
Fターム[2G051EA11]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 受光信号処理 (8,240) | デジタル変換、2値化、多値化 (1,097)
Fターム[2G051EA11]に分類される特許
21 - 40 / 1,097
透明電極の観察装置および透明電極の観察方法
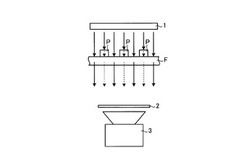
【課題】石英ガラスなどのガラスに較べて紫外線透過率の低い樹脂シートの表面に形成した透明電極の検査に必要な測定精度を得ることのできる透明電極の観察装置を提供すること。
【解決手段】樹脂シートFの表面に形成された透明電極Pの光透過率が50%以下となる200〜300nmの波長帯域の紫外線光を含む光を照射する光源1と、光源1から照射された紫外線光によって励起され、蛍光発光した樹脂シートFの光の強度が0.1以上となる400〜500nmの波長帯域の光を透過する光学フィルタ2と、光学フィルタ2を透過した可視域の波長に感度を有する画像を撮影するカメラ3とを備えたので、透明電極Pが形成された部位は暗くなり、それ以外の部位は明るく撮影される。これにより、可視光では視認が困難な透明電極Pの形状を特定でき、透明電極Pの検査に必要な測定精度を得ることができる。
(もっと読む)
加工面欠陥判定方法及び加工面品質検査方法

【課題】加工面の鋳巣の寸法計測に役立つ鋳巣の範囲を精度よく判定できる加工面欠陥判定方法及び信頼性の高い加工面品質検査方法を提供する。
【解決手段】2値化、輝度傾き抽出の処理ステップ102,103で加工面の原画像の2値化画像、輝度傾き抽出画像を得る。両画像を重ね合わせ処理ステップ105で重ね合わせて作成した欠陥検出用画像から鋳巣判定処理ステップで加工面の鋳巣の範囲を判定する。鋳巣判定処理ステップ106では、2値化画像中の鋳巣部分が拡大処理された2値化画像と輝度傾き抽出画像との論理積をとり、得られた鋳巣〔輝度傾き抽出画像における鋳巣(エッジの範囲)〕の範囲を判定結果として、2値化処理の閾値の高低に拘わらず精度のよい鋳巣範囲の判定を可能とした。同欠陥判定方法を品質検査方法に適用した。
(もっと読む)
衛生物品に係るウエブ部材の起毛状態の検査装置、及び検査方法
【課題】清掃用シート等の衛生物品に係るウエブ部材の起毛状態を検査する検査装置などを提供する。
【解決手段】衛生物品に係るウエブ部材の起毛状態の検査装置である。前記ウエブ部材は、少なくとも片面に、該片面から剥がれて起毛可能な部分を所定の配置パターンで離散的に有し、前記起毛可能な部分が剥がれて起毛した際には前記片面上に新たな露出部分を生じる。前記検査装置は、前記片面を撮像して前記片面の平面画像のデータを平面画像データとして生成する撮像処理部と、前記平面画像データに基づいて二値化画像を生成する際に、前記二値化画像において二値のうちの一方の値によって特定される画像に、前記平面画像のうちで前記新たな露出部分が撮像されている領域が含まれるように二値化処理を行う二値化処理部と、前記画像の大きさを示す値に基づいて、前記起毛状態の良否判定を行う良否判定処理部と、を有する。
(もっと読む)
パターン化位相差フィルムの欠陥検査装置及び方法並びに製造方法
【課題】パターン化位相差フィルムの欠陥を精度よく検出する。
【解決手段】投光機11と撮影装置12との間に、第1及び第2偏光板13,15を配置する。第1及び第2偏光板13,15の間に、検査対象のパターン化位相差フィルム20を配置する。撮影装置12側でフィルム20と第2偏光板15との間にλ/4波長板14を配置する。第2偏光板15を回転させて、第1偏光板13の透過軸をフィルム20の光学軸に対し45°傾けた状態で、第2偏光板15の透過軸を前記λ/4波長板14の光学軸に対して+45度にした第1状態で撮影装置12により第1画像を撮影する。第2偏光板15の透過軸をλ/4波長板14の光学軸に対して−45度にした第2状態で撮影装置12により第2画像を撮影する。第1画像と第2画像とを第1及び第2位相差領域が一致する位置で重ね合わせて合成する。得られた合成画像に基づき欠陥を検出する。
(もっと読む)
パターン化位相差フィルムの欠陥検出装置及び方法、並びに製造方法
