
Fターム[2F069CC02]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の形状 (493) | 中空状 (119) | 筒状;管状 (97)
Fターム[2F069CC02]に分類される特許
1 - 20 / 97
多点検査装置と方法
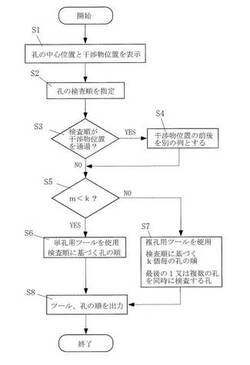
【課題】単孔用ツールと複孔用ツールを併用し、多数の箇所を最短時間又はこれに近い短時間で検査することができる多点検査装置と方法を提供する。
【解決手段】単孔用ツール14aと、複孔用ツール14bと、ツールのいずれかを孔2に対して位置決めする位置決め装置12と、各孔2の中心位置と干渉物4の位置とを記憶する記憶装置18とを備える。(A)各孔2の中心位置と干渉物位置を表示し、(B)指定した孔2の検査順が干渉物位置を通過する場合に、その前後を別の列として扱い、(C)検査順の各列に含まれる孔数mが、複孔用ツール14bで同時に検査する孔数kより小さい場合に、単孔用ツール14aの使用と、検査順に基づく孔2の順を決定し、(D)m≧kの場合に、複孔用ツール14bの使用と、検査順に基づくk個毎の孔2の順を決定し、かつkより少ない最後の1又は複数の孔を複孔用ツール14bで同時に検査する孔を決定する。
(もっと読む)
鋼管湾曲量測定装置及びその方法

【課題】容易かつ高精度に、鋼管の湾曲量を測定することが可能な鋼管湾曲量測定装置を提供する。
【解決手段】鋼管湾曲量測定装置2は、レーザ光照射装置20を保持し、鋼管10の表面に固定して配置する固定側保持体21と、目盛りMを付したスケール部材22を保持し、鋼管10の表面上を軸方向に移動させて所定の測定位置に配置する移動側保持体23とを備える。固定側保持体21と移動側保持体23は、鋼管10の外周面に当接した際に鋼管10の当接した箇所の軸方向に対する向きが特定の一の向きとなる形状に構成されている。固定側保持体21と移動側保持体23とを鋼管10の外周面に当接させた状態で、レーザ光照射装置20の光軸Aの方向、及びスケール部材22の目盛りMの臨む方向が、それぞれ鋼管10の前記当接した箇所の軸方向と平行になるように保持する。
(もっと読む)
自動二輪車の緩衝器ストローク検出装置
【課題】簡素でコンパクトな構造で緩衝器のストローク量を精度良く検出させる。
【解決手段】伸縮自在に嵌合したインナーチューブ6及びアウターチューブ5と、これらチューブの内部に配設された油圧緩衝用の作動油11と、伸縮によって容積を変化させる空気室2とを備えた自動二輪車の緩衝器1において、空気室2内に配設されて空気室内の空気圧を検出する圧力検出手段3と、圧力検出手段の検出値から緩衝器のストローク量を換算するストローク量演算手段20とを少なくとも備えたストローク検出装置34を採用する。緩衝器1の所定のストローク位置を検出して補正用の実ストローク量S2を計測するストローク位置検出手段14,15を備える。空気室2内に配設されて空気室内の空気温度を検出する温度検出手段4を備え、圧力検出手段3と温度検出手段4との検出値から緩衝器1のストローク量S1を換算する。
(もっと読む)
チューブの測定方法及びそれを用いた流体輸送装置の製造方法並びに流体輸送装置
【課題】短時間のうちに非破壊でチューブの内径を測定できるチューブの測定方法及びそれを用いた流体輸送装置の製造方法並びに流体輸送装置を提供する。
【解決手段】チューブの測定方法は、チューブ50の長手方向の長さLを測定すること、第1の物質aを充填した状態でのチューブ50の第1の重量を測定すること、第2の物質wを充填した状態でのチューブ50の第2の重量Mwaterを測定すること、第1の重量Mairと第2の重量Mwaterとの差分からチューブ50の内容積Vを算出すること、内容積Vと長さLとにより、チューブ50の平均断面積Sを算出すること、及び、平均断面積Sより、チューブ50の内径IDを算出すること、を含む。
(もっと読む)
変位測定装置
【課題】保温材で被覆されていること等により配管等の構造物に直接レーザ光線などを照射することができない場合であっても、正確に、配管等の構造物の三次元変位を測定することができる変位測定装置を提供する。
【解決手段】配管等の構造物を被測定体20としてその三次元変位を測定する変位測定装置10であって、被測定体20と連結されて被測定体20の変位と同期して変位する変位検知部11と、変位検知部11に取り付けられ変位検知部11の三次元変位を、少なくとも、X方向、Y方向およびZ方向のそれぞれの変位として検出する複数の非接触式の変位検出器11x、11y、11zと、各変位検出器11x、11y、11zに検出された検出信号に基づき被測定体20の三次元変位を算出する処理部14と、処理部14で算出された変位を被測定体20の変位として表示する変位表示部15とを備えている。
(もっと読む)
熱間長尺材の長さ測定方法および装置
