
Fターム[2F065SS04]の内容
光学的手段による測長装置 (194,290) | 指示;記録 (4,025) | 指示、記録内容 (1,715) | 等級;良、不良 (354)
Fターム[2F065SS04]に分類される特許
1 - 20 / 354
端子検査装置及び端子検査方法
【課題】二股形状端子の側面の状態が変化した場合であっても高精度に先端部の間の隙間距離を測定することが可能な端子検査装置、及び端子検査方法を提供する。
【解決手段】二股形状端子の長手方向に対して平行となる軸方向から、該二股形状端子に向けて青色光を照射し、且つ、軸方向に対して所定角度傾斜した方向から二股形状端子に向けて赤色光を照射する。そして、二股形状端子に照射された青色光、及び赤色光をカメラ14にて撮影し、撮影した画像から青色光、赤色光を抽出する。この抽出結果に基づいて、二股形状端子の側面状態に応じた適切な隙間演算プログラムを選択し、この隙間演算プログラムを用いて二股形状端子の隙間距離dを求める。
(もっと読む)
回転機ギャップ計測装置

【課題】画像処理により直接的にギャップを計測し、また、異常を検出した場合の保守作業員の目視による確認作業の手間を省くことを可能とする。
【解決手段】カメラ1で、照明器具2により照らされた回転機のギャップ14を撮影し、撮影した画像データは画像伝送器4によって電気信号から光信号に変換され、光ケーブル8を通り情報装置盤6内の画像伝送器5に送信される。送信された光信号は、画像伝送器5において電気信号に再び変換され、画像伝送器5から画像解析装置7に送信される。画像解析装置7では画像伝送器5から送信されてきた画像データを基にギャップ14の計測を行い、計測した情報はネットワーク13a経由で遠隔地にある監視装置13bへ送信される。これによって、監視装置13bにより確認することができる。
(もっと読む)
樹脂製保持器の欠陥検査装置及び欠陥検査方法
【課題】樹脂製保持器に対して高精度に欠陥等を検出することができる樹脂製保持器の欠陥検査装置及び欠陥検査方法を提供する。
【解決手段】転動体7が保持されるポケット8を周方向に沿って複数個有する樹脂製保持器1の欠陥を検査する。樹脂製保持器1をその軸心廻りに回転駆動させつつ、樹脂製保持器1のアキシャル方向及び/又はラジアル方向の変位を検出し、この変位量に基づいて良品判定を行う。
(もっと読む)
缶口金の加締不良検出方法及び検出装置
【課題】金属缶の天板部材に注出口として加締装着した口金について、加締装着を終えた段階で加締不良を迅速かつ確実に検出する手段を提供する。
【解決手段】天板部材11の口金2装着部分の全体に無影光を照射して稜線及び谷の輝度が同心円状に分布するように撮像し、画像処理装置4により、撮像した画像から、環状加締部3の稜線R1,R2を切り出し、稜線R1,R2に対応する近似真円C1,C2を演算して作定し、近似真円C1,C2と切り出し稜線R1,R2とに囲まれた領域Z1,Z2の面積を算出し、算出面積と設定した判定基準面積とを比較演算し、算出面積が判定基準面積以上である場合を加締不良と判定する。
(もっと読む)
電子測定器
【課題】測定対象物の寸法を電子的に測定可能な電子測定器を提供する。
【解決手段】等ピッチで1列に並べられた受光素子アレイ20と、受光素子アレイ20に結像するレンズ系16と、測定対象物25へ光を照射する光源26と、測定対象物25から反射した光を受光素子アレイ20により受光して出力されるアナログ信号をディジタル処理する信号処理部28と、信号処理部28によって得られたディジタル計数値DSを表示する表示部12とを備え、ディジタル計数値DSにより、測定対象物25の大きさを表示することを特徴とする電子測定器10。
(もっと読む)
欠陥検査装置
【課題】製造ラインを連続して搬送される開口を塞ぐシール部を有する被検査物に対して、特殊領域特定のために準備工程を必要とせず、検査時間の大幅な短縮が可能な、効率の良い検査性能に優れた検査装置を提供する。
