
Fターム[2F069HH02]の内容
測定手段を特定しない測長装置 (16,435) | 測定器機 (1,161) | 変位プローブ、スピンドル型 (134)
Fターム[2F069HH02]に分類される特許
21 - 40 / 134
可搬型の関節アーム座標測定機および統合された電子データ処理システム
可搬型の関節アーム座標測定機の実装が、機能を実行する第1の要求を受信するステップを含む。可搬型のAACMMは、反対側にある第1の端部および第2の端部を有する手動で位置付けることが可能な関節アーム部であって、複数の接続されたアームセグメントを含み、各アームセグメントが位置信号を生成するための少なくとも1つの位置トランスデューサを含む、関節アーム部と、AACMMの第1の端部に装着された測定デバイスと、トランスデューサからの位置信号を受信し、測定デバイスの位置に対応するデータを提供する電子回路とを含む。可搬型の関節アーム座標測定機の実装は、第1の要求が受信される送信元デバイスを特定するステップと、第1の要求に従って機能を実施するステップと、第1のポートおよび第2のポートのうちのどちらから第1の要求が受信されるかを特定することによって、送信先デバイスを第1の要求の送信元デバイスとして選択するステップと、機能を実施することにより得られた情報を送信先デバイスに送信するステップとをさらに含む。 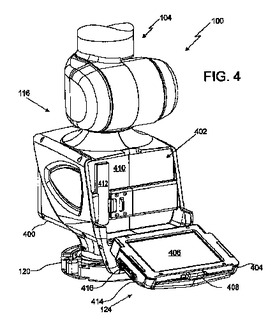 (もっと読む)
(もっと読む)
スタイラス及び接触式変位センサ
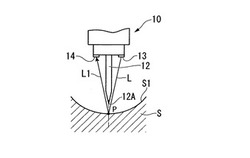
【課題】被検物の表面付近まで安全に接近させることができるスタイラスを提供する。
【解決手段】先端部12を被検物Sに接触させて被検物Sの表面を追従させることにより、被検物Sの表面形状を測定するためのスタイラス10は、先端部12の先端12Aよりも前方の所定位置Pを通るように光Lを照射する発光部13と、発光部13から照射された光Lが反射された反射光L1を検知する受光部14とを備えることを特徴とする。
(もっと読む)
表面形状の測定方法

【課題】プローブを用いて、容易かつ高精度に被検物の表面形状を測定することができる表面形状の測定方法を提供する。
【解決手段】プローブと被検物とを相対移動させることにより、被検物の表面形状を測定する表面形状測定方法は、被検物の第1の領域の第1表面形状データを取得する第1取得工程と、第1表面形状データと少なくとも一部が重複する被検物の第2の領域の第2表面形状データを取得する第2取得工程と、第1表面形状データのうち、第2表面形状データと重複する領域のデータに対して、近似関数による当てはめを行って近似曲線を取得する近似曲線取得工程S20と、近似曲線を用いて第2表面形状データの補正量を算出する補正量算出工程S30と、算出された補正量に基づいて、第2表面形状データ全体を座標変換する座標変換工程S40と、第1表面形状データと、座標変換が行われた第2表面形状データとを統合する工程とを備える。
(もっと読む)
誤差伝播による出力データの精度評価方法
【課題】出力データの精度評価を、理論的で、簡単な計算で行え、計算量が少なく、収束計算を行う必要が無く、データ処理を行う多くのソフトウェアに適用可能であり、誤差の要因の分析、要因毎の大きさの比較等の多くの解析が可能となるようにする。
【解決手段】データ処理を入力データによって数値微分することで、データ処理のヤコビ行列Jを求める手順(ステップ110)と、入力データの持つ誤差の分散共分散を推定して、入力データの誤差行列Dを求める手順(ステップ120)と、前記ヤコビ行列J及び入力データの誤差行列Dより、出力データの持つ誤差の分散共分散を表す誤差行列Rを計算する手順(ステップ130)と、を含む。
