
Fターム[3C030CC07]の内容
自動組立 (6,729) | 輸送機械の組立・分解 (611) | 自動車 (578) | 艤装物品の組立 (292)
Fターム[3C030CC07]の下位に属するFターム
エンジン (123)
Fターム[3C030CC07]に分類される特許
81 - 100 / 169
物品供給装置
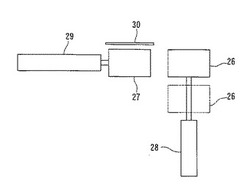
【課題】 作業者が二つの物品の取り出し順序を間違えることながないように、作業者に物品を供給することができる物品供給装置を提供する。
【解決手段】上部が開口した第1収容ボックス26を上下方向へ移動可能に設ける。第1収容ボックス26をシリンダ機構28によって供給位置と下待機位置との間を移動させる。上部が開口した第2収容ボックス27を前後方向へ移動可能に設ける。第2収容ボックス27をシリンダ機構29によって供給位置と後待機位置との間を移動させる。第1収容ボックス26が供給位置に位置しているときには、第2収容ボックス27が後退期位置に位置する。第2収容ボックス27が供給位置に位置しているときには、第1収容ボックス26が下待機位置に位置する。
(もっと読む)
ビス締め付けシステム

【課題】複数のビスを均等にかつ短時間で締め付けできるビス締め付けシステムを提供すること。
【解決手段】ビス締め付けシステム1は、ドアの仮固定用ビス穴に皿ビスが仮締めされて仮固定されたドアロックを、ドアの仮固定用ビス穴を含む複数のビス穴に皿ビスを本締めして本固定する。このビス締め付けシステム1は、ビス締め付け装置2と、ロボットアーム3と、を備える。ビス締め付け装置2は、第1嵌合部21Aと、この第1嵌合部21Aを低速で回転させる低速回転部22Aと、第2嵌合部21Bと、この第2嵌合部21Bを高速で回転させる高速回転部22Bと、を備える。制御部は、第2嵌合部21Bに本固定用の皿ビスが取り付けられた状態で、高速回転部22Bおよび低速回転部22Aを駆動し、第1嵌合部21Aを仮固定用ビス穴の皿ビスに接近させるとともに、第2嵌合部21Bを仮固定用ビス穴以外のビス穴に接近させる。
(もっと読む)
デフの組立方法および組立装置
【課題】ダミーシャフトを用いてデフの組立作業を行う場合に、仮組みしたデフ部品の位相を確実に維持しながら組立作業を実施することを可能にするデフの組立方法および組立装置を提供し、デフ組立作業の作業効率を改善する。
【解決手段】サイドギア挿入工程と、ピニオンギア挿入工程と、デフ部品回し入れ工程と、ピニオンシャフト置換工程と、からなるデフ1の組立方法であって、デフ部品回し入れ工程において、ダミーシャフト第一係止機構36により、ダミーシャフト13の軸回りへの回転を規制し、かつ、ピニオンシャフト置換工程において、ダミーシャフト第二係止機構37により、ダミーシャフト13の軸回りへの回転を規制する。
(もっと読む)
プラネタリピニオン組付け装置
【課題】プラネタリピニオン組付け装置において、プラネタリピニオンを先に組付けられたプラネタリピニオンに噛合わせながらキャリアに円滑に組付ける。
【解決手段】平面視略V字型のセンタリング部50及びその略V字型の溝中央部に配置されたピニオン回転治具52を有する挿入治具49によってショートピニオン3をキャリアの組付け位置に挿入する。ショートピニオン3の歯先がロングピニオン2の歯先に接触した場合(図1(A))、ショートピニオン3は、ピニオン回転治具52の平坦部53に沿って僅かに移動して歯先どうしの接触が解放される(図1(B))。そして、ショートピニオン3の歯先がピニオン回転治具52の噛合い部54の歯溝に噛合うことによってショートピニオン3が僅かに回転する(図1(C))。この状態で、挿入治具49が更に前進すると、ショートピニオン3の歯先がロングピニオン2の歯溝に円滑に噛合う。
(もっと読む)
ギヤシャフト組立て装置及びギヤシャフトの組立て方法
【課題】本願発明は、ギヤシャフトの組立てのタクトタイムが小さく、装置のコストが低く、且つ装置のメンテナンスも容易であるギヤシャフトの組立て装置及びその方法を提供する。
