
Fターム[2G064AA13]の内容
機械的振動・音波の測定 (8,359) | 測定対象物 (899) | 機器又はその部品 (701) | 工作機械又はその部品 (46)
Fターム[2G064AA13]に分類される特許
21 - 40 / 46
移設検知装置および移設検知装置を備えた機器
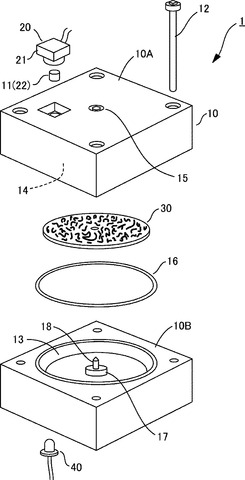
【課題】機器の移設を確実に検知する取扱性の優れる移設検知装置が望まれている。
【解決手段】ケース10の内部の空間12と空間13に表面に図柄が描かれた被写体円板30が水平に配置される。被写体円板30は、ケース10の内部に充満された透明な液体に浸漬される。被写体円板30は、水平回転方向の振動が加えられたときにケース10に対して相対的に水平回転方向に回転可能である。デジタルカメラ20は、窓11に近接して設けられる。電源が投入されたときにデジタルカメラ20が被写体円板30の表面を撮影する。インターフェース装置2は、撮影された画像データを機器の制御装置3に転送する。白色発光ダイオード40は、窓19に近接して設けられ、ケース10内に照度を与える。制御装置3は、新しい画像データと以前に撮影された画像データを比較して一致しないときは起動しない。
(もっと読む)
等速自在継手の試験装置及び等速自在継手の試験方法

【課題】強度試験における等速自在継手の初期の破損箇所を特定することができる等速自在継手の試験装置を提供する。
【解決手段】等速自在継手にトルクを付与するトルク付与機構5を備えた等速自在継手の試験装置において、等速自在継手のトルク付与中に生じる音圧を非接触で検知する音圧センサ9と、音圧センサ9で検知した音圧の周波数成分の中から等速自在継手の破損に伴って生じる音圧の周波数成分を抽出する周波数分析装置11と、破損に伴って生じる音圧の周波数成分を抽出した前記周波数分析装置11からの信号を受けてトルク付与機構5を自動的に停止させる制御手段12とを備えた。
(もっと読む)
加工監視装置
【課題】加工しているワークの材質の変化を検出可能とし、ワークに異物が混入している場合やワークに材質のむらがある場合などの対応を可能とする。
【解決手段】センサ部2は加工装置Xの振動を検出し信号入力部3を通して対象信号を特徴量抽出部4に与える。特徴量抽出部4は振動の特徴量を抽出する。特徴量抽出部4で得られた特徴量は、競合学習型ニューラルネットワーク1aを備える材質検出部1に入力され、競合学習型ニューラルネットワーク1aにより特徴量からワークWの材質が分類される。クラスタ判定部1bではワークWの材質を判断し、出力部6に設けた速度制御手段6bではワークWの硬さに応じてワークWの送り速度と加工装置XによるワークWの切断速度との少なくとも一方を調節する。
(もっと読む)
特に、回転機械用振動センサー
【課題】振動センサーによる監視方法における広範な使用を制限する要因は、センサーアッセンブリー、信号処理装置の価格、および、各機械についてそのような構成を必要とすることである。
【解決手段】このセンサーは、振動の影響下で第1の共鳴振動数を有する第1の圧電素子5と、第1の共鳴振動数と異なる第2の共鳴振動数を有する第2の圧電素子6と含み、各素子5、6は、それ自体の電圧計9、10に接続される。
(もっと読む)
加工状態評価システム
【課題】ブレードが切断中に発生する振動や音響情報をインゴットの固定部に設置されたセンサで計測し、その振動解析をすることでブレードの切断状態をリアルタイムで計測評価する。
【解決手段】インゴットをスライスする加工装置において、前記被加工物の振動を検出するセンサからの信号を解析して、前記加工部材の状態と前記被加工物の加工状態の少なくとも一方を評価する信号解析手段と、有し、前記信号解析手段は、F(ω)を前記センサの出力をフーリエ変換した信号、S(ω)を加工部材の回転による信号、G(ω)を伝達経路による振動信号としたときの、 log(F(ω))=log(G(ω))+log(S(ω))のlog(G(ω))及びlog(S(ω))を分離して解析することにより、前記加工部材の状態と前記被加工物の加工状態の少なくとも一方を評価する。
(もっと読む)