(もっと読む)
関節プローブヘッド
【課題】関節プローブヘッドの回転軸をロックするためのブレーキを提供する。
【解決手段】支持体に取り付くための第1のマウントと、表面検出装置が取り付け可能な第2のマウントとを備え、第2のマウントが第1のマウントに対し一以上の軸回りに回転可能である関節プローブヘッドにおいて、第1のマウントに対する第2のマウントの一以上の軸回りの位置をロックするための少なくとも一以上の機械式ブレーキが設けられ、これにより、少なくとも一つの位置測定装置が、ロック位置において、第1のマウントに対する第2のマウントの一以上の軸回りの位置を決定すべく設けられる。
(もっと読む)
回転確認機構
【課題】全周にわたり高さなどの変位を測定するための回転装置において、測定対象が回転していることを簡易な構造で確認できる手段を提供する。
【解決手段】全周にわたり高さなどの変位を測定するための回転装置において、測定対象である回転対象物の上面に載置されるおもりの回転を、該おもりに備え付けられた検知対象部の通過により確認する回転確認機構であり、上記おもりは、上記回転対象物の被測定部位を覆わず、回転とともに該被測定部位の変位を測定することが可能な形状であり、前記回転対象物に回転力を与える機構と接触しないことを特徴とする回転確認機構を提供する。
(もっと読む)
内径測定装置及びその内径測定装置を用いた管路内径測定システム
【課題】管路内走行時に管の正確な内径を測定できる内径測定装置及びその内径測定装置を用いた管路内径測定システムを提供する。
【解決手段】本体部及び本体部を既設管路の内部で走行可能に支持する本体支持部、本体部に配設されて既設管路の内径を計測する内径測定部を備える内径測定装置において、内径測定装置の重心位置を、内径測定装置の既設管路への導入状態における中央位置に対して下方へ偏位させる。これにより、既設管路内を走行中の内径測定装置に振動等が付与されることに起因する内径測定装置の内壁に沿った旋回しながらの走行が抑制される。その結果、内径測定部による計測の軌跡が管路の軸線に平行するので、既設管路の正確かつ精密な内径測定が達成される。
(もっと読む)
回転装置
【課題】窪みまたは孔を有する回転対象を回転させながら高さ測定する際、浮き上がりを防止して、測定誤差を少なくできる装置を提供する。
【解決手段】窪みまたは孔を有する回転対象を回転させる装置において、前記回転対象の浮き上がりを防ぐために前記回転対象の窪みまたは孔の内側から外側に向かって把持する力を加える把持部と、前記把持部を下方向に押し下げる下降シリンダ部とにより、上方向から浮き上がりを規制する力を加えることを特徴とする回転装置を提供する。
(もっと読む)
精密構成要素の公差を迅速に検証するための装置
【課題】製造及び品質レベルを大幅に上昇させる自動化又は半自動化された検査プロセスを提供すること。
【解決手段】鍵再設定可能な錠シリンダのロッキングバー、ラック及びピン、並びに他の精密公差の小型構成要素の各々を、1.5秒の平均サイクル時間で検査し、分類し、再圧印加工するための自動化された検査システムである。この検査システムは、組み合わせられたゲージ並びに目視公差チェック及び分類のために、種々のカメラ検査ステーション、機械ゲージ・ステーション及び/又は圧印加工ステーション内に構成要素を再配向する高速空気圧式分類マトリクスを含む。欠陥は目視及び機械ゲージ検査の組み合わせにより識別され、分類された構成要素は、不合格部品、合格部品、要圧印加工部品の3つの容器に分類される。検査/分類システムは、繰り返し精度0.00005906で、0.00011811”までの公差チェックが可能である。
(もっと読む)
繋ぎ目検出装置及び測長装置