【解決手段】容器を搬送する手段と、第一の光学手段と、第一の光学手段の容器搬送方向の下流に設けられた第二光学手段と、第一の特殊領域特定手段と、第一の特殊領域に基づいてシール部の液漏れ欠陥を検出する第一の検査手段と、前記エッジ座標と、第一の撮像手段と第二の撮像手段の取り付け角度の角度差と、第一の撮像手段と第二の撮像手段から得られた撮像画像における検査領域の中心座標から、第二の撮像手段によって得られた画像の第二の特殊領域を特定する第二の特殊領域特定手段と、第二の撮像手段によって撮像した画像の第二の特殊領域に基づいて容器の異物欠陥を検出する第二の検査手段と、を備えたことを特徴とする欠陥検査装置。
(もっと読む)
形状測定装置、形状測定方法、構造物製造システム及び構造物の製造方法
【課題】測定対象物の形状を高精度で測定できる形状測定装置、形状測定方法、及び構造物の製造方法を提供すること。
【解決手段】被測定物に所定の光量分布を有するパターン光を形成する照明部と、光が被測定物に照射される照射方向と異なる方向から被測定物に照射されたパターン光の像を撮像する撮像素子を含む撮像部と、像の撮像信号を評価する評価部と、評価部の評価結果に基づき撮像部の撮像結果に対して所定の処理を行うことで被測定物の位置情報を算出する処理部と、を備える形状測定装置に関する。
(もっと読む)
遊戯板の障害釘の高さ検査装置および検査方法と遊戯盤
【課題】遊戯盤に植設される釘は植設される位置、および高さが所定の範囲内でなければならない。しかし、所定の高さより高い釘を見つける方法は、すでに開示されているが、所定の高さより低い釘を高速にしかも釘にダメージを与えることなく見つけるのに、適した方法はなかった。
【解決手段】前記遊戯盤を所定の速度で搬送する移送手段と、前記遊戯盤の垂直方向に視軸が配置された第1のラインセンサと、視軸が前記第1のラインセンサの視軸から所定の角度傾き、かつ前記視軸が前記第1のラインセンサの視軸と交わる交線が、前記遊戯盤の前記釘の頭と同じ高さに配置される第2のラインセンサと、前記釘の頭を前記第1のラインセンサが撮影した地点と前記第2のラインセンサが撮影した地点の間の距離に基づいて、前記釘の高さを算出する制御装置を有する検出する検査装置。
(もっと読む)
3次元計測装置と3次元計測方法
【課題】ライン光が撮影手段に向けて正反射されることがなく、撮影が困難になることを防止する。
【解決手段】被検査体1にライン光4を照射して両者を相対移動させながら撮影手段26で撮影することにより、光切断法によって被検査体1を3次元計測することができる。上記被検査体1は、ワークに予め定められた配列方向Aに配列して設けられた複数の凹凸状部分3を有しており、この凹凸状部分3は、上記配列方向Aと直交する方向の直線部分3aを有している。上記ライン光4の相対移動方向Bと、この相対移動方向に対するライン光の角度θとは、該ライン光4が上記直線部分3aに対して斜めに交差して照射されながら相対移動されるように予め設定されている。
(もっと読む)
ホースクリップ組付け状態検査方法
【課題】ホースクリップが周方向の所定位置に組付けられているかどうかを容易に管理することが可能なホースクリップ組付け状態検査方法を提供する。
【解決手段】ゴムホース及びこのゴムホースに組み付けられたホースクリップをカメラで撮像する工程と、これらのゴムホース及びホースクリップの画像を検査パターンに画像処理する工程と、この検査パターンを、予めホースクリップの合格パターンとして記憶されたホースクリップの所定周方向組付け位置のパターンと比較する工程と、ホースクリップの周方向組付け位置の合否を判定する工程と、を備える。
(もっと読む)
円筒部材の検査法および検査装置
【課題】被検査対象物であるワークに対して加工したり、他の部位を装着したりすることなく、ワーク全周の疵を安定して検出することが可能な検査方法および検査装置を提供する。