超音波ホーンの振幅測定方法および周波数測定方法とその方法を用いた測定機器およびそれを用いた超音波接合装置
【課題】 簡易に超音波ホーンの振幅測定と周波数測定ができる測定方法の提供と、その方法を用いた測定機器およびその超音波接合装置を提供すること。
【解決手段】 超音波ホーンの振幅を撮像する拡大倍率または等倍率を備えたCCDカメラと、CCDカメラによって撮像された画像の濃淡の変化を検出する濃淡検出部と、濃淡検出部で検出された濃淡の変化にもとずき濃部と淡部との距離を計算する距離測定処理部と、距離測定処理部によって計算された濃部と淡部との距離から超音波ホーンの振幅を測定する振幅測定部とを備え、超音波ホーンの振幅をCCDカメラによって撮像後、画像処理によって拡大し、そのときに得られる振幅状態の画像を利用することによって超音波ホーンの振幅および共振周波数を測定する。
(もっと読む)
レーザ溶接方法
【課題】溶接時の隙間管理を精度良く行うことができるレーザ溶接方法を提供する。
【解決手段】このレーザ溶接方法では、溶接前工程において、溶接予定領域Rを当接させたワーク41,42を伝搬した弾性波の振動強度を検出し、検出した振動強度に対応する出力信号の強度が所定時間内に閾値を超えた回数を積算する。そして、積算回数が予め設定した所定回数を超えるか否かによってワーク41,42間の隙間量Sの可否を判断する。このような手法によれば、画像処理を用いて隙間量Sを判断する場合とは異なり、ワーク41,42の当接部分が外部に露出していない場合であっても隙間量Sの判断が可能となる。したがって、突合せ溶接や重ね溶接といった種々の溶接形態について、溶接時の隙間管理Sを精度良く行うことができる。このことは、隙間量Sの異常による溶接後の製品の歩留まり低下の抑制を実現する。
(もっと読む)
機械設備の異常診断装置及び異常診断方法
【課題】ノイズの影響を受け難くして、診断精度をできるだけ確保しつつ、異常の有無や異常の部位を特定することができる異常診断装置及び異常診断方法を提供する。
【解決手段】回転部品を備えた機械設備の異常診断装置は、周波数分析に基づく診断用スペクトル曲線の周波数成分と、回転部品の回転速度信号に基づいて算出した周波数成分とを比較照合し、その照合結果に基づき回転部品の異常の有無及び異常部位を判定する。周波数分析に基づく診断用スペクトル曲線f5は、周波数分析により得られる実測スペクトル曲線f1から第1平均スペクトル曲線f2を算出し、実測スペクトル曲線f1について第1平均スペクトル曲線f2より大きい成分を除去したスペクトル曲線f3を導き、さらにスペクトル曲線f3から第2平均スペクトル曲線f4を算出し、実測スペクトル曲線f1について第2平均スペクトル曲線f4を差し引くことで与えられる。
(もっと読む)
回転機械用振動監視装置
【課題】小型で高速の回転機械における振動に基づく異常を適切に設定した振動許容値を用いて早期に検知し、異常時の急激な振動増加による回転機械の破損を防止できる回転機械用振動監視装置を提供する。
【解決手段】回転機械用振動監視装置は、回転機械に取り付けたセンサからの振動信号を受信する振動信号受信手段1と、ここで受信した振動信号から振動振幅や振動周波数等を解析する振動解析手段2と、振動解析手段で解析した振動解析値を保存する振動解析値保存手段3と、この振動解析値保存手段3に予め保存した振動解析値を基に振動許容値を算出する許容値演算手段4と、算出した振動許容値を保存する許容値保存手段5と、振動信号受信手段で受信して解析した振動値と振動許容値とを比較する比較判断手段6と、この比較結果に基づいて出力信号を制御装置に出力する信号出力手段7とを備えて構成する。
(もっと読む)
化学マイクロマシン加工マイクロセンサー
【課題】cMUT(容量型マイクロマシン加工トランスデューサ)技術に基づくセンサーを提供する。
【解決手段】本発明に係るセンサーは、複数のセンサー素子のアレイを含むが、センサー素子を1つのみ含んでもよい。センサー素子は、支持フレームによって基材上に支持された機能性膜を含む。これらの機能性膜、支持プレーム、及び基材は、共に真空ギャップを形成する。センサー素子は、このセンサー素子を開回路共振周波数状態下又はその付近で作動させるように構成された電気回路に接続している。機能性膜の機械的共振周波数は、膜への物質の結合に応答する。したがって、センサーは、センサー素子の機械的共振周波数に応答するセンサー出力を提供する検出器をも含む。