【課題】パターン化位相差フィルムの欠陥を精度よく検出する。
【解決手段】パターン化位相差フィルム12を挟んで第1,第2偏光板18,19が配される。各偏光板18,19は、クロスニコル配置とされる。パターン化位相差フィルム12には、遅相軸がほぼ直交する第1位相差領域14,第2位相差領域15が交互に配されている。光源部16は、第1偏光板18を介してパターン化位相差フィルム12に検査光を照射し、撮影装置17は、パターン化位相差フィルム12,第2偏光板19を透過する光を受光して輝度画像を撮影する。第1位相差領域14の遅相軸As1と第1偏光板18の偏光透過軸P1とをほぼ平行となる状態で、正常な第1位相差領域14と第2位相差領域15の各輝度が同じレベルとなるように偏光透過軸P1の方向を調整する。
(もっと読む)
巻取の端面検査装置
【課題】 ワインダー工程で形成された巻取の端面の良否を機械的に検査し、迅速な検査を図り、作業者の熟練に負うことがない巻取の端面検査装置を提供する。
【解決手段】 ワインダー工程で形成された巻取Rを次工程へ搬送する搬送路Tを挟んで照明手段21とラインレーザー装置31とを有する投光機器2f、2b及び撮影手段4f、4bを一対ずつ配設し、投光機器2fと撮影手段4fとで搬送路Tを搬送される巻取Rの前側の端面Fの検査を、投光機器2bと撮影手段4bとで巻取Rの後側の端面Bの検査をそれぞれ行わせる。検査は端面Fを検査した後に搬送路Tを移動させて端面Bの検査を行う。検査はこれら端面F、Bの画像を撮影手段4f、4bで取得し、該画像に対してグレースケール処理を施して、欠陥となる対象物11、12、13の存否を確認する。
(もっと読む)
光学顕微鏡装置及びこれを備えた検査装置
【課題】パターン段差の小さいウエハなど、明視野観察では十分なコントラストが得られない試料に対してコントラストの高い画像の観察又は撮像を可能にする。
【解決手段】撮像に用いる対物レンズを通して試料を照明し、撮像光学系に開口フィルタを設けて、明視野観察成分の光を大幅に減衰させて撮像する。
(もっと読む)
パターン検査装置、パターン検査方法、およびパターンを有する構造体
【課題】検査感度を向上させることができるパターン検査装置、パターン検査方法、およびパターンを有する構造体を提供する。
【解決手段】本実施形態によれば、被検査体に形成されたパターンの光学画像に基づいて第1の検出データを作成する第1の検出データ作成部と、前記パターンに関する第1の参照データを作成する第1の参照データ作成部と、前記第1の参照データの出力レベルが前記第1の検出データの出力レベルに対応したものとなるように出力レベルの変換を行う第1の階調変換部と、前記第1の検出データと、前記出力レベルの変換が行われた前記第1の参照データと、の差を演算する第3のレベル差演算部と、前記第3のレベル差演算部による演算結果に基づいて、欠陥の有無を判定する第5の判定部と、を備えたことを特徴とするパターン検査装置が提供される。
(もっと読む)
熱間鋼材表面疵の検査方法及び検査装置
【課題】 搬送ライン上を搬送される熱間鋼材の表面からの放射光をセンサで受光して、その表面疵を検出する検査方法において、粉塵等によるセンサの汚損を防止して、ライン下側にもセンサを設置できる防汚手段を提供する。併せて微差な疵も見逃さず確実に検出し得る検出手段を提供する。
【解決手段】 搬送ラインの外周を遮光性カバーで多い、このカバーにスリットを設けて、スリットからの放射光をラインセンサに受光するとともに、センサ前方に防塵カバーを取り付ける。併せて、測定箇所上流の所定位置で、鋼材の被検査面を注水冷却(とくに気水噴霧冷却)して、鋼材表面の冷却条件をほぼ一定にした後、センサへの受光を行なう。
(もっと読む)
太陽電池アレイ検査装置および太陽電池アレイ検査方法
【課題】 不良の太陽電池パネルについて低下した出力電力の推定値を算出する太陽電池アレイの検査装置および検査方法を提供する。
【解決手段】 複数の太陽電池パネル10を含む太陽電池アレイの検査方法であって、太陽電池アレイに直流電源6を接続して通電し、太陽電池アレイの太陽電池パネル10の画像を取得し、画像を解析して指標を算出し、指標に対する太陽電池パネル10の出力特性を用いて太陽電池パネル10の出力電力の推定値を算出し、算出した推定値に基づいて太陽電池パネル10を交換すべきか否か判断する。
