
Fターム[2F069HH02]の内容
測定手段を特定しない測長装置 (16,435) | 測定器機 (1,161) | 変位プローブ、スピンドル型 (134)
Fターム[2F069HH02]に分類される特許
61 - 80 / 134
変位センサおよび表面性状測定装置

【課題】微小変位を高精度に検出する変位センサを提供する。
【解決手段】測定子110の変位をエデンバネ機構411〜448を備えた変位拡大機構部400によって拡大し、この拡大された変位を変位検出手段600で検出して測定子110の変位量および変位方向を検出する。エデンバネ機構411〜448は、2枚の板バネ310、320を平行に近接配置した構成である。変位拡大機構部400は、8つのエデンバネ機構411〜448を備える。8つのエデンバネ機構411〜448は、円周上に等間隔に配設されている。
(もっと読む)
周長測定装置及び周長測定方法

【課題】 ローラ等に撓みが生じてもその撓みに影響されずに良好な測定精度を得られるようにした周長測定装置及び周長測定方法を提供する。
【解決手段】 周長測定装置(10)は、一方が駆動側となり他方が従動側となる一対のローラ(14、15)、前記駆動側ローラと従動側ローラとにリング状ワークを掛け渡した状態で前記駆動側ローラと従動側ローラとの間の対向距離を拡大して前記リング状ワークに所定の張力を付与する張力付与手段(27)、前記張力の付与方向への前記駆動側ローラの変位を検出する第1検出手段(18)、前記張力の付与方向への前記従動側ローラの変位を検出する第2検出手段(19)、前記第1及び第2検出手段の検出結果に基づいて前記リング状ワークの周長を演算する演算手段(22)を備える。
(もっと読む)
膜厚測定装置
【課題】 簡易な構成で、精度良く膜厚測定可能な膜厚測定装置を提供する。
【解決手段】 膜厚センサ20によって測定されたベルト12の膜厚測定結果について、シャフト変位量測定用センサ16、及びシャフト変位量測定用センサ18の検知信号に基づいてもとめたシャフト14の長手方向の水平方向に対するゆがみに基づいてゼロ点補正を行う。 また膜厚センサ20によって測定されたベルト12の膜厚測定結果について、膜厚測定装置内10の環境温度に応じた基準環境温度に対する膜厚変動値に基づいて補正を行うことができるので、環境温度の変動による膜厚測定センサ20の測定結果の変動を抑制することができ、精度良く膜厚を測定することができる。
(もっと読む)
物体形状検査装置及び物体形状検査方法
【課題】 被測定物(例えば自動車用ガラス又はその検査用枠材)の形状を高精度に検査することができる物体形状検査装置の提供。
【解決手段】 被測定物の2点以上の測定点についての少なくとも鉛直方向に関する位置情報を、接触方式又は非接触方式の測定手段を用いて取得する物体形状検査装置60において、被測定物の各測定点に対応する各測定位置に、測定手段を案内する案内機構66と、測定手段62bの測定データを、測定手段の水面に対する移動軌跡に関する事前取得情報に基づいて補正して、各測定点の鉛直方向の位置情報を生成するデータ処理装置80と、を備えることを特徴とする。
(もっと読む)
サンプル形状の特性を測定するための方法および装置
サンプルの表面形状を測定するためのSPMベースの計測技法は、表面形状のSPM走査の結果取得された形状端部ポイントの一群に曲線をフィットさせる。2つの曲線が注目する形状の両端部でフィットされる場合、それらの曲線間の最大または最小距離を決定して、最大ビア幅、最小ライン幅などの注目する寸法を確定することができる。走査は、好ましくは、Y方向には比較的低い解像度の走査であり、一般に、注目する形状全体で8〜12個の走査プロファイルを有し、従来技法で一般に使用される解像度の約半分の低解像度である。低解像度走査は比較的迅速に高い併行精度で行うことができる。併行精度も従来技法の場合よりも高く、併行精度のレベルはY方向の解像度に比較的影響されない。低解像度を使用するとチップ摩耗も著しく減少し、高解像度走査と比較して処理能力が向上する。  (もっと読む)