(もっと読む)
回転精度測定方法
【課題】
3個の変位計間の相対角度が正確であるかどうかを評価することができ、回転軸の回転ムラを補正することができ、変位計の中心位置が回転軸上の同じ測定部位を指しているかどうかを評価することができ、ひいては3点法の特性を有効にかつ容易に活用して回転軸の回転精度を測定することができる回転精度測定方法を提供する
【解決手段】
それぞれの中心位置が回転する測定対象物の外周面上の同一回転軌跡上にあるように配置した3個の非接触型の変位計のプローブによって前記測定対象物の回転運動を測定し、前記測定対象物の回転精度成分と前記測定対象物の形状成分とを含む前記変位計の出力信号を処理して前記形状成分を分離して前記測定対象物の回転精度を測定する方法であって、前記処理の前に前記変位計の出力信号における前記回転の回転速度のムラを補正する
(もっと読む)
対象設備の診断方法、コンピュータプログラム、及び、対象設備を診断するための装置
【課題】対象となる設備の診断がより正確に行われる対象設備の診断方法、コンピュータプログラム、及び、対象設備を診断するための装置を実現すること。
【解決手段】取得された波形データを、T個の分割波形データに分割するステップと、前記T個の分割波形データの各々をフーリエ変換してT個の周波数スペクトルを得るステップと、前記T個の周波数スペクトルの各々の強さをP個に分割された分割周波数帯毎に求めるステップと、前記分割周波数帯毎に求められた周波数スペクトルの強さに基づいて、主成分得点を、前記T個の周波数スペクトル毎に求めるステップであって、前記主成分得点を求める際に使用する固有ベクトルとして、前記設備の動作が正常であるときに前記所定期間に取得された波形データ、に基づいて予め求めておいた基準固有ベクトル、を用いるステップと、を有することを特徴とする。
(もっと読む)
成形機の状態監視装置及び成形機の状態監視方法
【課題】成形機の状態を容易に、かつ、正確に監視することができるようにする。
【解決手段】成形機を運転するために駆動される駆動部と、該駆動部の駆動に伴い、第1の変量m1を検出する第1の検出部P1と、前記駆動部の駆動に伴い、第2の変量m2を検出する第2の検出部P2と、前記第1、第2の変量m1、m2に基づいて、第1、第2の検出部P1、P2間の伝達経路Rtにおける伝達特性を判定する伝達特性判定処理手段とを有する。第1、第2の変量m1、m2に基づいて、第1、第2の検出部P1、P2間の伝達経路Rtにおける伝達特性が判定されるので、成形機ごとの機差があっても、各成形機ごとに使用状況が異なっても、成形機の状態を容易に、かつ、正確に監視することができる。
(もっと読む)
切削加工時の異常振動診断方法および異常振動診断システム
【課題】 びびり振動のような切削加工時の異常振動の原因の系を特定し、防振型バイトの効果発現可能性を見極めることが可能な切削加工時の異常振動診断方法および異常振動診断システムを提供する。
【解決手段】 切削加工中に発生する切削音の周波数分析を行い、切削音の主要振動周波数を特定する。切削加工中のバイトの加速度もしくは変位を測定して周波数分析を行い、バイトの主要振動周波数を特定する。上記切削音の主要振動周波数とバイトの主要振動周波数とを比較することで、切削音の発生原因がバイト側にあるか否かを判定する。
(もっと読む)
切削加工時の異常振動診断方法および異常振動診断システム
【課題】 切削加工のような加工時の異常振動の原因の系を特定し、防振型工具の効果発現可能性を見極めることが可能となる切削加工時の異常振動診断方法および異常振動診断システムを提供する。
【解決手段】 切削加工中に発生する切削音の周波数分析を行い切削音の主要振動周波数を特定する。振動中の工具の加速度もしくは変位を測定して周波数分析を行い工具の主要振動周波数を特定する。振動中の被削材の加速度もしくは変位を測定して周波数分析を行い被削材の主要振動周波数を特定する。工具と被削材の主要振動周波数の少なくとも一方と、切削音の主要振動周波数とを比較することで切削音の発生原因が、工具、被削材、これら以外のいずれにあるかを判定する。