(もっと読む)
表示デバイスの欠陥検出方法及び表示デバイスの欠陥検出装置
【課題】 修理ラインで直すことができる欠陥と製造ラインを止めなければならない欠陥であるかを判定できる表示デバイス(50)の欠陥検出方法を提供する。
【解決手段】 表示デバイスの欠陥検出方法は、表示デバイスを部分領域ごとに特徴量を計測し(P32)、計測された領域の特徴量に基づいて欠陥領域と判定された領域をカウントする欠陥カウントステップ(P36)と、欠陥カウントステップで第1閾値より欠陥数が多い場合には表示デバイスの製造ラインを停止するステップ(P38,P42)と、欠陥カウントステップで第1閾値より欠陥数が少ない場合に所定面積内の欠陥密度を計算する欠陥密度計算ステップ(P38)と、欠陥密度計算ステップで第2閾値より欠陥密度が高い場合には表示デバイスの製造ラインを停止するステップ(P40,P42)と、を備える。
(もっと読む)
白米及び玄米の外観品位測定方法
【課題】白米又は玄米試料が供給されると、コンピューターシステムが自動的に試料の外観品位を判別して、その個数及び構成割合を表示する、白米等の外観品位の判別において、数十個の試料を連続的に供給しても、それぞれの試料一粒ずつの品位を判別することができる、白米等の外観品位を測定する方法を提供すること。
【手段】試料台の上に置かれた白米等をカメラで撮影する工程と;原画像をフレームグラバーによってRGB又はYUVモデルに該当するデータ形態で保存する工程と;保存された画像を二進化する工程と;二進化された画像を等高線形の2次元画像を作る工程と;前記2次元画像を3次元化して、境界線を抽出する工程と;前記境界線を基準にして接している白米等の画像を分離し、それぞれの画像に対してラベリングをする工程と;ラベリングされた各画像を分析して完全米、粉状質の米、屑米、ひびわれ米、着色米等の中の一つ以上の割合及び個数を判定する工程とからなることを特徴とする白米及び玄米の外観品位測定方法。
(もっと読む)
欠陥検査装置および欠陥検査方法
【課題】検査対象物(例えば半導体パターン)の微細化により、検査すべき欠陥の大きさも微小化し、欠陥からの散乱光の強度が大幅に減少するが、このような欠陥からの微小な散乱光を検出するのに適した欠陥検査装置および方法を提供する。
【解決手段】表面にパターンが形成された試料100に光を照射するレーザ光源111を備える照明光学系110aと、前記照明光学系により照明された該試料から発生する光を検出するセンサ126を備える検出光学系120と、前記検出光学系により検出された光に基づく画像から欠陥を抽出する信号処理手段250と、を備え、前記検出光学系にて光を検出する間に前記センサの増幅率を動的に変化させることを特徴とする欠陥検査装置である。
(もっと読む)
画像検査装置、画像検査システム及び画像検査方法
【課題】透明色を使用して印刷された印刷物の画像検査を行う場合であっても、検査精度の低下を抑える。
【解決手段】有色色材の画像データである有色画像データを取得する取得部211と、透明色材の画像データである透明画像データに基づいて有色画像データを変換し、マスタ画像データを生成するマスタ画像データ生成部213と、マスタ画像データを用いて、有色画像データ及び透明画像データに基づく印刷画像が印刷された印刷物から当該印刷画像を光学的に読み取ることにより生成された検査画像データを検査する画像検査部217と、を備える。
(もっと読む)
検査装置及び検査方法
【課題】試料に実在する欠陥に起因する輝度変化を、各種ノイズから分離して検出できる検査装置を実現する。
【解決手段】本発明では、試料表面上に主走査方向に整列した複数個の走査スポットを形成し、試料表面の同一の部位を、主走査方向に整列したn個の走査スポットにより所定の時間間隔で順次走査する。n個の走査スポットからの反射ビームをそれぞれ光検出素子により受光する。信号処理装置は、n個の光検出素子から出力される輝度信号中に、所定の閾値を超えると共に互いに時間的又は位置的に対応する輝度変化が存在する場合、試料上に欠陥が存在するものと判定する。本発明によれば、試料表面上に形成された欠陥に起因する輝度変化は、光源ノイズや光検出器の熱雑音から分離して検出されるので、疑似欠陥が増大することなく、欠陥の検出感度を高く設定することが可能になる。