(もっと読む)
深穴測定装置および深穴測定方法
【課題】 真円度、真直度、直径、円筒度等の深穴精度の測定を行うことのできる深穴測定装置および深穴測定方法を提供する。
【解決手段】 本発明の深穴測定装置は、上記の課題を解決するために、被測定物である深穴の内部に設置された測定装置の回転の中心軸から被加工物の内壁までの半径方向の距離を測定する変位検出手段を回転可能に構成すると共に、この変位検出手段を含めた測定装置本体の回転角度、傾きを検出する。さらに、変位検出手段からの検出信号を用いて被測定物である深穴の真円度、真直度、直径、円筒度等の深穴形状精度を一度に演算して出力する手段を有する。
(もっと読む)
シェル形外輪の形状測定装置およびシェル形外輪の軌道面の真直度および平行度の測定方法
【課題】 ころを安定して転動させることができるシェル形外輪の軌道面の真直度および平行度を測定する形状測定装置を提供する。
【解決手段】 シェル形外輪の形状測定装置は、内径穴35を有する基準リング32と、内径穴35に圧入されたシェル形外輪22の内径面26および基準リング32の外径面または内径面の母線形状を測定するプローブ部33と、プローブ部33を軸方向に走査して移動させるプローブ移動手段とを有する。
(もっと読む)
マルチプローブを用いた変位量測定装置及びそれを用いた変位量測定方法
【課題】 微小試験片に張力を加えた際の変位量を高精度に測定することができる変位量測定装置及び変位量測定方法を提供すること。
【解決手段】先端部にチップ(T)が形成された第1及び第2カンチレバー(11、12)を有するマルチプローブ(1)と、第1及び第2カンチレバー(11、12)の形状変化を検出する検出部と、マルチプローブ(1)を走査させるスキャナと、スキャナを制御する制御部と、試験片(2)に張力を加える引張機構とを備えた変位量測定装置であって、複数の凸部(22)が等間隔に表面に形成された試験片(2)に対して引張機構によって張力を加える前後で、制御部がスキャナを制御し、マルチプローブ(1)を用いて、凸部(22)が配列された方向に沿って試験片(2)の表面を所定距離走査し、検出部が、チップ(T)の位置変位による第1及び第2カンチレバー(11、12)の形状変化から試験片(2)の表面の高さ情報を取得する。
(もっと読む)
探針洗浄機構を備えた走査型プローブ顕微鏡および探針洗浄方法
【課題】 カンチレバーを取り外すことなく探針の汚染を除去し、かつ試料の表面変質を防止する。
【解決手段】 走査型プローブ顕微鏡において、試料測定室、探針洗浄室および両室の間の遮断機構を備え、両室の間でカンチレバーを移動可能とし、紫外光照射機構ならびにオゾン供給機構を探針洗浄室に備え、両機構が動作中は試料測定室と探針洗浄室を遮断することを特徴とする。
カンチレバーは、探針洗浄室にて紫外光およびオゾンを用いて探針洗浄を行う。
(もっと読む)
ワーク測定方法
【課題】 本発明の目的は、倣いプローブを用いて穴軸心などを測定する際に、高精度な測定を容易に行えるワーク測定方法を提供する。
【解決手段】 倣いプローブと移動手段とを備えた表面性状測定機を用い、測定部位近傍に位置決めする位置決めステップと、測定子がワークの測定部位に多点接触して測定する測定ステップと、離脱ステップと、測定ステップにおける変位成分が所定値以下となるまで測定を繰り返す再実行ステップと、測定値算出ステップと、を備えた。