(もっと読む)
機械設備の異常診断装置及び異常診断方法
【課題】 実際の回転速度を直接取り込むことができない場合でも、診断精度を確保しつつ、異常の有無や異常の部位を特定することができる機械設備の異常診断装置及び異常診断方法を提供する。
【解決手段】 回転或いは摺動する少なくとも一つの部品12を備えた、機械設備10の異常診断装置は、機械設備10から発生する信号を電気信号として出力する少なくとも一つの検出部20と、電気信号の波形の周波数分析を行い、周波数分析で得られた実測スペクトルデータの周波数成分と部品12に起因した周波数成分とを可変な許容幅を持って比較照合し、その照合結果に基づき部品12の異常の有無及び異常部位を判定する信号処理部32と、を備える。
(もっと読む)
機械設備の異常診断装置及び異常診断方法
【課題】 ノイズの影響を受け難くして診断精度を確保しつつ、異常の有無や異常の部位を特定することができる機械設備の異常診断装置及び異常診断方法を提供する。
【解決手段】 回転或いは摺動する少なくとも一つの部品12を備えた、機械設備の異常診断装置は、機械設備10から発生する信号を電気信号として出力する少なくとも一つの検出部20と、電気信号の波形の周波数分析を行い、周波数分析で得られた実測スペクトルデータの周波数成分と部品に起因した周波数成分とを比較照合し、その照合結果に基づき部品の異常の有無及び異常部位を判定する信号処理部32と、を備える。比較照合に用いられる基準値は、実測スペクトルデータの限定した周波数範囲に基づいて算出される。
(もっと読む)
機械設備の異常診断装置及び異常診断方法
【課題】 実際の回転速度を直接取り込むことができない場合でも、診断精度を確保しつつ、異常の有無や異常の部位を特定することができる機械設備の異常診断装置及び異常診断方法を提供する。
【解決手段】 回転或いは摺動する少なくとも一つの部品12を備えた、機械設備10の異常診断装置は、機械設備10から発生する信号を電気信号として出力する少なくとも一つの検出部20と、電気信号の波形の周波数分析を行い、周波数分析で得られたスペクトルに基づき算出した基準値より大きい該スペクトルのピークを抽出し、ピーク間の周波数と回転速度信号に基づき算出した部品の損傷に起因する周波数成分とを比較照合し、その照合結果に基づき部品の異常の有無及び異常部位を判定する信号処理部32と、を備える。
(もっと読む)
サイドトリマー用剪断刃の欠損検出装置
【課題】 剪断対象となる鋼板の寸法、硬さ等によらず一定の条件で確実に剪断刃の欠損を検出することができるサイドトリマー用剪断刃の欠損検出装置を提供する。
【解決手段】 サイドトリマー用剪断刃の欠損検出装置は、鋼板75の剪断箇所で発生した音を集音するマイク20と、正常剪断時の音の音圧と、マイク20で集音した音の音圧との差を算出する音響解析システム25とを備えており、音響解析システム25で算出した音圧差が例えば4dBを超えた場合にサイドトリマー用剪断刃に欠損が発生したと判定する。従って、剪断刃が欠損したか否かを人手によって確認する必要がなく、4dBという基準値を持たせることにより、鋼板の寸法、硬さ等によらず一律に欠損の検出を行うことができる。
(もっと読む)
周期運動体の状態診断方法、診断装置、診断システム、コンピュータプログラム及び記録媒体
【課題】軸受、歯車等の回転体においては劣化が進行するに従って振動が大きくなり、これらを的確にとらえて検知し、即ち、計測対象から得られた振幅振動を周期運動体において衝撃波が発生する振動信号を計測し、衝撃波の間隔数などのデータに基づいて、統計的に異常を検知するとともに設備の状態診断を行うことを目的とし、そのための手段を講じる。
【解決手段】軸受、歯車等の回転体において振動信号などをとらえ、簡易化した1次遅れ自己相関係数を計算し、衝撃波の発生していないときの計算された1次遅れ自己相関係数とを比較し、前者が大きい時には、異常信号として判定する状態診断方法、状態診断システム、装置などを提供する。
(もっと読む)
21 - 40 / 46
[ Back to top ]