【課題】連続帯状体の表面に検出部を変位可能に接触配置し、変位センサー部は変位信号を出力し、A/D変換部が変位データを出力し、しきい値演算部は変位データを基にしきい値を求め、比較判定部は変位データがしきい値よりも大であるとき判定信号を出力し、繋ぎ目信号出力部は判定信号が出力されたとき繋ぎ目信号を出力し、繋ぎ目検出精度を高めることができる。
【解決手段】繋ぎ目Jに凸部を有してなる連続帯状体Wの表面に接触して変位可能な検出部1を設け、繋ぎ目検出装置において、変位信号を出力する変位センサー部5と、変位信号をデジタル数値化して変位データDを出力するA/D変換部6と、しきい値Tを求めるしきい値演算部7と、変位データがしきい値よりも大であるとき判定信号を出力する比較判定部8と、判定信号が出力されたとき繋ぎ目信号を出力する繋ぎ目信号出力部9とを備えてなる。
(もっと読む)
作業装置
【課題】移動機構部の先端に着脱可能なヘッド部を、空間内の目標位置に高精度に位置決めすることができる作業装置を提供する。
【解決手段】形状測定装置(作業装置)100は、形状センサ部17が内蔵されたプローブ(ヘッド部)12と、所定の空間内でプローブ12を移動させるアーム部(移動機構部)11に、このプローブ12を取り付け可能な取付部16と、空間内における所定の目標位置にプローブ12を位置決めする空間位置決定部30と、を有する。
(もっと読む)
直線案内機構および測定装置
【課題】長ストロークに対応しつつ、良好な直線性を確保できる直線案内機構および測定装置を提供する。
【解決手段】直線案内機構は、固定部材1と、移動部材2と、固定部材1と移動部材2との間に配置され移動部材2を移動可能に支持する第1の2重平行板ばね機構11Aおよび第2の2重平行板ばね機構12Aとを備える。第1の2重平行板ばね機構11Aおよび第2の2重平行板ばね機構12Aは、移動部材2の移動軸線を中心として180度以外の角度(例えば90度)で配置されている。
(もっと読む)
測定器
【課題】セッティング時の使い勝手を向上させることができるとともに、測定値の信頼性を維持しつつ、有効測定範囲を最大限使用可能な測定器を提供する。
【解決手段】本体と、本体に対して移動可能に構成されたスタイラスと、本体に対するスタイラスの変位量を検出するエンコーダ12と、エンコーダ12により検出された変位量から測定値を演算する演算部13と、演算部13が演算した測定値を表示する表示部14と、演算部に指令を与える操作部15,16と、スタイラスの移動ストロークの下限値よりも大きく、かつ、上限値よりも小さい有効測定範囲を記憶した記憶部17を備える。演算部13は、エンコーダ12により検出された変位量が記憶部17に記憶された有効測定範囲内であるか否かを判定し、その判定結果を表示部に表示する。
(もっと読む)
加工装置、および、加工具と被加工物の距離補正方法
【課題】回転刃の刃先と被加工物の高さ方向の距離を正確に補正する。
【解決手段】ルータビット43と、多軸ロボット3と、接触式変位計7と、レーザ変位計8と、高さ補正部とを有する。多軸ロボット3は、ルータビット43を軸回転させ、被加工物100に対して移動させる。接触式変位計7は、多軸ロボット3がルータビット43の刃先を変位計測面7Aに上から押し当てたときに生じる変位を計測する。レーザ変位計8、変位計測面7Aと被加工物100の相対的な高さを計測する。高さ補正部は、接触式変位計7とレーザ変位計8の計測結果に基づいて、ルータビット43の刃先と被加工物100との高さを補正する。
(もっと読む)
形状測定装置
【課題】複数台の測定機間での振動の影響を排除した上で高い操作性と測定精度を実現した新たな形状測定装置を提供する。