【解決手段】本願発明のギヤシャフト組立て装置は、6軸ロボットとギヤシャフト組立て台からなる。このロボットのハンドは、ギヤ3を押圧する押圧ブラケット53を備え、押圧部53aでギヤを押圧しつつ把持する。このロボットハンドは把持したギヤを、ギヤのシャフト孔に組立て台の固定部42に垂設されたシャフト2に貫通させて、シャフトの備えるスプラインの上部端部に近接状態に配置した後、ギヤをアンクランプし、このハンドを水平回転させる。及び/又は、ギヤシャフト組立て台はロボットハンドと反対方向に水平回転させる。
(もっと読む)
プラネタリピニオン組付け装置
【課題】プラネタリピニオン組付け装置において、簡単な構造でプラネタリピニオンをキャリアに円滑に組付ける。
【解決手段】位置決めセンタリング部17にキャリア1をセットし、平面視略V字型のセンタリング部を有する挿入治具43によってロングプラネタリピニオン3とワッシャ15との同心を維持しながらロングピニオンアセンブリW1をキャリア1の組付け位置に挿入する。ガイドピン27を突出させてキャリア1のシャフト孔9、10とロングピニオンアセンブリW1との同心を調整し、ガイドピン27の尖端部28をシャフトホルダ35で浮動支持したピニオンシャフト4Aのセンタリング穴38に嵌合して、これらの同心を調整する。この状態で、ピニオンシャフト4Aをキャリア1のシャフト孔9、10に圧入することにより、ロングピニオンアセンブリW1をキャリア1に円滑に組付けることができる。
(もっと読む)
サークリップ取付け用工具
【課題】作業員の熟練度合いに拘わらずサークリップを適正・容易に装着することができ、しかも、極めて簡単な構造で安価なサークリップ取付け用工具とする。
【解決手段】サークリップ11が縮径した状態で摺動自在に保持され両端が開放される筒穴23を備えた本体部22からなり、筒穴23の径が、ピストンピン取り付け穴の径よりも小さくサークリップ11が抜け止めとしての機能が損なわれない状態に保持される径に設定され、合い口12が筒穴23の一方側の開放口から外側を臨む状態にサークリップ11が筒穴23に嵌合され、合い口12がピストンピン取り付け穴の端部に位置合わせされた後に他方側の開放口から筒穴23内のサークリップ11をピストンピン取り付け穴側に押圧することでサークリップ11を周溝に取り付けるようにした。
(もっと読む)
車体の生産方法及び溶接設備
【課題】本発明は、複数の種類の製品を溶接可能にする車体の生産方法及び溶接設備において、溶接設備を有効に且つ柔軟に活用することができる技術を提供することを課題とする。
【解決手段】溶接設備10には、パネル部材を溶接するサブ溶接ライン12と、このサブ溶接ライン12が合流する主溶接ライン13とが設けられている。サブ溶接ライン12が主溶接ライン13と合流する合流部75で、骨格部材にパネル部材が合体され溶接される。主溶接ライン13は、溶接ロボット35L、35Rを備える複数個の溶接ステージ51、55〜59、61で構成され、サブ溶接ライン12の出口には、パネル部材を任意の溶接ステージに移載する移載機構70が設けられており、溶接作業の工程数に対応して合流部75が変更できるように構成されている。
(もっと読む)
ワーク押圧方法
【課題】
複数のワークを互いに連結する際や、或いはワークに対して付設される部材を連結する際に、連結時に管理するべき寸法及び力の管理を好適に行うことができるワーク押圧方法及びワーク押圧装置を提供する。
【解決手段】
ピストン34で区画された第1室37と第2室38とを備える同一仕様の第1油圧シリンダ31,第2油圧シリンダ32を油圧回路40にて並列に接続する。各第1室37に作動油を供給して、各ピストン34に連結されて互いに対向し、かつ第1ワークW1と第2ワークW2とに当接可能に配置された一対の両ヘッド36を互いに接近する方向に移動させて圧力を両ワークに対して圧力を掛る。この圧力が掛かることにより、第2ワークW2を第1ワークW1の取付孔Aに圧入する。
(もっと読む)
パワーアシスト装置およびその制御方法
【課題】ワークの位置決めをする際には、作業者による判断や経験(勘やコツ)を活かしながら、位置決めの一部についてパワーアシスト装置に負担させることにより、ワークの位置決め作業に対する作業者の負担を軽減しつつ、位置決め精度の向上と作業性の向上を果たすパワーアシスト装置の制御方法を提供する。