(もっと読む)
測定器
【課題】 操作性が高く、かつ、検出精度、検出分解能が高い測定器を提供する。
【解決手段】 スピンドル300の回転に応じてスピンドル300の異なる回転角に対して異なる値の位相信号を発信する位相信号発信手段400と、位相信号を演算処理してスピンドルの絶対位置を求める演算処理部500と、を備える。位相信号発信手段は、位相信号を所定のピッチで発信する。スピンドル300の異なる回転角に対して位相信号は異なる値であるので、位相信号からスピンドル300の回転角が一義的に決定される。インクリメンタル式と違って、位相信号の読み飛ばし等が問題とはならないので、スピンドル300の高速回転を許容して測定器の操作性を向上させることができる。さらに、位相信号の読み飛ばしが問題とはならないので、スピンドル300の回転に対する位相信号の変化を細密化できる。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
立体試料観察システム及び立体試料観察方法
【課題】 試料の断面観察形状に基づいて試料の立体画像を高い精度で生成可能な立体試料観察システムを提供する。
【解決手段】 研磨用探針で試料の断面を研磨する研磨装置50、研磨された断面の形状を計測し、試料の断面画像を取得する計測装置10、断面画像を蓄積する断面画像記憶装置332、及び蓄積された断面画像に基づいて、試料の立体画像を生成する立体画像生成部350を備える。
(もっと読む)
微細構造体、カンチレバー、走査型プローブ顕微鏡及び微細構造体の変形量測定方法
【課題】 極めてサイズが小さく、高感度・高性能のセンサを少なくとも一部が弾性変形を生じる微細構造体の所望の位置に所望の形状・サイズで設けられるようにする。また、微細構造体の弾性変形を測定する際の部品の組立・調整の容易化、検出回路の小型化・簡略化を図るとともに、微細構造体の微細箇所の局所的変位を検知できるようにする。
【解決手段】 開示される微細構造体は、梁部14が弾性変形を生じるカンチレバー1である。このカンチレバー1には、梁部14の弾性変形をトンネル効果により検出するセンサ12が設けられている。
(もっと読む)
線材移送切断機
【課題】線材を切断する際、端面に擦り傷を生じることがなく、高い寸法精度で短寸材及び長寸材の双方を検出することのできる線材移送切断機を提供する。
【解決手段】本発明の線材移送切断機1は、基部に配設され線材を一定長ずつ移送する移送手段と、該線材の移送長を測定する測長手段と、移送された該線材を切断するカッターと、該移送手段及び該測長手段及び該カッターの動作を制御する制御手段と、を備える線材移送切断機であって、移送される該線材に押圧されることにより該基部9に対して変位するストッパ部材4を備え、該測長手段(リニアエンコーダ5)は該ストッパ部材4の変位量を測定することを特徴とする。また、前記ストッパ部材4を前記線材の移送方向と反対向きに付勢する付勢手段(コイルばね7)を備えることが好ましい。前記ストッパ部材4は複数あって前記線材に押圧される被押圧面43の形状が異なり、かつ取り替え可能であってもよい。
(もっと読む)
逐次3点法における零点誤差補正方法及び零点誤差補正装置
【課題】実体基準を用いずに複数の変位センサにより、形状情報と測定の際の運動誤差を同時に検出し、演算処理でそれらを分離し取り出すことができる逐次3点法における零点誤差補正方法及び零点誤差補正装置を提供する。
【解決手段】
