
Fターム[2F069AA02]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 位置;座標 (1,122) | 1次元 (162)
Fターム[2F069AA02]に分類される特許
81 - 100 / 162
回転直線運動を検出するための測定システムおよび回転直線駆動装置
回転直線駆動装置用に一層正確な回転位置および直線位置の測定が提供されねばならない。このために、直線検出器(12)と回転検出器(20)とを備える測定システムが提案される。分離装置(11、14、17)が軸(10)の回転運動を直線運動から分離する。この分離装置(11、14、17)は、被測定軸(10)に直線的に強固に連結されかつ直線検出器(12)によってピックアップされる第1測定区域(11)と、被測定軸(10)に専ら相対回転不能に連結されかつ回転検出器(20)によってピックアップされる第2測定区域(17)とを有するか、または被測定軸に専ら直線的に強固に連結されかつ直線検出器によってピックアップされる第1測定区域と、被測定軸に相対回転不能に連結されかつ回転検出器によってピックアップされる第2測定区域とを有する。いずれにしても測定のため直線運動が回転運動から分離され、それぞれ高分解能の標準測定検出器を利用することができる。  (もっと読む)
(もっと読む)
バリ発生の検知方法

【課題】金型の構造上の影響を受けずに容易かつ安価にバリの発生を検知することが可能なバリ発生の検知方法を提供する。
【解決手段】固定型12に可動型16を密着させ所定の型締め力で保持した成形金型10内に材料を供給して加圧成形する際に発生するバリを検出するバリ発生の検知方法において、成形金型10内に供給した材料の加圧成形時に成形金型10の外側面の変位を測定し、変位が予め設定した基準値を超えた時点でバリが発生したと判断する。変位は成形金型10の可動型16の外側面における型締め方向の変位であることが好ましい。
(もっと読む)
列車位置検知システム

【課題】この発明の課題は、列車の位置を正確に検知する列車位置検出システムを提供することである。
【解決手段】外部から受ける外圧を測定する測定手段と、所定区間において外圧を受ける位置を位置情報として予め記録する記憶手段と、前記測定手段で測定した外圧に基づいて、前記記憶手段に記録されている前記位置情報のいずれの位置で前記測定手段が外圧を測定したかを判断する判断手段とを有する。
(もっと読む)
車体寸法測定方法及び車体寸法測定具
【課題】自動車の修理などに際し車体の変形、特に車体の各部における高さを測定する、新規な方法及びこの測定のために使用する、車体寸法測定具を提供する。
【解決手段】高さを測定するべき車体1の各部位の複数位置に目盛杆7を垂設するとともに、水平方向にレーザ光線を照射するレーザ光線照射装置8を配置する。レーザ光線照射装置から照射されたレーザ光線の目盛杆の照射位置を読み取ることによって、車体の複数位置における高さを測定する。車体寸法測定具5は、測定具本体6の上面に、基準孔に挿入するアタッチメントを突出させるとともに、測定の基準面となる測定具本体6の上面と面一の状態で車体に着磁させるための磁石を装着し、測定具本体6の下部に目盛杆7を垂設させる。
(もっと読む)
XYステージ
【課題】 バーミラーが大きく撓んでいる場合には、それを検出して、異常として操作者に通知することで、異常時の早期発見と異常個所(バーミラー)の特定を実現する。
【解決手段】 プラテン上をX軸方向及びY軸方向に位置制御されるスライダと、前記スライダ又は前記プラテンの一辺近傍に配置されたバーミラーと、このバーミラーに光を当てて距離を計測するレーザ干渉計と、前記スライダの原点を検出する原点センサとを具備するXYステージにおいて、
前記スライダを前記一辺と平行をなす方向に移動制御したときの、前記原点センサの距離測定値の変化量を検出する変化検出手段と、