【課題】熱間圧延後の長尺材がその長さ方向に搬送されつつある時に、その長さを精度良く、しかも安価に、測定することができる、熱間長尺材の長さ測定方法および装置を提供する。
【解決手段】後端センサとしてのロードセル10から搬送ライン下流側に順次所定のセンサ配置間隔で複数のアナログHMD121、122‥‥12nを配置し、最上流側のアナログHMD121を用いて先端検出用の閾値を決定し、該決定した閾値を下流側のアナログHMD122‥‥12nに設定してこれらを先端センサとして用いる。長尺材(鋼管)1の長さは、後端センサ(ロードセル)での後端検出時刻と、その直前に先端検出した先端センサ(アナログHMD)での先端検出時刻と、センサ配置間隔とから算出される。
(もっと読む)
計測点からの円筒情報の抽出方法
【課題】
本発明の課題は、円筒表面の計測点から円筒データを確実に作成できると共に、高精度な近似が可能な計測点からの円筒情報の抽出方法を提供することにある。
【解決手段】
上記課題を解決するために、本発明では、最初に計測点から球の中心を定め、次に、球の中心を円筒の仮中心点とし2つの角度を変化させて投影方向を定めて計測点を投影し、円周と投影した計測点の距離の二乗の総和が最小になる角度を選択し、次に、当該角度を収束計算で精度向上させ、最後に、精度向上させた角度、仮中心点を当該角度で投影した値を円筒中心の初期値とし、円周と投影した距離の二乗の総和が最小になる角度および円の中心点を定めることによって、短時間で精度の良い円筒の半径、中心、中心軸を得ることを特徴とする。
(もっと読む)
3次元形状導出装置および3次元形状導出方法
【課題】センサネットワークを用い、カメラやレーザでは測定困難な部位の形状までも導出する。
【解決手段】3次元形状導出装置100は、自体の3次元位置またはそれに相当する物理量を示す位置情報を発信する流動自在な複数の位置センサ112と、複数の位置センサが発信した位置情報を受信するセンサ情報集約部114と、測定対象物102における複数の位置センサが存在する部分の3次元形状を、複数の位置センサの位置情報に基づいて導出する3次元形状導出部130とを備える。
(もっと読む)
計測治具および配管の断面形状計測方法
【課題】配管周りのスペースが狭くても、安価な構成で、配管の軸方向に直交する断面の外径を好適に計測することができる計測治具および配管の断面形状計測方法を提供する。
【解決手段】エルボ1の軸方向に直交する断面の外径を計測する計測治具5であって、エルボ1に取付可能に構成され、エルボ1の外径よりも大径となる円形の計測枠11と、計測枠11に形成され、ダイヤルゲージ30を挿入可能に、計測枠11の径方向に貫通形成した計測穴12と、を備え、計測枠11は、真円との誤差が予め計測され、計測穴12は、計測枠11の周方向に複数設けられている。
(もっと読む)
工作機械用測定方法
【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
(もっと読む)
鋼管の水圧試験機及び鋼管水圧試験後の管長計測方法
【課題】水圧試験機の一連の試験工程の中に検尺機能を付加することにより、次工程条件の最適化に反映させることを可能にする。
【解決手段】水圧試験時の両ヘッド部1,2の移動距離をパルスジェネレータ方式で計測可能とし、各ヘッド部に前記鋼管の管端位置を検出するためのレーザ式位置センサ41,42を設置し、鋼管3のセット前に各ヘッド部を移動させてそのレーザ式位置センサのレーザ光路を所定の原点に一致させ、その時点から、水圧試験を経て各ヘッド部を鋼管から離間させる際に各レーザ式位置センサが鋼管の管端位置を検出した時点まで、各ヘッド部の移動距離を計測し、この計測結果を用いて鋼管の管長を算出する。
(もっと読む)
外径寸法測定装置
【課題】安価で、被測定物の直径や長さに影響を受けずに精度よく外径寸法を測定することができる外径寸法測定装置を提供する。
【解決手段】本発明に係る外径寸法測定装置1aは、流体と、加工部で加工された被測定物の自重と、の少なくとも一方を利用して前記被測定物を搬送する搬送部10と、前記被測定物に付着した液体を除去する液体除去部20と、前記被測定物の外径寸法をリアルタイムに測定する測定部30と、を有する。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法
【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
測定プローブ
【課題】空洞内の被覆を検査でき、または空洞の被覆の厚さまたは不十分にしかアクセス可能でない区域を非破壊方式で判定できる測定プローブを提供する。