【解決手段】形状測定装置は、被測定物50を挟んで対向配置される少なくとも2台の駆動機構付き測定機CMM1,CMM2と、これらの測定機ごとにそれぞれ対応して接続される少なくとも2台の制御装置41,42と、を備えるものであって、前記制御装置41,42は、測定機CMM1,CMM2の動作状態を検出自在であるとともに、制御装置41,42ごとで連携を取り合うことにより、一の測定機CMM1の動作状態の検出結果に応じて他の測定機CMM2に対する動作指令を発信自在である。
(もっと読む)
形状測定装置
【課題】高い操作性を有する新たな形状測定装置を提供する。
【解決手段】形状測定装置は、被測定物60を挟んで対向配置される少なくとも2台の駆動機構付き測定機CMM1,CMM2と、これらの測定機ごとにそれぞれ対応して接続される少なくとも2台の操作コントローラ51,52と、を備えるものである。そして、操作コントローラ51,52のそれぞれは、非接続の測定機CMM2,CMM1を含むすべての測定機を操作可能に構成されている。また、操作コントローラ51,52は、切替ボタン53,54を有しており、この切替ボタンを切り替えることによって操作対象となる測定機を選択可能となっている。
(もっと読む)
往復動内燃機関のシリンダ直径計測器
【課題】往復動内燃機関のシリンダ直径を精度良く、かつ、容易に計測できる往復動内燃機関のシリンダ直径計測器。
【解決手段】往復動内燃機関のシリンダ101の軸芯O1 上に設けたガイド2と、該ガイド2を保持する支持体3と、前記ガイド2に摺動自在に挿入した支持棒4と、前記シリンダ101の軸芯O1 と交差するように前記支持棒4に取り付けた測長器5より成り、且つ前記測長器5を、棒状の測長器本体6と、該測長器本体6の先端部に設けた接触又は非接触式でかつ測定距離を電気信号に変換して出力する変位変換器7により形成する。
(もっと読む)
ホイールの摩滅量測定方法及びホイールの摩滅量測定装置
【課題】フレッチング摩耗によるホイールの車両ハブとの接触面の摩滅量を簡便にかつ精度良く測定する方法とその装置を提供する。
【解決手段】直方体状の当接部材11に、リニアゲージ12の測定子12cが上記当接部材11の当接面11aに垂直な方向に移動可能に取り付けられた摩滅量測定装置10を、測定子12cの先端が摩滅量が大きい領域である円環状の領域内に位置し、かつ、上記当接部材11の当接面11aが、ホイールに設けられたボルト挿入孔のホイール径方向の外側を結ぶ円とホイール径方向の内側を結ぶ円とに囲まれた略円環状の領域に接するように、測定するホイールの車両ハブ取付面に置き、上記測定子12cの上記当接面11aからの突出量を測定して表示させるようにした。
(もっと読む)
流量測定システムの取り付け寸法を測定するシステム及び方法
【課題】
【解決手段】方法は、パイプの所定の部分の外周面の複数の位置の各々で第1の装置によって曲率半径を測定することを含む。第2の装置は、パイプの所定の部分の外周面に沿った複数の位置に取り外し自在に結合される。第2の装置によって、パイプの所定の部分の外周面の複数の位置の各々で壁厚が測定される。パイプの所定の部分の外周面の複数の位置の各々における曲率半径及び壁厚を含む測定データに基づいて、パイプの所定の部分の横断面面積が測定される。
(もっと読む)
座標位置決め装置用測定プローブシステム
【課題】関連ユニットの真正性を確認するための認証モジュールを備えた測定システムを提供する。
【解決手段】物体を測定するための測定部と、関連ユニットからデータを受信および/またはこれにデータを送信するためのデータ伝送部とを具えた接触トリガー測定プローブ。測定機器はまた、関連ユニットの真正性を確認するための認証モジュールをも具えている。この認証モジュールは、一方向性ハッシュアルゴリズムを実行するためのプロセッサを含むことができる。真正性は、チャレンジ・レスポンス認証処理を用いて確認することができる。
(もっと読む)
21 - 40 / 134
[ Back to top ]