【解決手段】制御装置2aを備え、作業者の作業動作をアシストするべく前記作業者の作業動作に協調して自律的に作動するパワーアシスト装置1の制御方法において、制御装置2aには、一連の作業タスクを複数の作業区間に分割し、作業区間ごとに制御ロジックが設定されるパワーアシスト装置1の制御方法であって、パワーアシスト装置1が自由度を有する作動方向ごとに、制御ロジックが設定される。
(もっと読む)
組立体検査装置及び組立体検査方法
【課題】組付部品が正常に組付けられているか否かの検査を効率的に行うことが可能な組立体検査装置及び組立体検査方法を提供する。
【解決手段】バルブボディ2に形成された嵌入孔3に、部品組付装置によって組付部品を組付けた後、これら組付部品の嵌入孔3に対する組付け高さを測定して、この測定結果に基き、嵌入孔3に各組付部品が正常に組付けられているか否かを検査する。したがって、組付けが完了した段階、すなわち、組立工程と同一工程でコントロールバルブユニットの良否を精度よく検査することが可能になり、検査が自動化されて製造工程を大幅に合理化することができる。
(もっと読む)
アッセンブリの組立方法
【課題】低コストかつ省スペースでアッセンブリを組み立てできるアッセンブリの組立て方法を提供すること。
【解決手段】アッセンブリの組立方法は、それぞれ挿通孔411、421を有する2つの部品41、42と、挿通孔411、421に挿通されたアクスル43と、を備えるアッセンブリ40の組立方法である。この組立方法は、2つの部品41、42の挿通孔411、421にピン24を挿通して、これら2つの部品41、42をアッセンブリ化し、このアッセンブリ化した2つの部品41、42を所定位置に位置決めする手順と、アクスル43をピン24と同軸上に配置する手順と、アクスル43をピン24に向かって前進させて、アクスル43の先端をピン24の先端に当接させる手順と、アクスル43とピン24とが当接した状態を維持しつつ、アクスル43をさらに前進させて、このアクスル43を挿通孔411、421に挿通する手順と、を備える。
(もっと読む)
ロボットハンド
【課題】障害物があっても組付部に被組付体を組み付け可能なロボットハンドを提供する。
【解決手段】組付部と障害物との間の空間内で被組付体27を組付部に組み付けるロボットハンドであって、少なくとも2つの把持部材を相対的にスライド移動して開閉することにより、被組付体27を2つの把持部材で把持するハンド3と、ハンド3を動かして被組付体27を組付部に組み付けるアームと、を備え、アームは、ハンド3に把持された被組付体27を組付部に組み付ける際、ハンド3の2つの把持部材の開閉方向が、被組付体27を空間内に挿入する際の挿入方向と略平行になるようにハンド3の姿勢を制御し、被組付体27を組付部に組み付ける。
(もっと読む)
搬送パレット構体の搬送システム
【課題】 設備投資少なくして自動車エンジンのようなワークの組立作業性を改善し、作業員の負担を軽減する搬送パレット構体の搬送システムの提供。
【解決手段】 搬送パレット構体10で自動車エンジンのワーク1を姿勢変更可能に支持して組立ライン2を搬送する搬送システムで、作業ステーションS1、…の作業員が作業ステーション間の外部指令端末52にワーク姿勢を決める設定をし、搬送パレット構体10が移動中に設定されたワーク姿勢のデータを外部指令端末52から搬送パレット構体10に送信して、搬送パレット構体10のワーク支持ユニット12とその駆動用アクチュエータ40でワーク姿勢を作業員が作業し易い姿勢に変更させ、変更完了させて作業ステーションに搬送する。
(もっと読む)
複合組付装置
【課題】円盤状部品とスナップリングとを、短時間で安定してケースに組み付けることができる複合組付装置を提供すること。
【解決手段】複合組付装置1は、メイン駆動源12によるメインベース部2の1回の前進動作によって、以下の各動作を連続して行う。複合組付装置1は、部品保持部5に円盤状部品86を保持し押出チャック部6にスナップリング87を保持して位置決め部41をケースに係合させる位置決め動作を行う。次いで、押出チャック部6によって部品保持部5から円盤状部品86を押し出して円盤状部品86をケースにおける組付穴に組み付ける部品組付動作を行う。次いで、押出チャック部6をリング用溝の近傍へ後退させるガイド準備動作を行う。その後、プッシャー部7によってスナップリング87を押出チャック部6から押し出してリング用溝へ嵌め込むリング嵌込動作を行う。