前記変化量が所定の閾値を超えたときに警報を発生する警報手段と、
を備える。
(もっと読む)
板状材の塗工方法
【課題】吐出ノズルから吐出される塗工液で形成される塗工面を適正かつ確実に管理することが可能であって、ひいては塗膜厚も適切に管理でき、塗工面の品質管理を高い作業効率で確保することが可能な板状材の塗工方法の提供を目的とする。
【解決手段】板状材1Sに形成した塗工面LSと吐出ノズル4との間の距離を測定するための測距手段6a〜6cを予め備えておき、まず、テーブル2に試験用の板状材を設置して、テーブルとノズルホルダー5とを相対的に前方へ向かって移動させて当該試験用板状材に試験塗工を行い、次いで、テーブルとノズルホルダーとを相対的に後方へ向かって移動させる過程で、測距手段により測定を行い、次いで、所望の塗工面LSを得るために、測距手段による測定結果に応じて、ノズル位置調整手段3a〜3cにより吐出ノズルの位置調整を行い、その後、板状材1Pに塗工処理を行う。
(もっと読む)
背面形状分類判定方法及び背面形状分類判定装置
【課題】判定対象の背面形状に対して所定の分類中最も的確な分類を客観的に判定することができる背面形状判定分類方法及びそれを用いて自動的に判定を行う背面形状分類判定装置を提供することにある。
【解決手段】背面形状分類判定装置1は、人体背面の凹凸を関数化した背面形状データを複数のクラスタに分けて記憶した背面形状データベースを構成する記憶部11と、判定対象の背面形状を測定して当該判定対象の背面の凹凸を関数化した背面形状データを取得する背面形状取得手段と、前記判定対象の背面形状データと前記複数のクラスタに含まれる背面形状データとの間の距離に基づいて前記判定対象の背面形状が属するクラスタを決定する判定手段としての機能を備えた演算処理部11と、分離判定に基づいてレポートを表示する表示部12とを備えている。
(もっと読む)
パンチリベット接合及びクリンチングの品質特性のオンライン測定
【課題】本発明は、可動パンチ10及び固定ダイ20によるパンチリベット接合工程における膨らみ寸法xST及び長さLのリベット3のリベットヘッド端部位置KHSのオンライン測定を開示するものである。
【解決手段】接合工程中、パンチ10がとった変位及びパンチがかけた力をオンラインで測定し評価する。接合部の品質特性は、所定の閾値や接合工程の力/変位データを図面によって評価することにより測定することができる。
(もっと読む)
車両に対するスポイラの位置を検出する装置
【課題】 車両に対するスポイラの位置を検出する装置に関する。スポイラは、駆動ユニットによって引き込まれる1つの目標基準位置と少なくとも1つの引き出される目標駆動位置との間で移動可能である。この位置検出技術に関する。
【解決手段】 調整位置検出装置が設けられている。スポイラの現在の位置が、この調整位置検出装置によって検出可能であり、この調整位置検出装置は、この検出した現在の位置に基づいて第2位置信号を生成する。この場合、評価ユニットが設けられていて、この評価ユニットは、ホールセンサによって提供された第1位置信号及び調整位置検出装置によって提供された第2位置信号を評価し、この調整位置検出装置は、評価結果に基づいて位置検出装置のうちの少なくとも1つの位置検出装置の状態に関する情報を運転者に提供する情報装置及び/又は駆動ユニットを起動する。
(もっと読む)
外周長測定装置および断面積測定装置
【課題】高い精度で手軽に物体の外周長または断面積を測定する装置を提供する。
【解決手段】外周長測定装置10は、被測定物18が内側に配置される枠体12と、枠体12に取り付けられ、複数の既知の位置と被測定物18の外周上の複数の被測定点との距離を非接触式で測定する光学式距離センサ14とを有する。外周長測定装置10の中央演算処理装置は、既知の位置および光学式距離センサ14で測定された距離に基づいて被測定点の各々の座標を算出し、被測定点の各々の座標に基づいて被測定点同士の距離を判定し、被測定点同士の距離を合計する。
