブの画像のみを取り出す画像処理手段と、取り出された前記チューブの画像に対して、チューブの幅方向の中心座標からなるチューブ長手方向に亘る中心軸を求める演算手段と、求められた前記中心軸を、基準値と比較することでチューブ長手方向に亘る最大変位(ΔT)を求め、前記最大変位(ΔT)が、所定の閾値(c1)以上の場合に、チューブ不良と判別する判別手段とからなる熱交換器のコアの外観検査装置。
(もっと読む)
ホイールの位置および方向を動的に測定する方法
【課題】車両の車体に対するホイールの位置および方向を、車両の挙動に対する影響を実質的に少しも受けることなく、きわめて正確な方法で測定すること。
【解決手段】本発明によれば、少なくとも1つのカメラ・ユニット1を有する光学測定システムを用いて、車両の第1の要素3の、この第1の要素3が移動可能に取り付けられた車両の第2の要素2に対する位置および/または方向を測定する方法であって、一直線上にない少なくとも3つの基準点4、5、6をこれらの要素の一方3に設け、これらの基準点4、5、6をカメラ・ユニット1で感知する装置および方法が提供される。前記カメラ・ユニット1がもう一方の要素4に対して固定して取り付けられ、前記基準点4、5、6の位置が、前記光学測定システムを用いて、これらの基準点4、5、6を設けた要素3の連続する位置および/または方向のために測定される。
(もっと読む)
多面外観検査装置
【課題】被検査物体の6面が隙問なく整列配置され、電子カメラによる撮影面の広がりを最低限度に抑制した、小型コンパクトな多面外観検査装置を提供する。
【解決手段】透明体は観察平面部から入光した光源からの照明光を直交反射して、不透明体である被検査物体の上下左右の周面を照明する4個の斜面と、照明光を2度にわたって直交反射して被検査物体の背面を照明する対向斜面を備え、収納凹部の底面寸法と深さ寸法は被検査物体の外のり寸法が最大である場合の背面寸法と高さ寸法に相当し、少なくとも被検査物体の複数面は収納凹部の内壁に接触するようにして投入され、電子カメラは観察平面部に整列投影された被検査物体の複数面の外観を撮影し、画像処理装置によって被検査物体に外観上の特異性があるかどうかが判定される。
(もっと読む)
61 - 80 / 225
[ Back to top ]