(もっと読む)
加圧治具集約設備
【課題】従来より設置スペースを小さくすることができると共にワークの変更に伴った設備変更が容易な加圧治具集約設備を提供する。
【解決手段】本発明の加圧治具集約設備75は、ベーステーブル31の上面に複数の加圧治具12〜19を並べて備えているので、それら加圧治具12〜19同士の間隔を狭めることができ、従来の加圧装置を複数並べた場合に比べ、設置スペースを小さくすることが可能になる。また、各加圧治具12〜19をユニット構造にしたことで、1つの要素(即ち、1つのモジュール)としてベーステーブル31に着脱することができる。これにより、ワーク90の変更に伴って一部の加圧治具12〜19のみを別の加圧治具に容易に交換することができる。
(もっと読む)
ストラットアッセンブリ組立装置
【課題】ショックアブソーバーのロッド上端とアッパブラケット上の緩衝部材との組立作業性を向上させることが出来るストラットアッセンブリ組立装置を提供する。
【解決手段】基枠の底部2に取り付けられる受台5と、基枠の縦柱部3に上下動可能に支持される可動台7と、可動本体の上端部に上下動可能に支持されたナットランナー9とを具備し、受台は外筒支持部17を備え、可動台7は可動本体6と、同可動本体より延出し縦中心線L0上にアッパブラケット37を支持するブラケット支持部と、同ブラケット支持部より左右水平台部と、縦中心線L0に対して接離する方向に摺動自在な左右摺動台とを備え、摺動台は左右スプリング押え部材と、ロッド位置決め部材を備え、左右スプリング押え部材によりスプリングを圧縮させ、左右ロッド位置決め部材により位置規制されたロッドの上端部をアッパブラケット37の緩衝部材の中央穴に貫通させた上で、ナットを締結する。
(もっと読む)
組立方法
【課題】低コスト化を図りつつ、品質を維持を図ることができる組立方法を提供する。
【解決手段】始めにボルトを締め付ける締結箇所の開口部を示すランプを点灯し(SB1)、作業者は点灯したランプの開口部にナットランナーのヘッドを挿入する。このとき、シーケンサーは、受光部からの受光信号を検出して開口部へのヘッドの挿入を確認し(SB2)、ナットランナーを通電する(SB3)。ナットランナーからトルクアップ信号が出力された締め付け完了時には、次に締め付けるボルトの有無を判断し(SB5)、総てのボルトの締め付けが完了した際にメインルーチンへ戻る。
(もっと読む)
ワーク保持装置
【課題】種類の異なる複数の治具を本体部に取り付け可能にする場合に、治具の取付位置の精度を高めるとともに、その取付作業性を良好にする。
【解決手段】ドアD1を構成する部材100〜103を位置決めして保持するための治具G1〜G9が取り付けられる複数の治具取付器10を本体部11に固定する。治具取付器10には、治具G1〜G9に設けられた固定用プレート30に係脱するボールと、このボールを駆動する駆動機構とを設ける。駆動機構によって、ボールを固定用プレート30に係合した状態と係合しない状態とに切り替える。ボールを固定用プレート30に係合させたときに、固定用プレート30を治具取付器10に対し位置決めする。
(もっと読む)
圧入装置
【課題】軸部材に噛み合った状態で圧入される被圧入部材をばね力に抗して圧入する圧入装置を提供する。
【解決手段】圧入装置は、軸部材としてのプーリシャフト9をその基端部で支持する支持台21と、これの上方に上下動自在に配置されるプレスヘッド30とを有し、プーリシャフト9に対して、環状部材としての歯車部材12等が組み立てられる。プレスヘッド30は、環状部材としての歯車部材12の圧入端面12aに当接する圧入部材33と、歯車部材12の予圧端面12bに当接する予圧部材41とを有し、歯車部材12を圧入開始位置まで移動させるときには予圧ばね51を介してプレスヘッド30の推力が歯車部材12に伝達され、圧入開始位置で支持台21を回転することにより歯車部材12とプーリシャフト9の噛み合い位相が合わされ、この状態のもとで圧入部材33により歯車部材12が圧入される。
(もっと読む)
81 - 100 / 169
[ Back to top ]