(もっと読む)
基板取り扱いロボットの改善した校正方法
加工システムにおけるロボットを校正する方法(500)が提供される。方法は、距離センサ(214)をロボットのエンドエフェクタ(102)に脱着自在に結合すること(502)、及び距離センサをしてセンサ(214)から基板支持体(108)までの距離を計測させること(506)を含む。そして、その距離が選択されたしきい値を満たす又はその範囲内であるかどうかを判定する。距離が選択されたしきい値を満たす又はその範囲内であるときのロボットジョイント位置を記録する。 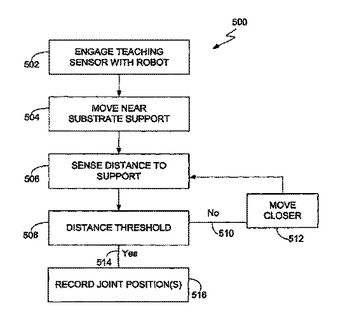 (もっと読む)
(もっと読む)
位置および速度同時計測装置とその計測方法
【課題】 ダイナミックレンジが大きくノイズに強い速度計測信号を得ることができ、また、むだ時間の発生をなくした(時間遅れが小さい)速度計測信号を得ることができると共に、位置計測信号と速度計測信号とを同時に同制度で得ることができる位置および速度同時計測装置を提供する。
【解決手段】 位置センサ12と固定部との間に配置した1軸アクチュエータ11と、前記位置センサ12の出力に基づいて前記1軸アクチュエータ11を可動し、位置計測信号Yと速度計測信号dY/dtとを同時に計測する手段4と、を備えた。
(もっと読む)
管路位置の検出方法
【課題】本発明は、管路位置計測装置の姿勢・方位角センサーを最終地点で180°旋回させて計測することにより、管路位置の誤差を高精度に除去することを目的とする。
【解決手段】本発明による管路位置の検出方法は、管路位置計測装置(3)が管路(1)の出発地点(4)から最終地点(5)に到達した状態で、姿勢・方位角センサー(7)を180°旋回させた後に元に戻し、姿勢・方位角のX軸ベクトルと速度方向ベクトルの平行度誤差を管路(1)の位置の誤差として補正する方法である。
(もっと読む)
摺動部品の加工精度計測装置
【課題】 摺動穴部品と摺動軸部品との摺動抵抗から摺動部品の加工精度を計測する加工精度計測装置を提供することを目的とする。
【解決手段】 摺動穴部品1と該摺動穴部品1の中に摺動自在に嵌装される摺動軸部品2の加工時における加工精度計測装置において、摺動穴部品1と摺動軸部品2のいずれか一方を駆動して互いを摺動させる駆動手段(電動機3、動力伝達手段4および電源5)と、駆動手段が供給する動力を計測する動力計測手段6と、摺動穴部品1と摺動軸部品2の相対位置を計測する位置計測手段とを備え、動力計測手段6により得られる動力計測値から摺動穴部品と摺動軸部品とが摺動するときの摺動抵抗値を算出し、摺動抵抗値と位置計測手段による相対位置計測値とから加工精度を計測することを特徴とする。
(もっと読む)
ステージシステム及びステージシステムの補正方法
【課題】ステージの左右の歪みを短時間で補正する。
【解決手段】互いに平行となるように離間配置し、移動体2の対向する面に配された一対のガイド軸22,32と、ガイド軸22,32のうち一方のガイド軸22に設けられ移動体2の一側部2aを一方のガイド軸22に沿って移動させる第1の搬送機構20と、ガイド軸22,32のうち他方のガイド軸32に設けられ移動体2の他側部2bを他方のガイド軸32に沿って移動させる第2の搬送機構30と、移動体2の一側部2aを一方のガイド軸22に沿って基準位置まで移動させたとき、移動体2の他側部2bの所定位置からのずれ量を検出する検出部40とを備える。
(もっと読む)
鉄道車両の車輪とレールとの接触位置検知方法
【課題】車輪とレールとの接触位置を連続的に測定する。