【解決手段】ワークWの円筒面を検査部4にて検査するための検査装置および検査方法である。回転軸心L1,L2が相互に平行に配設されている一対の回転軸11,12にてワークを支持させた状態で、回転体11,12をワークに接触させる。一対の回転軸11,12を回転駆動させることにより、回転体31をワークとともに回転させる。回転軸11,12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転する基準時間での回転体31の回転状態を検出する。回転状態に基づいてワークWと回転軸11,12との間に滑りがあるか否かを判断しつつ、ワークWの画像を撮像する。
(もっと読む)
シート状部材の巻き付け状態の検査方法及び検査装置
【課題】成形ドラムに巻き付けられたシート状部材の巻き付け状態を精度良く測定する。
【解決手段】ドラム周方向Cに沿った検出範囲Dを持つ二次元レーザセンサ12を用い、成形ドラム50をドラム幅方向Xに移動させながら、成形ドラム50に巻き付けられたシート状部材70に対し、シート状部材70の全幅を含む範囲で二次元レーザセンサ12によりレーザ光Lを照射して、反射面までの距離データを取得し、得られた距離データに基づいてシート状部材70の幅方向両端部78,80の位置を求める。好ましくは、成形ドラム50の全幅を含む範囲で上記距離データを取得し、成形ドラム50の幅方向両端部62,64の位置も求めることである。また、シート状部材70の接合部76が二次元レーザセンサ12の検出範囲D内に入るように位置合わせした上で、上記距離データを取得して、接合部76を検査することが好ましい。
(もっと読む)
検査結果表示装置、基板検査システムおよび検査結果表示方法
【課題】不良が生じている検査ポイント、および正常な検査ポイントを確実かつ容易に認識させる。
【解決手段】検査結果表示装置2は、個別的に付与された基板情報が二次元コードによって基板表面に記されると共に各検査ポイント毎の検査結果データD1が基板情報に関連付けて記録されている被検査基板10を撮像して撮像データD2を出力する撮像部21と、データD2に基づいて、データD2の画像内における二次元コードの位置決め用シンボルの位置を特定すると共に、被検査基板10における位置決め用シンボルと各検査ポイントとの位置関係を特定可能な位置データD0に基づいてデータD2の画像内における検査ポイントの位置を特定し、かつ、データD1に基づいて特定した各検査ポイント毎の検査結果を示す結果表示をデータD2の画像内における検査ポイントの位置に重ねた検査結果表示画面を表示部24に表示させる処理部25とを備えている。
(もっと読む)
孔形状検査方法および孔形状検査プログラム
【課題】被検出形状に縁部における輝度変化を除去し、欠けや異物の検出を確実に行える孔形状検査方法および孔形状検査プログラムを提供する。
【解決手段】孔形状良否を判定する孔形状検査方法およびプログラムであって、前記孔の孔形状撮像工程と、前記孔形状画像の2値化画像形成工程と、前記孔の面積が既定値であるかを判定する孔面積判定工程と、前記孔の内形状の孔重心を求める孔重心演算工程と、前記孔形状画像に前記孔重心を中心とする同心フィルターをかけ、前記孔重心を中心とする同心形状上の画素の平均輝度と、1画素の画素輝度と、の差によるフィルタリング画像形成工程と、前記フィルタリング画像の2値化フィルタリング画像形成工程とを有し、前記2値化フィルタリング画像の画素数が所定の値以下である場合、前記孔を良品と判定する良否判定工程を有する孔形状検査方法、およびその検査方法をコンピューターに実行させるプログラム。
(もっと読む)
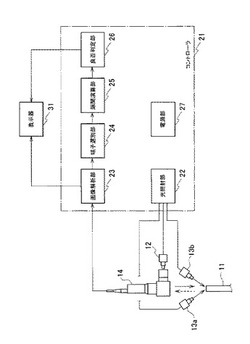
錠剤検査装置及びPTP包装機
【課題】錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
(もっと読む)
すき入れ位置検査方法
【課題】 すき入れ及び紙端を鮮明に撮像し、すき入れが施された位置をばらつきが生じることなく高い精度で測定する検査方法を提供する。
【解決手段】