(もっと読む)
表示パネル検査装置及び表示パネル検査方法
【課題】電子部品などに設けたアライメントマークを撮影画像から検出できない場合でも、表示パネルへの電子部品などの取付状態の検査が行えるようにする。
【解決手段】被検査対象となる表示パネルと電子部品又は電子部品搭載基板との接続部を、表示パネルの面に対してレンズの光軸をほぼ直交させた配置として、照明光を投射させて撮影する。そして、撮影して得た画像の輝度を検出する。その検出した輝度値が第1の輝度値の箇所を、電子部品又は電子部品搭載基板の電極部と判別する。また、検出した輝度値が第2の輝度値の箇所を、表示パネルの電極部と判別する。そして、判別した第1の輝度値の箇所と第2の輝度値の箇所との中間の点から、第1の輝度値または第2の輝度値が連続する長さを、接続部の接続状態の評価値とする処理を行う。
(もっと読む)
欠陥検査方法および欠陥検査装置
【課題】構造が簡単で、検査対象物上の直線状の欠陥を検出し、検査対象物の良否判定処理を実行する欠陥検査方法および欠陥検査装置を提供する。
【解決手段】画像メモリ5に記憶した撮像画像の各画素の濃度に基づく微分演算を行い微分絶対値および微分方向値を算出し、微分絶対値に、各画素の微分方向値に対応する重み付け値を乗じて、ノイズ成分の除去または前記直線状の欠陥の境界を強調する強度値をそれぞれ算出し、直線状の欠陥の長手方向に連続し、幅手方向に並設する複数の検査領域を、撮像画像に設定し、該検査領域に配置された各画素の強度値を合算した積算値を、前記検査領域に配置された画素数で除算し、前記検査領域における強度値の特徴量Fを、検査領域ごとに算出し、特徴量Fのいずれか1つが所定の閾値以上である場合、検査対象物2が直線状の欠陥を有する不良品であると判定する判定ステップとを含む。
(もっと読む)
包装体の検査装置
【課題】 食品などの内容物が透光性の包装シートで包まれた包装体の画像を取得し、シール部に異物が噛み込まれているか否かを判別できる包装体の検査装置を提供する。
【解決手段】 包装体30の通過領域を挟んで一方に照明部が他方にカメラが配置され、照明光が包装体30を透過した像がカメラに取得される。包装体30の像と背景の像を二値化し、横シール部38,39の長さSだけ縦方向(L方向)へ短縮させ、さらに背景を「1」とし短縮した包装体を「0」に反転させたマスク画像を生成する。このマスク画像と、包装体の全体画像(III)の論理積をとることで、横シール部38,39の画像を分離できる。分離された横シール部38,39の部分画像を二値化処理することで、横シール部38,39に異物31aが噛み込まれているか否かが判別される。
(もっと読む)
裁断対象検査装置、裁断対象検査方法、裁断対象検査装置用のプログラム、および、裁断対象検査システム
【課題】多段積みされた裁断対象を精度良く検査できる裁断対象検査装置等を提供する。
【解決手段】多段積みされた裁断対象Bkを検査する裁断対象検査装置において、所定形状のレーザ光L1、L2が投影された裁断対象の画像データを取得し(S7)、画像データからレーザ光が投影された部分の画像を抽出し、抽出されたレーザ光の画像からレーザ光の投影形状の情報を算出し(S8)、所定形状の情報と投影形状の情報とに基づき、多段積みされた裁断対象の良否を判定する(S11)。
(もっと読む)
溶接部検査装置
【課題】溶接部の溶け分かれの有無を適切に検査可能な溶接部検査装置を提供する。
【解決手段】バスバー21と端子22とを溶接にて接合した検査対象物2における溶接部23に対して、バー照明32によってバスバー21側から光を照射した状態、カラーカメラ4により溶接部23を撮像する。そして、画像処理装置5にて、撮像画像(カラー画像)に対して溶接部(23)に対応する検査領域を指定すると共に、指定した検査領域から周囲よりも高輝度となる高輝度領域を抽出し、さらに、抽出した高輝度領域に基づいて溶接部23に溶け分かれが生じているか否かを判定する。この際、高輝度領域が検査領域におけるバスバー21に対応する領域よりも端子22に対応する領域側に存在する場合に、溶接部23に溶け分かれが生じていると判定する。
(もっと読む)
21 - 40 / 1,097
[ Back to top ]