逐次3点法により、被測定物100、変位センサ31〜33を相対移動させて、変位センサ31〜33の検出出力に基づき、逐次3点法による被測定物100の表面形状を演算する。被測定物200を反転する前及び反転した後のそれぞれにおいて、被測定物100,200と、変位センサ41,42,32を相対移動させて、該変位センサの検出出力に基づいて、反転法による被測定物100の表面形状を演算する。逐次3点法と反転法による被測定物100の表面形状の演算結果に基づいて零点誤差補償量を算出し、該零点誤差補償量により、逐次3点法による零点誤差補正を行う。
(もっと読む)
3次元形状測定方法
【課題】安価かつ簡易な構成の装置により、簡便な手順で高精度に3次元形状測定を行うことができる3次元形状測定方法を提供すること。
【解決手段】被測定物200を所定の回転軸AXの周りに回転させる回転工程と、回転軸AXと略直交する方向について、第1の位置X=−Lから回転軸AXまで被測定物200の形状を測定する第1測定工程と、回転軸AXと略直交する方向について、回転軸AXから第2の位置X=Lまで被測定物200の形状を測定する第2測定工程と、第1測定工程で得られた第1の測定データと、第2測定工程で得られた第2の測定データとに基づいて回転軸AXの回転誤差を補正するための回転誤差パラメータを算出する補正値算出工程と、補正値算出工程で算出された回転誤差パラメータに基づいて被測定物200の形状を補正する補正工程とを有する。
(もっと読む)
歯車歯面形状測定機の評価法
【課題】 (1)高精度に製作でき、(2)高精度に値付け測定ができ、(3)トレーサビリティの保証も容易に行える、はすば歯車歯筋測定に対する検査・校正に用いる検査・校正アーティファクト及び検査・校正法を提供する。
【解決手段】 アーティファクト10は、第1の平面に含まれる第1の基準部16と、第1の平面と非直角の所定の角度γをなす第2の平面に含まれる第2の基準部12とを備える。第1の基準部16の位置及び傾きが、歯車歯面形状測定機に設置される測定対象はすば歯車の歯筋測定が行われるときの歯筋測定歯面の位置及び傾きと略一致するように、かつ、第2の基準部12が、測定対象はすば歯車の中心軸と略平行又は略垂直となるように、歯車歯面形状測定機に設置された状態で、第1の基準部16を測定対象はすば歯車の歯筋測定歯面と見立てて、歯筋測定が行われる。
(もっと読む)
回転体表面の凹凸データ補正方法
【課題】 偏心を含んだ回転体表面の凹凸データを偏心の影響のないデータに補正する方法を提供する。
【解決手段】 検査するタイヤ10のタイヤクラウン部10tと上記距離センサ14とのタイヤ周方向の距離をΔθ毎にで測定した測定点xkにおける距離データLkと上記タイヤ10の回転中心から上記距離センサまでの距離L0とから半径値rkをそれぞれ算出し、更に、測定開始点から当該測定点kまでの半径値rkを上記Δθで積分して表面長さSkを算出して凹凸データを(xk,rk)の形に変換するとともに、上記、タイヤ1周分の表面長さSNを等間隔に分けた凹凸算出点Xkにおける半径値Rkを、上記凹凸算出点Xkに隣接する測定点xk,xk+1における半径値rk,rk+1に基づいて演算してこれをタイヤクラウン部10t表面の等間隔な位置における凹凸データ(Xk,Rk)とした。
(もっと読む)
工作物の表面を走査する方法
プローブヘッドが公称経路に沿って表面状態に対して移動される関節プローブヘッドに取り付けられる表面検出器を使用して表面状態や、表面状態の法線曲面の少なくとも近似値を測定するための方法であって、その表面状態は、表面検出器、および、実質的に法線曲面の方向への表面状態に対する表面検出器の距離または力で検出される。その法線曲面は、少なくとも一部分を、数学的にパラメータで表現可能とされる曲がった形状に近似させることによって、決定され得る。 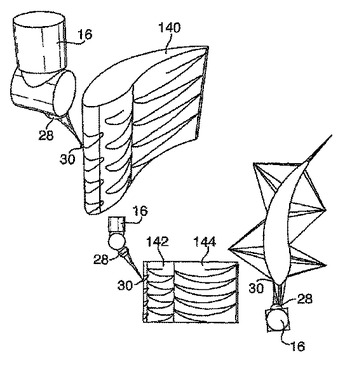 (もっと読む)
(もっと読む)
61 - 80 / 134
[ Back to top ]