あらかじめ紙端撮像ラインカメラの撮像条件を紙端が鮮明に撮れる撮像条件に設定し、すき入れ撮像ラインカメラの撮像条件をすき入れが鮮明に撮れる撮像条件に設定した後、各ラインカメラにおいて紙端画像とすき入れ画像とをそれぞれ取得し、紙端画像から紙端を示す座標を検出し、すき入れ画像からすき入れを示す座標を検出し、紙端の座標からすき入れの座標までの距離を算出した後、算出した各座標間の距離が許容範囲か否かを判定してすき入れが形成された位置の合否判定を行う。
(もっと読む)
塗布位置検査装置及び方法並びにプログラム
【課題】自動的に基準軌跡の抽出と許容領域の生成とを実行することができ、容易に部品形状の変更に対応することができる塗布位置検査装置を提供する。
【解決手段】シール剤Sが塗布されたワークWを撮像する撮像装置2と、撮像装置2によって撮像された撮影画像から、シール剤Sの塗布軌跡を抽出する軌跡抽出部4−1と、所定の基準軌跡を記憶する記憶部5と、軌跡抽出部4−1により抽出されたシール剤Sの塗布軌跡が、記憶装置5に記憶されている所定の基準軌跡を中心とする許容領域内に収まっているか否かを判定する形状判定部4−2とを備える。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】PTPシートの製造過程における錠剤の欠け等の検査に際し、検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、目標となる錠剤の輪郭に関し、重心を原点とする各角度毎の複数の各点の接線の向き情報を目標向き情報として記憶しておき、検査に際し、抽出された錠剤の輪郭に基づき重心を特定するとともに、前記各角度毎の対応する各交点の接線の向き情報を求め、当該接線の向き情報と目標向き情報とを比較する。そして、1の交点の接線の向き情報が、対応する目標向き情報に対し許容範囲を逸脱している場合に、不良候補として判定する。
(もっと読む)
基板の外観検査装置および外観検査方法
【課題】微小な電子部品であっても、その外形を示すエッジを正確に検出することができる基板の外観検査装置および外観検査方法を提供する。
【解決手段】照明パターン選択手段(照明パターン選択部47)は、複数の方向からの照明光を同時に照射する照明パターン1と、照明パターン1よりも高い輝度で複数の方向からの照明光を別々に照射する照明パターン2と、から照明光照射手段(照明20)による照明光の照射パターンを選択し、画像取得手段(カメラ10)は、照明パターン2が選択された場合には、別々に照射された複数の方向別の照明光毎に画像を取得する。このようにして取得した画像には、電子部品の実装面に略平行な面(上面)および実装面に略垂直な面(側面)により形成されるエッジが、電子部品の側面からの拡散光によって電子部品の外形として表され、エッジ検出手段(エッジ検出部48)はこれらの画像から電子部品の外形を示すエッジを検出する。
(もっと読む)
帯状部材の継ぎ目形状測定方法とその装置及び変位量計測装置
【課題】測定装置もしくは帯状部材を移動させることなく、帯状部材の継ぎ目形状を精度よく測定する。
【解決手段】レーザー照射手段12によりカーカスプライ20の表面にコードの延長方向に直交する方向に延長するライン光を入射角45°で照射し、その反射光のうちの前面散乱光R1を撮影手段13で直接受光し、正反射光R2を第1の光学素子14で反射させ側面散乱光R3を第3の光学素子15で反射させてそれぞれ撮影手段13に受光させる構成とすることで、前面散乱光R1による画像である上面像G1と、正反射光R2による画像である正面像G2と側面散乱光R3による画像である側面像G3とを撮影し、撮影された上面像G1と正面像G2と側面像G3とを用いてカーカスプライ20の継ぎ目部分を含む照射部を3方位から見たときの変位量h1,h2及びh3を求め、変位量h1,h2及びh3を用いてカーカスプライ20の照射部の厚さを求める。
(もっと読む)
1 - 20 / 354
[ Back to top ]