【解決手段】開口部によってアクセス可能な、または曲がった表面上の、特に空洞26内の薄い層の厚さの非破壊測定のための測定プローブ11であって、センサ要素と前記空洞26の検査予定の表面27上でセンサ要素に割り当てられる接触式球状のキャップとを備える測定ヘッド17と、前記測定プローブ11を測定予定の表面27上を表面27に沿って位置決めしガイドするための掴み要素12とを備え、それによってこの掴み要素12に長い弾性的に曲り易いガイド・バー16が設けられ、ガイド・バーは掴み要素12に対向するその端部上に少なくとも1つの測定ヘッド17をその測定ヘッドがガイド・バー16に対して移動できる。
(もっと読む)
管路内耐火物の残厚推定方法
【課題】高温ガスの管路内部に配設されている耐火物の残厚測定を容易に且つ精度よく実施することで耐火物の更新・交換時期の最適化により該耐火物のコストを低減させるとともに耐火物の脱落・劣化判定のための作業者の負荷を低減させることが可能な高温ガス管路内耐火物の残厚推定方法を提供するものである。
【解決手段】管路表面と管路内部の耐火物の位置に、それぞれ管路のガス流れ方向に温度を測定する光ファイバーを設け、光ファイバーにより測定した管路表面の温度、光ファイバーにより測定した内部の耐火物の位置での温度、測定した管路内ガス温度、既知の鉄皮表面の光ファイバーと内部の耐火物内の光ファイバーとの間の距離、既知の放熱量から耐火物の残厚を演算する管路内耐火物の残厚推定方法。
(もっと読む)
鋼管部材の内面めっきの腐食量推定方法
【課題】極めて簡単かつ低コストで測定して、当該測定結果から定量的に腐食速度を求め、さらにn年後の腐食量を推定することができる鋼管部材の内面めっきの腐食量推定方法を提供する。
【解決手段】ある期間毎に鋼管部材全体の厚さ及び外面めっき層の厚さを測定し、これを少なくとも4〜5回行い、各回の測定時の鋼管部材全体の厚さの測定値Aから外面めっきの厚さの測定値Bを減じた値を算出してこれを算出値Cとし、第2回以降の各回の測定時に算出した算出値Cnから第1回の測定時に算出した算出値C1を減じた値が第1回の測定時に対する第2回以降の測定時の内面めっき厚の減少値でありこの絶対値Dnを第2回以降の各回の腐食量とし、これらの腐食量から腐食速度を統計的処理により算出又は推定し、n年後の腐食量を求める。
(もっと読む)
UO鋼管溶接部ビード位置検出装置
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変動するため、それらのレーザ式変位計9の出力変動から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。また、2個1対のレーザ式変位計9の出力の微分値の絶対値が所定値以上になる位置を溶接部ビード2の入側又は出側の位置とすることで、検出精度を向上することができる。
(もっと読む)
標識検定装置
【課題】標識検出器と組み合わせて用いられる標識の、検出原理上の回転対称性の程度を評価するための標識検定装置を、提供する。
【解決手段】標識検定装置は、装着部により検定対象の標識を回転軸部材に装着して、駆動部によって回転軸部材に所定の周期運動を与えた場合に、標識検出器から得られた標識の検出データを、処理部に入力し、処理部のデータ処理によって標識の検出原理上の軸対称性の指標データを検定データとして得る。
(もっと読む)
配管肉厚測定装置
【課題】配管表面に生じる歪みのうち熱による歪み分を除去して配管の肉厚を正確に測定できる配管肉厚測定装置を提供する。
【解決手段】圧力検出器17で配管の内圧を検出し、歪み検出装置15で配管表面の周方向の歪み及び軸方向の歪みを検出し、温度検出器11で配管の温度を検出し、ヤング率算出手段13は温度検出器11で検出した配管温度に基づいて配管材のヤング率を求め、内圧分歪み算出手段16は歪み検出装置15で検出した配管表面の周方向の歪み及び軸方向の歪みから熱による歪み分を除去し、配管の内圧による配管表面の周方向の歪み及び軸方向の歪みを算出し、肉厚算出手段14は圧力検出器17で検出した配管の内圧、内圧分歪み算出手段16で算出した配管の内圧による配管表面の周方向の歪みまたは軸方向の歪み、及びヤング率算出手段13で求めた配管材のヤング率に基づいて配管の肉厚を求める。
(もっと読む)
円筒形回転装置を測定して位置合わせする方法
本発明は、例えばキルンやドラムなどの円筒形又は他の回転対称形の回転装置を測定して位置合わせするための方法に関する。測定及び位置合わせの対象となる装置は、シェルと、少なくとも1つの支持リングとを有する。本発明による方法に関して重要なのは、回転装置が作動状態で回転しているときに、回転物体のシェルの表面上測定点が、同じ円周ライン上において、各支持リングの軸線方向両側で測定されることである。測定された点から回帰円が計算され、計算された円の中心点が決定され、各支持リングの両側で計算された円の中心点の間の直線とその中心点が決定される。シェルの中心線の基準直線が計算され、決定されたシェルの中心点を、計算された基準線へ移動させることによって、物体のシェルが真直ぐになるように位置合わせされる。  (もっと読む)
(もっと読む)
1 - 20 / 97
[ Back to top ]