【解決手段】板部1bの中央部に設けた輪重測定用孔1dの、同一円周上の内周対向位置に1組の輪重測定用歪みゲージ2a…を、板部1bのボス側の表裏に横圧測定用歪みゲージ3a…、3a’…をそれぞれ貼り付けたPQ車輪1の、横圧測定用歪みゲージ3a…、3a’…から半径方向外方に延長した線上の、板部1bのリム側のRしまい部近傍に接触位置検知用歪みゲージ4a…、4a’…をさらに貼り付ける。横圧測定用歪みゲージ3a…、3a’…、接触位置検知用歪みゲージ4a…、4a’…とそれぞれのブリッジ回路から計測された歪みと、輪重測定用歪みゲージ2a…とブリッジ回路から得られた輪重とから、車輪とレールとの接触位置を検知する。
【効果】走行中の車輪とレールとの接触位置を、高い検知精度で連続的に測定でき、脱線に対する安全性をより厳密に評価できる。
(もっと読む)
高速測定用の測定装置
高さ測定装置(1)は、垂直に移動可能な測定スライド(4)が、手動でも、クラッチ装置(15)を介した駆動モータ(14)を使用しても移動させることができるように取り付けられる測定コラム(3)を有する。測定スライド(4)は、駆動モータ(14)とクラッチ装置(15)とによって発生される一定の測定力を加工品の測定点に与える測定ヘッド(8)を有する。測定システム(19)は、測定ヘッド(8)の高さ座標を記録し、さらなる処理および評価のために、この高さ座標を制御装置(21)に送信する。制御装置(21)は、測定順序を自動化するための決定論理(33)を有する。上記決定論理は、ユーザが手動で行う特定の方向への測定ヘッド(8)の位置決めを自動的に検出し、次に、加工品を走査するために駆動モータ(14)を適切に駆動し、そして測定システム(19)からの信号を用いて、それぞれの測定に関連する一つまたは複数の測定値を決定する。オペレータが、所望の測定機能を独立して開始するために面でまたは孔でまたは軸で一方向にまたは逆方向に測定しようとすることを完全に自動的に検出するように、制御装置(21)を設定し得る。 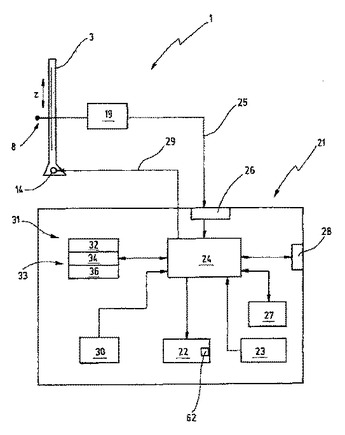 (もっと読む)
(もっと読む)
機械部品を測定してチェックするための装置
プラグゲージ(1)は、チェックされるべき寸法を表わす電気信号の無線送信のための電子デバイスを含むキャップ(13)によって閉じられるハンドル(2)と、電気信号を生成するためのトランスデューサと結合される測定アームセットを含むプローブ(6)とを有する、長手方向軸を規定する支持・保護システムを含む。プローブは、ハンドルに対する長手方向軸を中心とするプローブの回転を防止するために機械的基準を含むインタフェース要素(8)によって、ハンドルのキャップに対して接続される。  (もっと読む)
(もっと読む)
リソグラフィ装置、キャリブレーション方法、デバイス製造方法、およびコンピュータプログラム
【課題】
リソグラフィ装置におけるレベルセンサまたは高さセンサのキャリブレーションのための改良方法を提供する。
【解決手段】レベルセンサによって得られる基板位置測定のプロセス依存性を低減させるべく、複数のレベルセンサデバイスにおける測定値間の差を補い、かつ前記基板の特性に対応する、前記レベルセンサシステムについての少なくとも1つのキャリブレーション値を取得することと、少なくとも1つのキャリブレーション値に基づき、前記複数のレベルセンサデバイスを用いて、基板の表面の位置を測定する。
(もっと読む)
変位計異常検出装置
【課題】磁気吸引浮上車の浮上制御に用いられる変位計の異常を浮上制御中であっても検出する。
【解決手段】複数の変位計が備わる複数の浮上力発生手段を備え、変位計41aから周期的に検出信号が出力されることで検出されているレール継目110が検出されなくなることにより、この変位計41aに異常が発生しているものと判断する。
(もっと読む)
81 - 100 / 162
[ Back to top ]